ABB:等軸晶鋳造による第 3 段タービンセグメントのカスタム製造
クリーンで効率的な発電への世界的な移行において、ガスタービンは再生可能エネルギーと安定したグリッド供給を結びつける重要な役割を果たしています。ABB などの主要メーカーが直面する技術的課題の中で、タービン高温部コンポーネントの性能向上は最優先事項です。極度の温度と機械的応力下で作動する第 3 段タービンセグメントは、この進化の中心に位置しています。
最近、ABB は等軸晶鋳造技術を用いて、これらのセグメントの製造をローカライズし最適化する戦略的プログラムを開始しました。このアプローチにより、機械的強度、熱疲労耐性、および費用対効果の絶妙なバランスが可能となり、次世代コンバインドサイクル発電プラントの苛酷な性能要件に完全に適合します。
プロジェクトの背景と要件
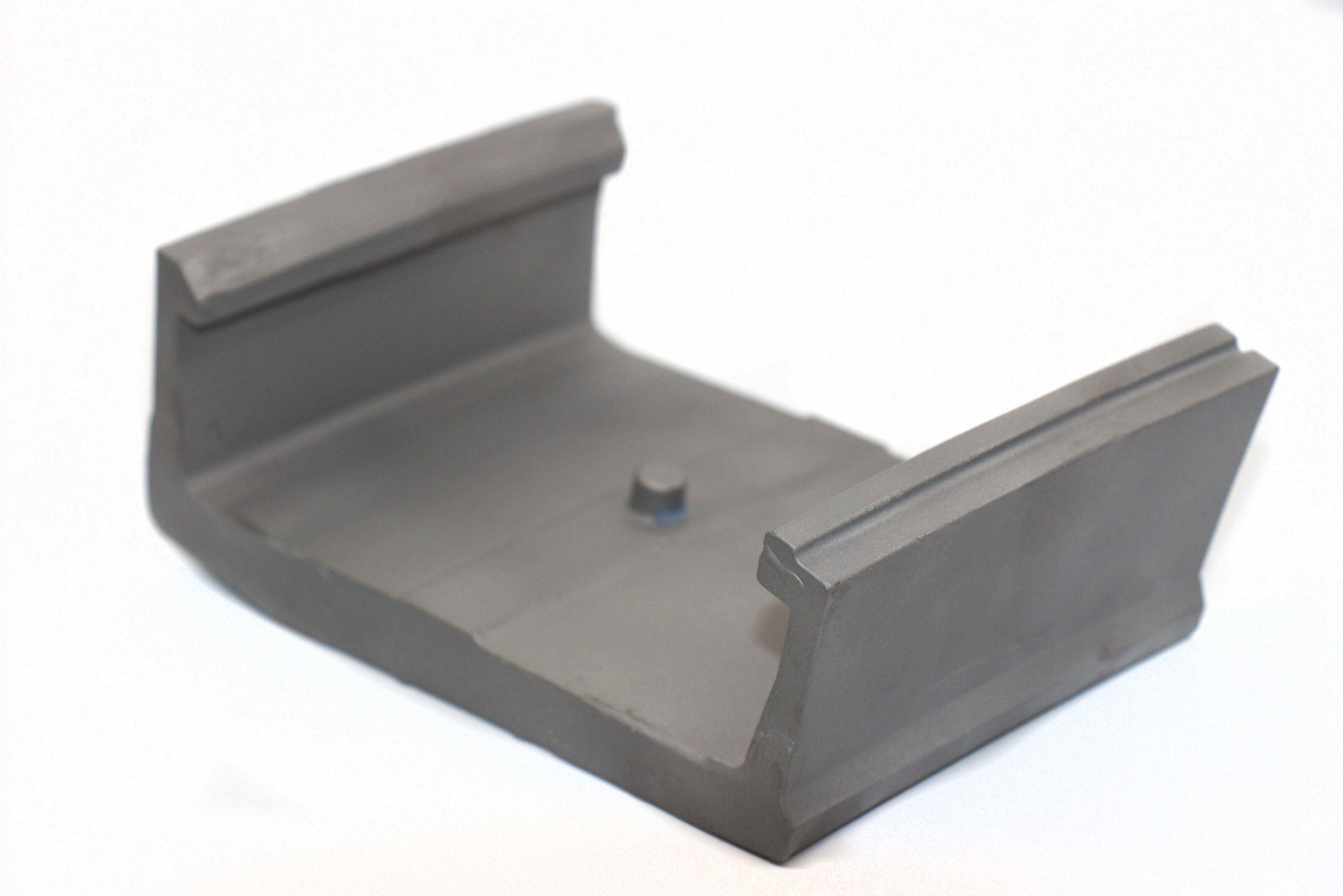
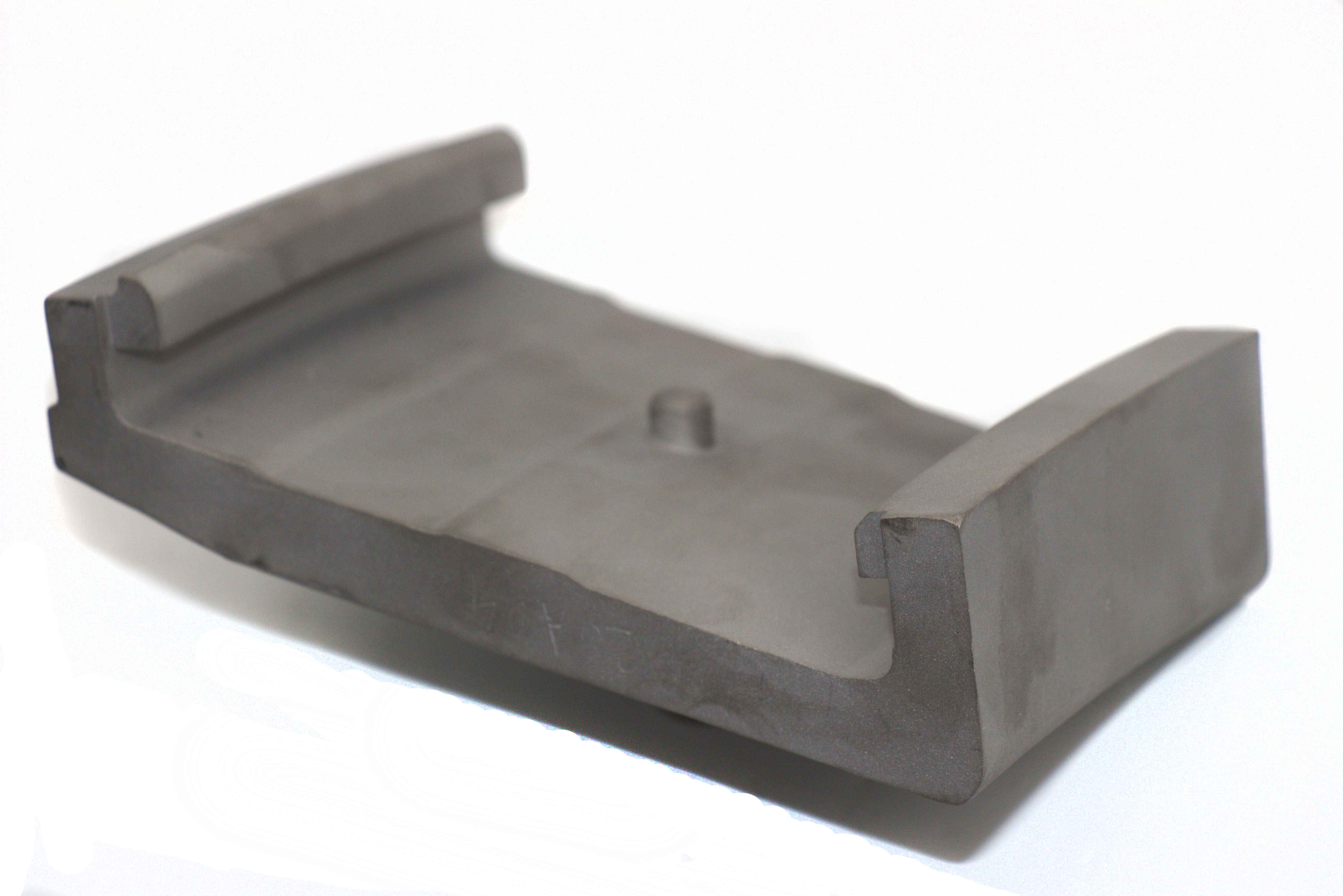
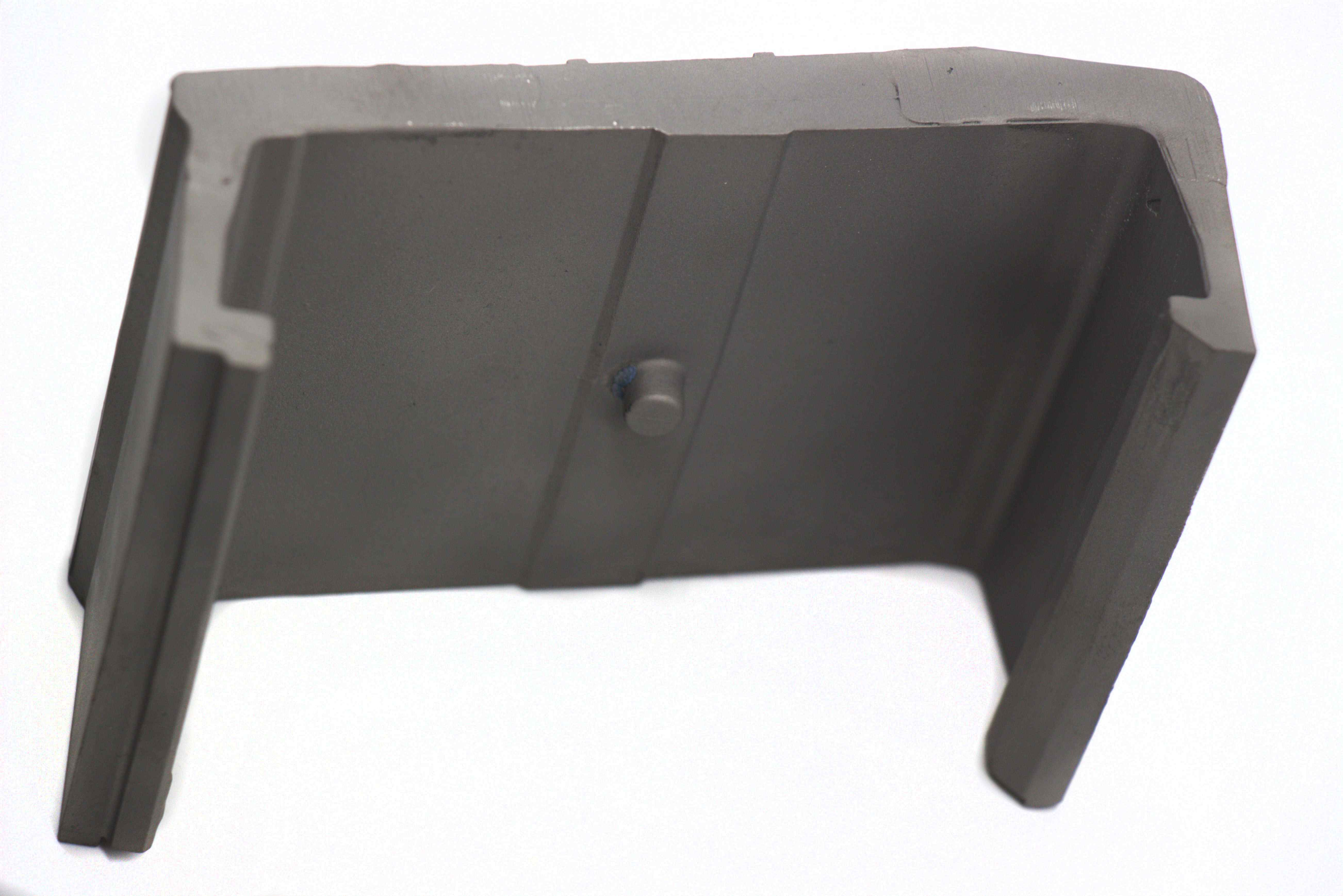
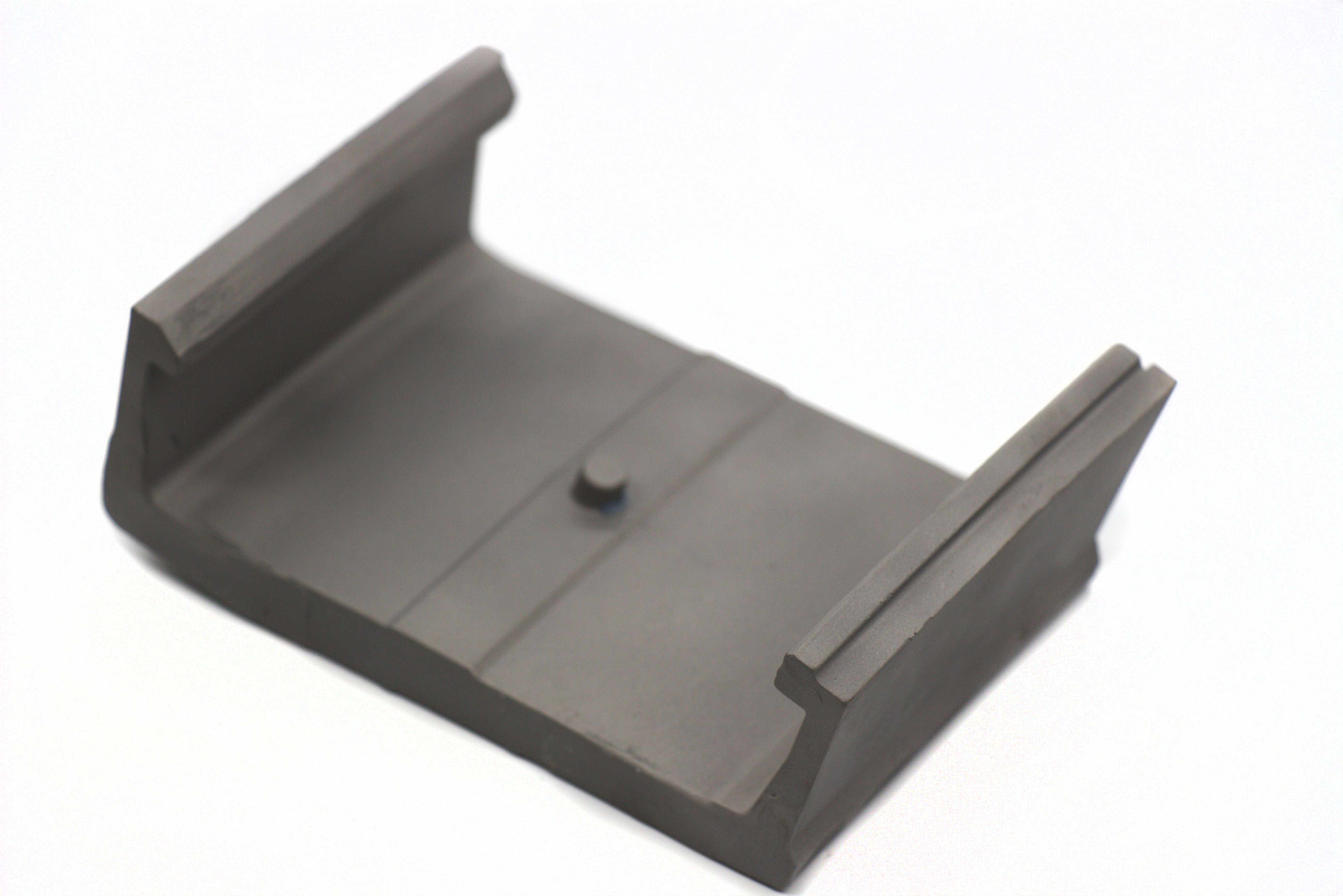
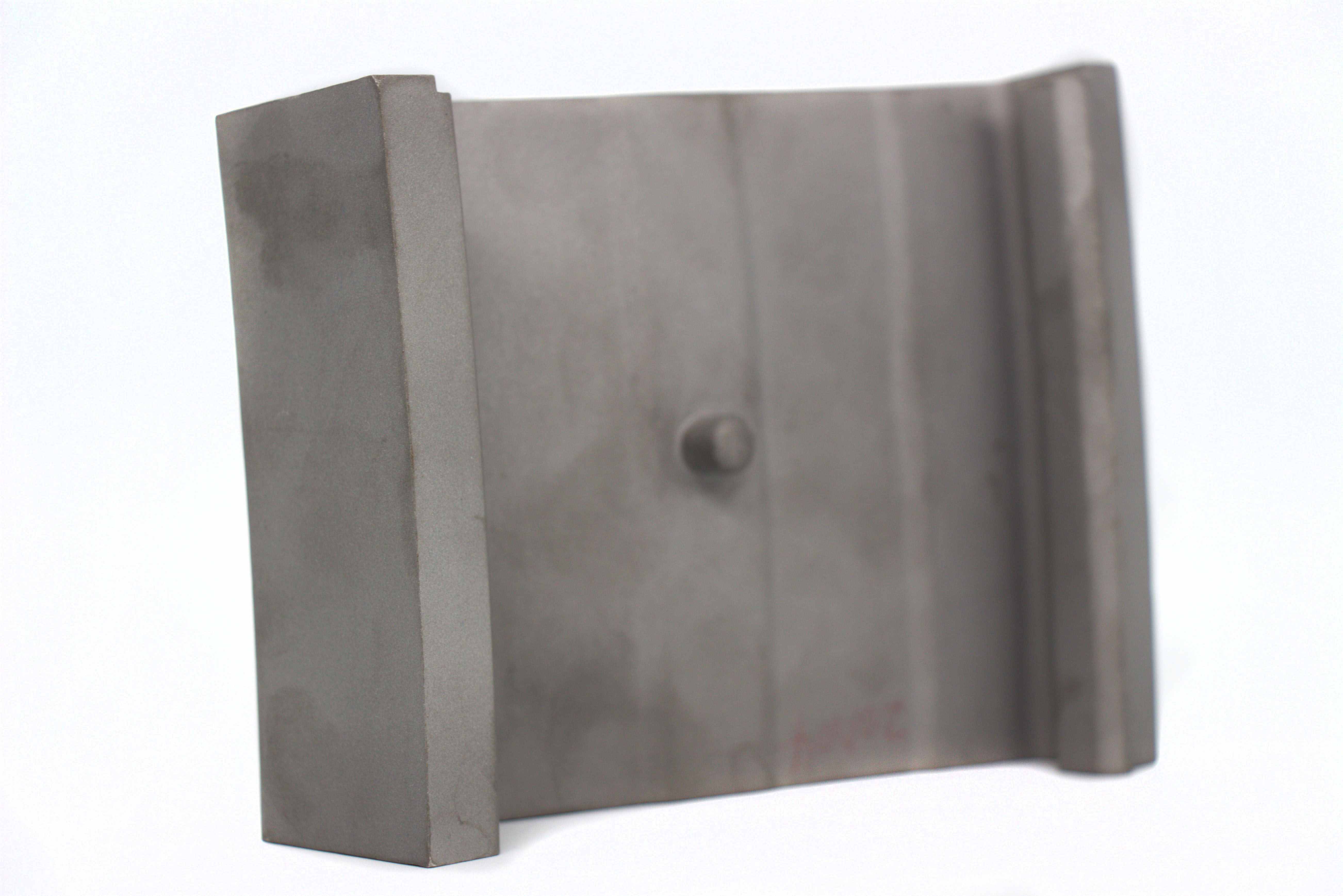
