高温用途向け3Dプリントステライト合金断熱シールド
はじめに
ステライト合金は、優れた耐摩耗性、酸化安定性、高温下での機械的強度で知られており、高性能断熱シールドの製造に最適な材料です。ニューウェイ・エアロテックでは、3Dプリントサービスとステライト合金の専門技術を活かし、航空宇宙、エネルギー、産業用高温用途に最適化された複雑で耐久性に優れ、軽量な断熱シールドを提供しています。
ニューウェイは、高度な選択的レーザー溶融(SLM)技術を活用し、優れた熱的・機械的性能を持つカスタマイズされたステライト部品を製造し、極限の作動条件下での信頼性を確保しています。
ステライト断熱シールドの製造における主要な課題
ステライト6およびステライト21を用いた3Dプリント断熱シールドの製造には、以下の特有の課題があります:
合金の低い熱伝導率(11~14 W/m·K)による高エネルギー層状溶融プロセス中の残留応力の管理と歪みの最小化。
最適な機械的強度を維持し、早期の疲労破壊を防ぐために、ほぼ完全な密度レベル(>99.5%)を達成すること。
組立精度を達成し、動的性能を確保するために重要な、±0.05 mm以内の寸法公差の維持。
酸化箇所を最小限に抑え、より長い使用間隔を確保するために不可欠な、Ra ≤5 µmの表面仕上げの実現。
ステライト合金断熱シールドの3Dプリントプロセス
当社のステライト製熱シールドに対する積層造形プロセスは以下の通りです:
粉末品質管理: 粒径15~45 µmのガスアトマイズステライト粉末を使用し、均一な層形成を確保。
選択的レーザー溶融(SLM): アルゴン雰囲気下での制御されたレーザー溶融により、酸化を排除し、高密度部品形成を促進。
プロセス最適化: 走査速度(~600–800 mm/s)、レーザー出力(250–400 W)、ハッチング間隔(~0.1–0.13 mm)を微調整し、エネルギー投入量のバランスを取り、残留応力を最小化。
サポート除去とHIP処理: サポート除去後、1200°C、100 MPaで4時間のホットアイソスタティックプレス(HIP)を施し、内部欠陥を除去。
精密CNC加工: 重要なインターフェースにおいて、最終寸法精度±0.01 mm、表面仕上げRa ≤1.6 µmを達成。
熱処理: 1150°Cでの溶体化焼鈍を施した後、空冷により微細組織を安定化し、熱疲労性能を向上。
ステライト断熱シールドの製造方法比較
製造方法 | 寸法精度 | 表面仕上げ(Ra) | 熱安定性 | 耐摩耗性 | コスト効率 |
|---|---|---|---|---|---|
3Dプリント(SLM) | ±0.05 mm | ≤5 µm | 優れている(950°Cまで) | 優れている(HRC 43–55) | 中程度 |
真空精密鋳造 | ±0.1 mm | ≤3.2 µm | 良好(800°Cまで) | 良好 | 中程度 |
CNC加工(固体材から) | ±0.01 mm | ≤0.8 µm | 非常に優れている(950°C以上) | 良好 | 高い |
製造方法選択戦略
適切な製造方法の選択は、部品の複雑さ、性能要求、コストに依存します:
3Dプリント(SLM): 肉厚1.0 mm以下、複雑な内部格子構造を必要とする高度に複雑で軽量な断熱シールドに最適。
真空精密鋳造: ±0.1 mmの寸法偏差を許容できるより単純な形状に適しています。
CNC加工(固体材から): 超高精度(±0.01 mm)が必要だが、部品重量が重くなることを許容できる固体シールドに理想的。
ステライト合金性能マトリックス
合金材料 | 最高使用温度(°C) | 硬度(HRC) | 耐クリープ性 | 耐酸化性 | 典型的な用途 |
