Ti-6Al-4V TC4 ターボチャージャーホイール 3Dプリント製造
はじめに
Ti-6Al-4V (TC4)は、高い強度(約900 MPa)、低密度(4.43 g/cm³)、優れた耐食性、そして卓越した疲労性能を兼ね備えたチタン合金です。これは、自動車、航空宇宙、産業用ターボ機械における高速・高温ターボチャージャーホイールの最適な材料として広く認識されています。
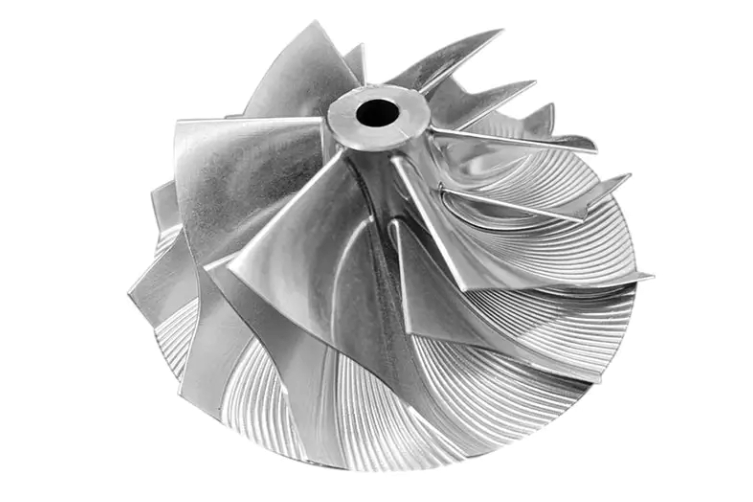
ニューウェイ・エアロテックでは、選択的レーザー溶融(SLM)技術を用いたTi-6Al-4Vターボチャージャーホイールの3Dプリントを専門としており、優れた機械的特性、精密な形状、そして最大のターボチャージャー効率を実現するための設計自由度を高めたニアネットシェイプ部品を提供しています。
Ti-6Al-4Vターボチャージャーホイールの主要な製造課題
化学組成の維持(Al 5.5–6.75%、V 3.5–4.5%)による最適な機械的性能の確保。
微細組織の制御による、疲労強度のための微細なα+β相を持つ完全緻密部品の達成。
寸法公差の達成(高速回転子のバランス調整のため±0.05 mm以内)。
表面仕上げの確保(造形直後 Ra ≤5 µm、後処理後 Ra ≤1.6 µm)による空力性能の向上。
Ti-6Al-4Vターボチャージャーホイールの3Dプリントプロセス
先進的なSLM製造プロセスは以下の通りです:
CADモデリングとシミュレーション:軽量化を最適化した高効率ホイール形状の設計。
粉末積層とレーザー溶融:不活性ガス雰囲気下で約1600°CにおけるTi-6Al-4V粉末の層ごとの融合。
サポート構造の除去:造形後のサポート除去による内部応力の最小化。
熱処理(焼鈍):微細組織の調整と残留応力の除去のため、約800°C–950°Cで実施。
精密CNC加工:厳しい公差と滑らかな空力表面を達成するための最終的な重要表面仕上げ。
ターボホイール製造方法の比較分析
プロセス | 表面仕上げ | 寸法精度 | 機械的特性 | 設計自由度 | コスト効率 |
|---|---|---|---|---|---|
SLM 3Dプリント + 加工 | 良好から優良(Ra ≤1.6 µm) | 非常に高い(±0.05 mm) | 優良(約900 MPa) | 卓越 | 小ロットでは高い |
精密鋳造 | 良好(Ra ~3–5 µm) | 中程度(±0.2 mm) | 非常に良好(約860 MPa) | 限定的 | 大ロットでは低い |
鍛造 + 加工 | 優良(Ra ≤0.8 µm) | 非常に高い(±0.01 mm) | 優越(約950 MPa) | 低い | 高い |
Ti-6Al-4Vターボホイールの最適製造戦略
SLM 3Dプリント:厳しい公差と優れた性能を要求する、高度に複雑で軽量化最適化されたターボチャージャーホイール設計に最適。
精密鋳造:大量生産における、よりシンプルで肉厚のある形状に適している。
鍛造 + CNC加工:極めて高い機械的強度を必要とするが、設計自由度は低くても良い用途に最適。
Ti-6Al-4V (TC4) 合金性能概要
特性 | 値 | 応用関連性 |
|---|---|---|
引張強度 | 約900 MPa | 高速タービンホイールの耐久性 |
降伏強度 | 約830 MPa | 高い遠心力下での強度維持 |
密度 | 4.43 g/cm³ | 軽量設計、スプールアップ応答性の向上 |
疲労強度 | 約510 MPa | 長期的な高速回転に重要 |
最大使用温度 | 約400°C | ターボ環境の高温に耐える |
ターボチャージャーホイールにTi-6Al-4Vを使用する利点
高い比強度により、ターボチャージャーの加速が向上し、慣性が低減される。
優れた耐食性により、高温ガスや燃焼副生成物から保護される。
卓越した耐疲労性により、極端な繰り返し荷重下での耐用年数が延びる。
優れた設計自由度により、最適化された、中空または一体型の形状の製造が可能になる。
Ti-6Al-4Vターボチャージャーホイールの後処理技術
ホットアイソスタティックプレス(HIP):残留気孔を除去して構造を緻密化し、疲労寿命を20–30%向上させる。
熱処理(焼鈍):強度と延性のバランスを取るために、α+β相の微細組織を調整する。
精密CNC加工:±0.01 mm以内の最終公差と空力表面の滑らかさ(Ra ≤0.8 µm)を達成する。
表面仕上げ(研磨/ショットピーニング):疲労寿命を向上させ、ガス流れを改善するために表面粗さを低減する。
ターボチャージャーホイールの検査と品質保証
三次元測定機(CMM):重要な空力プロファイルを±0.01 mmの精度で測定。
コンピュータ断層撮影(CT)スキャン:非破壊的に内部の気孔や欠陥を検出。
超音波探傷試験(UT):航空宇宙基準に基づいて内部品質を評価。
浸透探傷試験(PT):0.002 mm程度の微細な表面き裂を特定。
産業応用とケーススタディ
ニューウェイ・エアロテックが製造するTi-6Al-4Vターボチャージャーホイールは、高性能自動車用ターボチャージャー、航空宇宙補助動力装置(APU)、産業用高速ターボコンプレッサーに広く使用されています。ある競技用モータースポーツプログラムでは、当社の3DプリントTi-6Al-4Vホイールは、従来のアルミニウム製タービンホイールと比較して、スプールアップ時間を18%改善し、疲労寿命が25%高いことを実証しました。
よくある質問
ニューウェイ・エアロテックは、Ti-6Al-4Vターボチャージャーホイールに対してどのような寸法公差を達成できますか?
複雑なターボチャージャーホイール設計に、なぜSLM 3Dプリントが好まれるのですか?
ターボチャージャー用途において、Ti-6Al-4Vはアルミニウム合金と比較してどうですか?
Ti-6Al-4Vターボホイールにとって重要な後処理ステップは何ですか?
ニューウェイ・エアロテックは、3Dプリントされたターボチャージャーホイールの品質と耐久性をどのように確保していますか?