ABB の最新産業用ガスタービンモデルにおける第 3 段タービンセグメントは、1000°C を超える環境で作動し、熱サイクル、酸化、および腐食性燃焼副生成物に曝されます。機械的完全性に加えて、空気力学効率と長期的な耐久性にとって、一貫した寸法精度と表面品質が不可欠です。
ABB の技術チームは、以下を提供するカスタム製造ソリューションを必要としていました:
セグメント全体での均一な機械的特性
最適化された熱疲労性能のための制御された結晶粒構造
組み立ての一貫性を確保するための信頼性の高い寸法精度と表面仕上げ
プロトタイプ量産および量産量の両方に適した費用対効果の高い生産
これらの目標を考慮し、設計の自由度、機械的性能、スケーラブルな製造経済性のバランスを取る最適なプロセスとして、等軸晶鋳造が選択されました。
材料とプロセスの選定
材料の選定
本プロジェクトでは、ベース合金としてインコネル 738 が選択されました。この材料は、引張強度、クリープ耐性、および高温での酸化性能の堅牢な組み合わせを提供し、タービンセグメント用途に理想的に適しています。インコネル 738 の組成と処理履歴は等軸晶鋳造とよく一致し、安定した結晶粒成長と均一な機械的挙動を保証します。
インコネル 738 の詳細な材料仕様とサービス機能については、真空精密鋳造に使用される先進的な铸造超合金などの専門合金ソリューションを参照できます。
プロセスルート
選択された製造ルートは統合されています。
高精度ワックスパターンの生産
制御された透気性を持つ先進的なシェル構築
最適化された熱勾配下での真空精密鋳造
