優れた精度を実現するターボスーパーチャージャー部品向けハステロイ合金CNC加工
はじめに
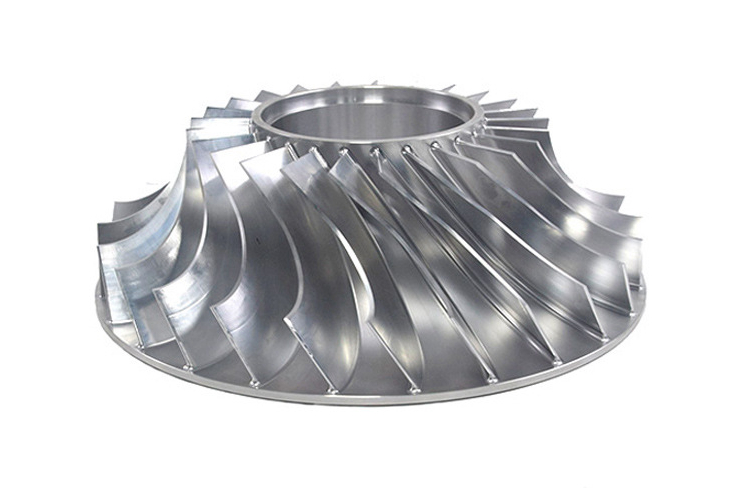
ハステロイ合金は、優れた耐食性、熱安定性、機械的強度で知られており、過酷な環境で作動するターボスーパーチャージャー部品の理想的な材料です。ニューウェイ・エアロテックでは、高精度CNC加工とハステロイ合金の専門技術を活かし、卓越した寸法公差(±0.005 mm)と優れた疲労・熱疲労耐性を備えたターボチャージャー部品を製造しています。
ニューウェイは、先進的な多軸CNC装置、最適化された加工パラメータ、航空宇宙グレードの品質管理を駆使し、すべてのハステロイ製ターボ部品が耐久性と動作信頼性の最高基準を満たすことを保証します。
ハステロイ製ターボ部品の主要な製造上の課題
ハステロイXやハステロイC-22などのハステロイ合金のCNC加工には、いくつかの技術的課題があります:
高い強度と加工硬化特性により、工具の摩耗が急速に進行します。
超精密な公差(±0.005 mm)を維持することは、ターボチャージャーの空力特性とシール機能にとって極めて重要です。
加工中の発熱を管理し、熱歪みを最小限に抑えること。
最適な気流と組立性能を得るために、微細な表面仕上げ(Ra ≤0.8 µm)を達成すること。
ハステロイ製ターボチャージャー部品の精密CNC加工プロセス
当社のハステロイ製ターボ部品のCNC加工プロセスには以下が含まれます:
材料分析: ハステロイの特性を評価し、適切な工具と加工戦略を選択します。
先進的な工具: 低熱伝導率・高硬度材料用に最適化された超硬合金またはセラミックインサートを活用します。
多軸CNC加工: 5軸加工によりセットアップを削減し、形状精度を向上させ、厳しい公差を維持します。
最適化された加工パラメータ: 制御された切削速度(15–40 m/min)と送り速度(0.02–0.10 mm/rev)により、材料除去率と表面品質のバランスを取ります。
表面仕上げパス: 寸法精度を保ちながらRa ≤0.8 µmを達成するための軽微な仕上げ切削。
最終検査: CMMおよび光学システムを使用した包括的な寸法・表面品質検証。
ハステロイ製ターボ部品の製造方法比較
製造方法 | 寸法精度 | 表面仕上げ(Ra) | 熱安定性 | 機械的強度 | コスト効率 |
|---|---|---|---|---|---|
精密CNC加工 | ±0.005 mm | ≤0.8 µm | 優れている | 優れている | 中~高 |
ワイヤー放電加工 | ±0.003 mm | ≤0.4 µm | 優れている | 優れている | 高い |
従来加工 | ±0.01 mm | ≤1.6 µm | 良好 | 良好 | 中程度 |
製造方法選択戦略
最適な製造方法の選択は、形状の複雑さ、精度要求、生産量に依存します:
精密CNC加工: タービンハウジング、排気フランジ、シールリングなど、高い強度、疲労耐性、および±0.005 mm以内の寸法公差を要求する複雑なターボ部品の製造に最適です。
ワイヤー放電加工: 厳しい公差(±0.003 mm)が極めて重要となる、高度に複雑な形状や内部形状の要求がある場合に使用されますが、一般的に速度が遅く、コストが高くなります。
