卓越な耐久性を実現するニモニック超合金精密鍛造ヒートシールド
はじめに
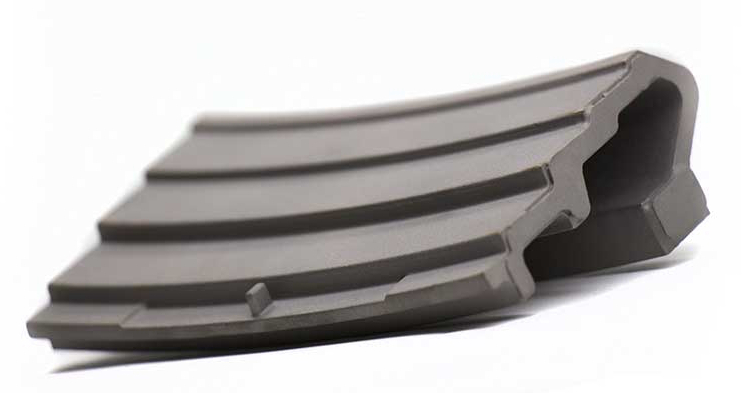
ニモニック超合金から鍛造されたヒートシールドは、極限温度への連続的な曝露下において、卓越した耐久性、酸化耐性、および機械的強度を発揮します。ニューウェイ・エアロテックでは、精密鍛造サービスとニモニック合金に特化し、寸法公差±0.05 mm、優れたクリープおよび疲労耐性を備えた高性能ヒートシールドを製造しています。
高度な鍛造プロセスと航空宇宙グレードの品質管理システムを活用し、当社のニモニック製ヒートシールドは、航空宇宙タービン、エネルギー発電、産業用熱防護システムにおける重要な用途で信頼されています。
ニモニックヒートシールドの主要製造課題
ニモニック90やニモニック80Aなどのニモニック合金の鍛造には、いくつかの重要な課題が伴います:
高い強度と加工硬化率により、鍛造中の変形制御が複雑化します。
複雑なシールド形状に対して厳しい寸法公差(±0.05 mm)を維持すること。
優れたクリープおよび熱疲労耐性を確保するための結晶粒サイズと配向の管理。
効果的な熱防護のための一貫した表面完全性(Ra ≤3.2 µm)の達成。
ニモニックヒートシールドの精密鍛造プロセス
ニモニック超合金ヒートシールドの鍛造プロセスは以下の通りです:
ビレット加熱: 結晶粒成長を伴わず最適な鍛造性を得るため、1050-1150°Cまで制御された予熱を行います。
精密ダイス鍛造: 厳密に制御された条件下で鍛造し、所望の微細構造と複雑な形状を達成します。
等温鍛造(必要に応じて): 重要な部品における単一方向の結晶粒配向のための特殊な等温鍛造。
制御冷却: 微細構造の完全性を維持し残留応力を最小限に抑えるための炉内または空冷。
鍛造後熱処理: 1080-1120°Cでの溶体化処理と、その後の制御時効処理により機械的性能を最適化します。
最終CNC加工: 精密な最終公差(±0.01 mm)と滑らかな表面仕上げ(Ra ≤1.6 µm)を達成します。
ヒートシールド製造方法の比較
製造方法 | 寸法精度 | 表面仕上げ (Ra) | 微細構造制御 | 熱疲労耐性 | コスト効率 |
|---|---|---|---|---|---|
精密鍛造 | ±0.05 mm | ≤3.2 µm | 優れた | 卓越した | 中程度 |
真空鋳造 | ±0.1 mm | ≤3.2 µm | 良好 | 良好 | 中程度 |
CNC加工(ソリッド材から) | ±0.01 mm | ≤0.8 µm | 限定的 | 中程度 | 高い |
製造方法選択戦略
ニモニックヒートシールドの最適な製造方法の選択には、熱疲労性能、構造完全性、経済効率のバランスが必要です:
精密鍛造: 重要な航空宇宙およびエネルギー用途における優先される方法です。優れた結晶粒構造制御を提供し、寸法公差±0.05 mm、表面仕上げRa ≤3.2 µmを実現します。鍛造されたニモニックヒートシールドは、鋳造品と比較して最大30%高いクリープ耐性と改善された疲労性能を提供し、900°Cを超える信頼性の高い動作を保証します。
真空鋳造: 鍛造が実用的でない複雑な形状の部品に適しています。良好な表面品質(Ra ≤3.2 µm)と中程度の寸法公差(±0.1 mm)を提供しますが、鋳造部品は一般により粗い結晶粒構造を示し、それほど重要でない高温防護用途により適しています。