均一な等軸晶粒形成を促進するための調整された冷却プロファイル
微細組織を精製し相分布を最適化するための鋳造後熱処理
このアプローチは、真空精密鋳造の柔軟性を活用し、高い冶金学的品質と微細な特徴定義の両方を提供します。この文脈において、結晶粒サイズと分布の精密な制御が極めて重要です。これは、熱サイクル下での亀裂の発生と伝播に対するコンポーネントの耐性に直接影響を与えるためです。
技術的課題と解決策
幾何学的複雑さと精度制御
第 3 段タービンセグメントは、複雑な冷却通路と取り付けインターフェースを含む精巧な幾何学形状を特徴としています。これらの特徴全体で寸法精度を達成するには、統合されたデジタル検査とフィードバックループが必要でした。
当社のチームは、CMM 検査と高分解能 3D スキャンを活用して、生産プロセス全体を通じて寸法適合性を検証しました。これにより、工具とプロセスパラメータの事前調整が可能になり、最終部品形状が ABB の厳格な公差範囲内に収まることが保証されました。
結晶粒の均一性と欠陥低減
等軸晶鋳造には、凝固動態の入念な制御が求められます。結晶粒サイズの変動を最小限に抑え、望ましくない偏析や気孔を回避するために、当社のエンジニアは以下を微調整しました:
金型の予熱温度
注湯過熱度
鋳造チャンバー内での制御された冷却速度
X 線検査および金属顕微鏡検査による工程中の検証により、内部品質の包括的な評価が可能になりました。あらゆる逸脱は、反復的なプロセス改良を通じて迅速に診断・対処されました。