従来加工: ±0.01 mmの公差が許容される、重要度の低い部品や形状が単純な部品に適しています。
ハステロイ合金性能マトリックス
合金材料 | 最高使用温度(°C) | 引張強さ(MPa) | 耐食性 | 熱安定性 | 代表的な用途 |
|---|---|---|---|---|---|
900 | 860 | 優れている | 優れている | ターボチャージャー高温部、排気フランジ | |
800 | 690 | 卓越している | 良好 | コンプレッサーハウジング、ターボシール | |
850 | 790 | 卓越している | 良好 | ターボ排気マニホールド、タービンダクト | |
815 | 750 | 優れている | 良好 | 産業用ターボチャージャー部品 |
ターボチャージャー部品の合金選択戦略
適切なハステロイ合金を選択することは、動作性能にとって極めて重要です:
ハステロイX: 優れた酸化耐性と熱疲労耐性を備え、900°Cまでの連続運転が可能なターボチャージャー高温部品に最適です。
ハステロイC-22: 優れた耐食性と適度な熱安定性を要求するコンプレッサーハウジングやシール部品に理想的です。
ハステロイC-276: 過酷な化学的・熱的環境にさらされる排気システム部品に適しています。
ハステロイC-2000: 耐食性と機械的性能のバランスが求められる産業用ターボチャージャー部品に選ばれます。
主要な後処理技術
ハステロイ製ターボ部品の重要な後処理工程には以下が含まれます:
精密表面仕上げ: 流動効率向上のための研削・研磨によりRa ≤0.8 µmを達成。
熱処理: 機械的特性を最適化するための応力除去焼鈍および固溶化処理。
保護コーティング: 部品寿命を延ばすための耐食・耐酸化コーティングの適用。
ホットアイソスタティックプレス(HIP): 内部ボイドの除去と疲労性能の向上。
試験方法と品質保証
ニューウェイ・エアロテックは、以下の方法で各ハステロイ製ターボ部品の優れた品質を保証します:
座標測定機(CMM): ±0.005 mmの精度での寸法検査。
X線非破壊検査: 内部欠陥検出。
金属組織顕微鏡検査: 結晶粒構造および微細組織の評価。
引張試験: 機械的強度と伸びの検証。
すべての品質システムはAS9100認証基準に基づいて運用されています。
事例研究:CNC加工ハステロイXターボ高温部品
ニューウェイ・エアロテックは、高性能ターボチャージャー用途向けに精密CNC加工されたハステロイX高温部品を製造しました:
作動温度: 900°Cまでの連続使用
寸法精度: ±0.005 mmを一貫して達成
表面仕上げ: 微細加工パス後、Ra ≤0.6 µm
認証: AS9100航空宇宙品質基準に完全準拠
よくある質問
なぜハステロイ合金はターボチャージャーおよびスーパーチャージャー部品に理想的ですか?
ハステロイ製ターボ部品で達成可能なCNC加工公差はどの程度ですか?
ニューウェイ・エアロテックは、ハステロイ加工時に工具摩耗をどのように管理していますか?
ターボチャージャー高温部品にはどのハステロイグレードが推奨されますか?
ハステロイ製ターボ部品の信頼性を確保するために、どのような後処理と品質管理が行われていますか?