CNC加工(ソリッド材から): 超精密な寸法制御(±0.01 mm)と微細な表面仕上げ(Ra ≤0.8 µm)を必要とする少量生産または試作品生産に理想的です。ただし、ニモニックのソリッド材の加工は材料効率が低くコストを増加させるため、複雑なインターフェース形状や緊急のリードタイムなどの特定の要件に対してのみ実用的です。
ニモニック合金性能マトリックス
合金材料 | 最高使用温度 (°C) | 引張強さ (MPa) | クリープ耐性 | 酸化耐性 | 典型的な用途 |
|---|---|---|---|---|---|
950 | 1200 | 優れた | 卓越した | タービンヒートシールド、ディスク | |
850 | 1050 | 良好 | 卓越した | ガスタービン熱シールド | |
750 | 820 | 中程度 | 良好 | 産業用ヒートシールド | |
870 | 930 | 優れた | 優れた | 燃焼器パネル、航空宇宙シールド | |
870 | 960 | 優れた | 優れた | 航空宇宙熱防護システム | |
980 | 1180 | 卓越した | 卓越した | 高温ガスタービンシールド |
ニモニックヒートシールドの合金選択戦略
合金選択戦略には以下が含まれます:
ニモニック90: 950°Cで最大引張強さ(1200 MPa)とクリープ耐性を必要とする重要なタービンヒートシールドに優先されます。
ニモニック80A: 強度(1050 MPa)と850°Cまでの酸化耐性のバランスが求められるガスタービンシールドに選択されます。
ニモニック75: 中程度の温度(750°C)で良好な耐熱性が必要な産業用途に使用されます。
ニモニック263: 靭性と酸化耐性の組み合わせを必要とする燃焼器パネルや航空宇宙シールドに理想的です。
ニモニックPE16: 高温下で一貫した熱疲労耐性と強度を必要とする航空宇宙システムに適しています。
ニモニック115: 約1000°Cでの卓越した高温強度と酸化耐性を必要とする最も要求の厳しい用途に選択されます。
主要な後処理技術
重要な後処理処理:
ホットアイソスタティックプレス(HIP): 密度を向上させ内部気孔を除去し、より高い疲労寿命を実現します。
精密CNC加工: ±0.01 mmの公差と優れた表面仕上げを達成する最終調整。
熱処理: 微細構造と機械的強度を最適化するためのカスタム溶体化および時効プロセス。
表面仕上げプロセス: 疲労寿命と熱防護効率を向上させるための研削および研磨。
試験方法と品質保証
ニューウェイ・エアロテックは、以下の方法で各ヒートシールドの品質を保証します:
座標測定機(CMM): ±0.005 mm以内の寸法検証。
X線非破壊検査: 内部欠陥分析。
金属組織顕微鏡検査: 結晶粒構造と炭化物分布の評価。
引張試験: 機械的性能の検証。
品質保証は、AS9100航空宇宙規格に完全に準拠して実施されます。
事例研究:精密鍛造ニモニック90ヒートシールド
ニューウェイ・エアロテックは、航空宇宙タービン向けに鍛造ニモニック90ヒートシールドを納品し、以下を達成しました:
作動温度: 950°Cまでの連続運転
疲労寿命: HIPおよび熱処理後38%向上
寸法精度: ±0.03 mmを維持
認証: AS9100航空宇宙品質規格に完全準拠
よくある質問
ニモニックヒートシールドに対して精密鍛造はどのような利点を提供しますか?
高温タービン用途に最適なニモニック合金グレードはどれですか?
鍛造ニモニック部品の厳しい寸法公差をどのように確保しますか?
ニモニックヒートシールドの性能を向上させる後処理方法は何ですか?
あなたのニモニック鍛造製品はどの品質認証を満たしていますか?