熱遮断コーティングとの統合
ベース合金と適用された熱遮断コーティング(TBC)との界面は、コンポーネントの寿命において決定的な役割を果たします。本プロジェクトでは、鋳造エンジニアとコーティングエンジニアの緊密な連携により、表面化学と粗さプロファイルが ABB 独自の TBC システムと完全に適合することが保証され、耐久性のある密着性が実現し、熱不整合応力が最小限に抑えられました。
予備結果と品質指標
初期の生産ロットは、ABB の技術仕様と優れた一致を示しました。主な結果は以下の通りです:
性能パラメータ | 目標値 | 実際の結果 | ABB 基準 |
|---|---|---|---|
結晶粒サイズ範囲 (μm) | 50-150 | 60-140 | ≤150 |
内部欠陥(X レベル) | ≤レベル 2 | レベル 1-2 | レベル 2 |
表面粗さ Ra (μm) | ≤3.2 | 2.8-3.1 | ≤3.2 |
1000°C における引張強度 (MPa) | ≥850 | 870-890 | ≥850 |
熱疲労サイクル数 | ≥3000 | >3200 | ≥3000 |
耐酸化性 (1050°C/1000h) | 合格 | 合格 | 合格 |
これらの結果は、プロセスの堅牢性と本格導入への適合性を証明するものです。ABB は、納入されたセグメントの一貫性と品質に対して非常に満足しています。