|---|---|---|---|---|---|
800 | 43–50 | 良好(600°Cまで) | 非常に優れている | 熱シールド、侵食防止バリア | |
800 | 35–45 | 中程度(500°C以下) | 非常に優れている | 高温シールド、構造部品 | |
850 | 48–55 | 良好(650°Cまで) | 良好 | 耐摩耗性断熱部品 | |
800 | 42–48 | 良好(600°C連続) | 非常に優れている | 回転子シールド、耐摩耗パネル | |
780 | 35–42 | 中程度(500°Cまで) | 良好 | 排気系シールド部品 | |
950 | 30–38 | 良好(700°Cまで) | 非常に優れている | 高温構造シールド |
断熱シールドの合金選択戦略
適切なステライト合金を選択することで、最適な熱保護と耐用年数が確保されます:
ステライト6: 800°Cまでの作動、高い耐摩耗性、耐食性が必要な断熱シールドの標準。
ステライト21: 中程度のクリープ要求とともに、延性と耐酸化性の良好なバランスが必要な用途に選択。
ステライト12: 850°Cまでの温度で摩耗性粒子や周期的熱負荷にさらされるシールドに推奨。
ステライト6B: 疲労抵抗と摩耗保護を必要とする回転シールドやカバーに理想的。
ステライト20: 中程度の熱的・化学的暴露下での排気システムシールド用のコスト効率の高い選択肢。
ステライト25: 950°Cまでの高温作動と耐酸化性が重要な航空宇宙およびエネルギー分野で好まれる。
主要な後処理技術
必須の後処理方法には以下が含まれます:
ホットアイソスタティックプレス(HIP): 完全密度部品(>99.9%)を達成し、内部気孔を閉じることで疲労性能を向上。
精密CNC加工: 厳しい組立要件(±0.01 mm)に対応するための表面と公差の微調整。
熱処理: 1150°Cでの溶体化処理により、微細組織の均一性と機械的信頼性を向上。
表面コーティング: 高度なTBC(熱遮断コーティング)の適用により、耐熱性を1000°C以上に拡張することがあります。
試験方法と品質保証
ニューウェイ・エアロテックのすべての断熱シールドは、厳格な航空宇宙グレードの検証を受けます:
座標測定機(CMM): ±0.005 mm精度での寸法検証。
X線検査: 内部完全性と気孔分布の非破壊検査。
金属組織顕微鏡検査: 炭化物分布と相バランスのための微細組織分析。
引張試験: 規定の強度と伸びを確保する機械的特性検証。
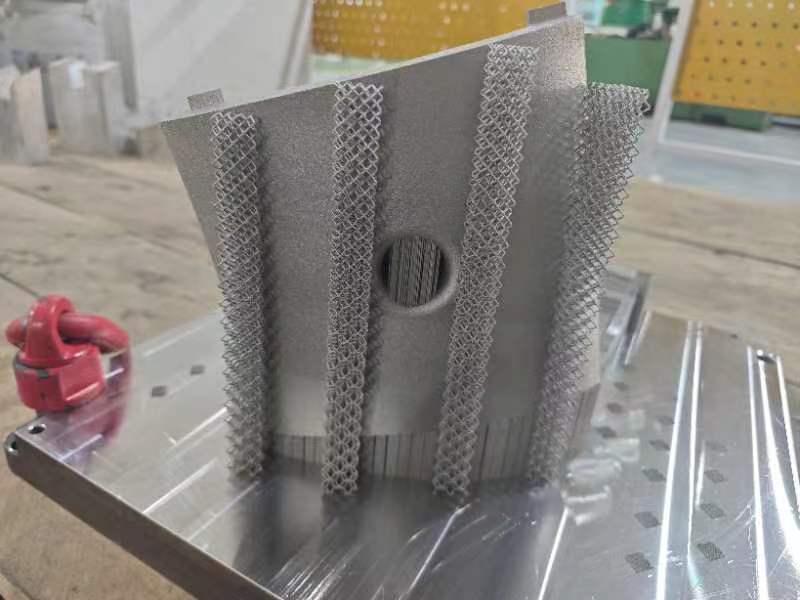
事例研究:3Dプリントステライト6断熱シールド
ニューウェイ・エアロテックは、タービンエンジン高温部向けに3Dプリントステライト6断熱シールドを製造しました:
使用温度: 800°Cまでの連続暴露
寸法精度: 複雑な自由形状全体で±0.05 mmを維持
表面仕上げ: 酸化箇所を最小限に抑えるためRa ≤4.5 µmを達成
認証: AS9100航空宇宙品質基準に完全準拠
よくある質問
なぜステライト合金は3Dプリント高温断熱シールドに適しているのですか?
ニューウェイ・エアロテックは、3Dプリントステライトシールドに対してどのような寸法公差を達成できますか?
ホットアイソスタティックプレス(HIP)は、3Dプリントステライト部品の信頼性をどのように向上させますか?
800°C以上で作動する断熱シールドには、どのステライトグレードが推奨されますか?
ニューウェイ・エアロテックは、断熱シールドの製造にどのような品質管理基準を使用していますか?
