航空宇宙用超合金燃焼室部品の SLS 3D プリンティングサービス
航空宇宙用燃焼部品向けの SLS 3D プリンティングの概要
選択性レーザー焼結(SLS)は、航空宇宙グレードの超合金から複雑な燃焼室部品を製造するための信頼性の高い手法です。この層状粉末融合法は、極高温・高圧下における複雑な形状全体で、均一な密度、制御された微細構造、および熱的完全性を保証します。
Neway Aerotechでは、SLS 3D プリンティングサービスにより、推進システム、航空エンジン、タービン燃焼アセンブリ向けの超合金燃焼部品の製作をサポートしています。
SLS 3D プリンティングの概要
プロセス能力
パラメータ | 値 |
|---|---|
層厚 | 40–60 μm |
最小特徴サイズ | ~0.5 mm |
寸法公差 | 100 mm あたり ±0.1 mm |
最大チャンバー温度 | 超合金造形向けに >1000°C |
密度(HIP 後) | ≥99.7% |
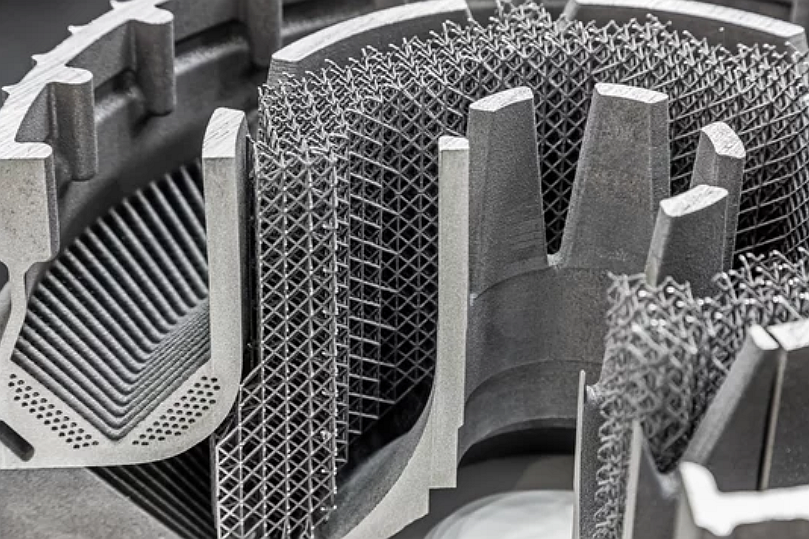
SLS により、単一のビルドサイクルで軽量な格子構造、内部冷却ネットワーク、および複雑な壁面プロファイルの作成が可能です。
航空宇宙用燃焼室に SLS が適している理由
非接触式の層融合により、薄肉形状が維持されます
複雑な特徴(冷却孔、格子補強材、統合ポートなど)の統合をサポートします
高分解能の粉末溶融により、1000°C 以上の環境下でも機械的性能が確保されます
材料の検討事項
SLS 燃焼室で使用される一般的な超合金
材料 | 最高温度 (°C) | 800°C での強度 (MPa) | 耐酸化性 | 適用事例 |
|---|---|---|---|---|
700–750 | ~970 | 優れている | 航空用燃焼器ライナー、燃料ノズル取付部 | |
>980 | ~1100 | 非常に優れている | タービン燃焼缶、スワーラー本体 | |
>1000 | ~1200 | 優れている | バーナーリング、点火器ハウジング | |
~1175 | ~880 | 極めて優れている | 酸化性ガス流路内の燃焼壁 |
事例研究:Inconel 939 燃焼ライナーセグメントの SLS 製造
プロジェクト背景
航空宇宙・航空分野の顧客より、3D プリンティングされた内部冷却チャンネル、格子状補強材、統合燃料吸入口を備えた一体型燃焼ライナーの要望がありました。選択された材料は、980–1050°C の動作温度に適したInconel 939でした。
製造ワークフロー
積層造形向け設計:1 mm の冷却通路、0.7 mm の格子壁、最適化されたチャンバー輪郭を統合
SLS 造形:層厚 50 μm、造形時間 38 時間、寸法公差 ±0.08 mm
HIP 処理:99.8% の密度を達成するため、1200°C、100 MPa で 4 時間処理
EDM 仕上げ:±0.005 mm の公差でノズルポートとシールフランジの放電加工
コーティング:内壁へ遮熱コーティングを施す
後処理と検査
結果と検証
最終的な Inconel 939 製燃焼器セグメントは、±0.08 mm 以内の寸法精度を達成し、シールゾーンの仕上面粗さは Ra ≤ 0.6 μm となりました。
EDM による精密加工後、すべての内部冷却流路は詰まりがなく、壁厚変動は±0.05 mm 未満に収まりました。
X 線および超音波検査により、99.8% を超える密度が確認され、表面下の欠陥や層間剥離は見られませんでした。
本部品は、1000 時間の高圧高温ガス試験に耐え、歪みや疲労き裂は一切発生しませんでした。
よくある質問(FAQ)
SLS 印刷された燃焼器部品に最も適した超合金の種類は何ですか?
SLS タービン燃焼部品における気孔率はどのように対処されますか?
フィルム冷却チャンネルを直接印刷し、EDM で後処理することは可能ですか?
SLS 燃焼ハードウェアで達成可能な最大壁厚是多少ですか?
SLS 部品の航空宇宙認証にはどのような後処理が必要ですか?