本格生産への統合
成功したプロトタイプ検証フェーズに基づき、プロジェクトは今後のガスタービンモデルに対する ABB の運用需要を満たすためにスケールアップされた製造に移行しました。
プロセス設計では以下を重視しました:
生産バッチ全体での安定した歩留まり
プロセス監視のための自動化されたデータ収集
リアルタイム検査データを統合した堅牢な品質保証ワークフロー
長期にわたる生産キャンペーン全体で金型性能を均一に保つため、先進的な工具および金型管理手法が導入されました。鋳造の一貫性を維持するために、金型シェル材料と予熱サイクルが精密に制御されました。真空鋳造サイクル中の熱プロファイルの自動追跡により、プロセス変動がさらに低減されました。
品質保証と最終検証
各生産バッチは、以下を組み込んだ包括的な多段階検査プロセスを受けました:
この厳格な検証フレームワークにより、納入されたすべてのタービンセグメントが、重要な高温部コンポーネントに対する ABB の苛酷な基準を満たすことが保証されました。
実稼働性能と顧客フィードバック
認定後、カスタム鋳造された第 3 段タービンセグメントは、現場評価のために ABB のプロトタイプタービンに統合されました。コンバインドサイクル発電プラントから収集された実世界の運用データは、いくつかの主要な性能上の利点を浮き彫りにしました:
高い熱勾配下での安定した機械的完全性
長時間の稼働後の寸法変化の最小化
剥離が報告されない一貫した TBC 密着性
早期の亀裂や酸化関連の劣化の兆候なし
ABB のエンジニアリングチームは、熱効率とコンポーネント寿命の両方において測定可能な改善を報告し、先進的なガスタービンプラットフォーム向けの電力均等化コスト(LCOE)削減というより広範な目標を支持しました。
プロセス革新と将来の開発
本プロジェクトの成功は、高性能タービンコンポーネント向けのソリューションとしての等軸晶鋳造の汎用性と成熟度を強調するものでした。今後、いくつかの革新経路が積極的に探求されています:
密度と疲労耐性をさらに高めるためのホットアイソスタティックプレス(HIP)の統合
結晶粒構造の均一性を最適化するための AI 駆動型プロセス制御アルゴリズムの適用
さらに複雑な幾何学形状のハイブリッド製造のために、鋳造と3D プリンティングを組み合わせる
将来のガスタービン設計向けに、先進的なレネ合金などの次世代高温合金の共同開発
業界の状況と広範な影響
本プロジェクトは、先進的な製造業がガスタービン OEM メーカーに進化するエネルギー情勢に対応することをいかに可能にしているかを示す好例です。燃料市場の変動と脱炭素目標の時代において、火力発電資産の効率性と信頼性を最大化することは世界的な優先事項であり続けています。
さらに、精密鋳造専門家とのパートナーシップによって推進されるタービン高温部コンポーネント生産のローカライゼーションは、サプライチェーンリスクを軽減し、地域の製造エコシステムを育成するのに役立ちます。
協調的なエンジニアリング努力を通じて、ABB とその製造パートナーは、ガスタービン業界における品質と革新の新たなベンチマークを設定しています。ここで得られた教訓は、セクターが進化し続ける中で、さらに高度なソリューションの開発に情報を提供することでしょう。
結論
等軸晶鋳造を通じた ABB の第 3 段タービンセグメントのカスタム製造は、規律ある協調的なエンジニアリングアプローチが、重要なコンポーネントにおいて大幅な性能向上を実現できることを示しています。
精密な材料選定、先進的なプロセス制御、厳格な品質保証を組み合わせることで、本プロジェクトは現代のガスタービンの苛酷なサービス要件を満たし、かつ凌駕するコンポーネントを納入しました。
エネルギー市場がより高い効率性とより低い排出量に向かって進歩するにつれて、コンポーネント製造におけるこのような革新は、次世代の発電技術を可能にするために不可欠であり続けるでしょう。
FAQs
タービンセグメントに等軸晶鋳造を使用する主な利点は何ですか?
なぜ ABB は第 3 段タービンセグメントにインコネル 738 を選択したのですか?
真空精密鋳造はタービン製造においてコンポーネントの品質をどのように向上させますか?
欠陥のないタービンセグメントを保証するためにどのような検査方法が使用されますか?
タービンセグメント製造のためにどのような将来の革新が探求されていますか?
