Pièces de perçage profond en superalliage et usinage CNC de micro-trous
Perçage de haute précision pour applications critiques
Le perçage de micro-trous et de trous profonds dans les superalliages est essentiel pour les composants exposés à des températures élevées, à la pression et à des contraintes cycliques. En 2024, la demande a augmenté de manière significative pour les canaux de refroidissement percés avec précision dans les moteurs à réaction, les turbines de puissance et les réacteurs chimiques, nécessitant des tolérances CNC inférieures à 10 μm et des profondeurs de trou dépassant 20×D.
Neway AeroTech propose des services avancés d'usinage CNC de superalliages et de perçage profond pour des alliages aérospatiaux tels que l'Inconel 718, le CMSX-4 et le Rene 88, destinés aux composants critiques de flux de gaz et de fluides.
Technologie de base de l'usinage CNC de micro-trous
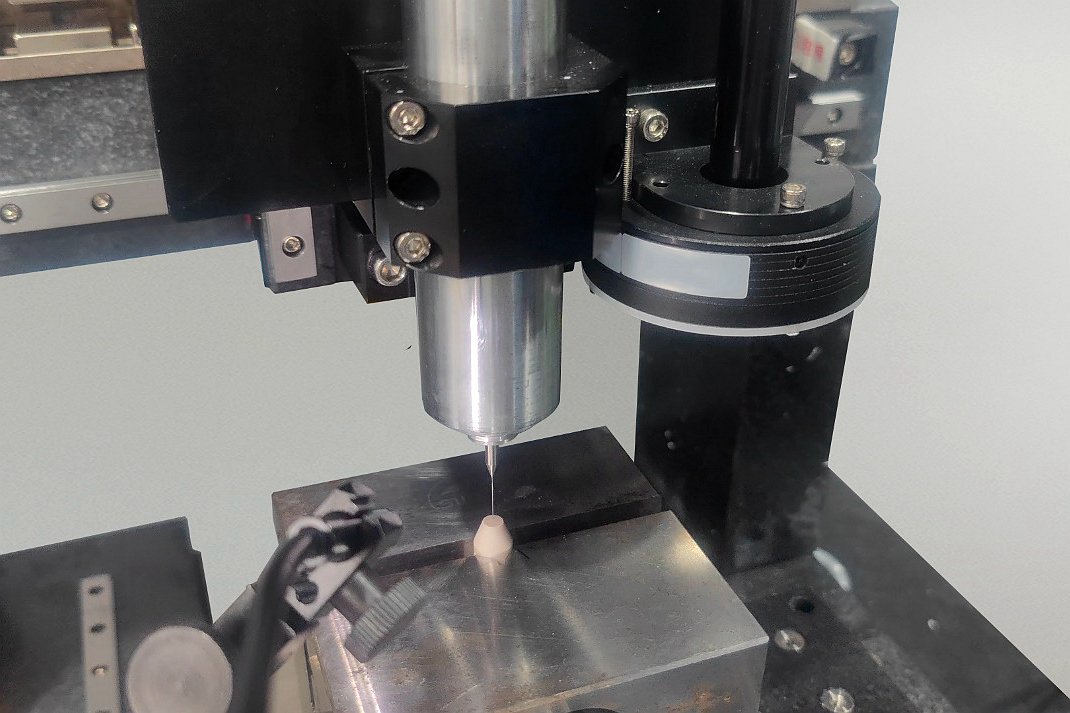
Neway AeroTech utilise des centres CNC 5 axes à haute rigidité et l'électro-érosion (EDM) pour produire des micro-trous dans des superalliages difficiles.
Perçage profond jusqu'à 25×D avec des forets en carbure à lubrification interne.
Micro-électro-érosion (Micro EDM) pour des trous inférieurs à 0,3 mm et des caractéristiques résistantes à la chaleur.
Le perçage orbital et les cycles de perçage étagé réduisent les bavures et améliorent la rectitude des parois.
Le palpage en cours de processus garantit une précision de positionnement dans les alésages inclinés de ±5 μm.
Tous les processus sont conformes aux normes NADCAP et AS9100D pour les pièces critiques pour le vol et les systèmes de turbines.
Matériaux superalliages typiques pour le traitement de micro-trous
Alliage | Temp. max (°C) | Limite d'élasticité (MPa) | Applications |
|---|---|---|---|
704 | 1035 | Gicleurs de carburant, canaux de refroidissement | |
1140 | 980 | Aubes de turbine, trous d'impact | |
980 | 1250 | Évents de carter moteur | |
920 | 1265 | Orifices de refroidissement des aubes directrices de tuyère |
Les alliages sont choisis pour leur résistance à l'oxydation, leur maintien de la résistance mécanique et leur usinabilité sous des gradients thermiques.
Étude de cas : Micro-trous de refroidissement pour segment d'aube de turbine
Contexte du projet
Un fabricant de turbines avait besoin de trous de refroidissement inférieurs à 0,6 mm usinés à des angles composés à travers un segment en CMSX-4 de 5 mm d'épaisseur. La tolérance était de ±0,01 mm sans distorsion thermique ni conicité. Des forets pour trous profonds et l'EDM ont été utilisés conjointement pour obtenir la géométrie requise et la qualité métallurgique.
Modèles de composants percés typiques et applications
Modèle de pièce | Description | Matériau | Profondeur du trou | Industrie |
|---|---|---|---|---|
VN-300 | Aube avec 18 micro-trous d'impact, angle de 30° à 60° | CMSX-4 | 8×D | |
TN-120 | Insert de tuyère de turbine avec des trous de film de 0,4 mm | Rene 88 | 6×D | |
EIH-200 | Collecteur d'échangeur de chaleur avec réseaux d'alésages parallèles | Inconel 718 | 15×D | |
PCH-480 | Boîtier pressurisé avec trous d'évent radiaux | Nimonic 90 | 10×D |
La précision des trous et l'angle d'entrée étaient essentiels pour l'écoulement des fluides en aval et la résistance à la fatigue.
Défis CNC dans le perçage profond de superalliages
Déviation de l'outil supérieure à 0,3 mm en raison de rapports d'aspect dépassant 10×D.
Adoucissement thermique à >600°C dans le CMSX à faible conductivité, entraînant une instabilité dimensionnelle.
Des micro-fissures lors de l'EDM nécessitent un contrôle optimisé des impulsions pour éviter une couche refondue >2 μm.
Déviation de l'alésage sur les trous longs causée par l'accumulation de copeaux sans rinçage à haute pression (>80 bars).
Le perçage angulaire à >45° nécessite une compensation 5 axes et un perçage d'entrée en plusieurs étapes.
Solutions CNC pour l'usinage de trous profonds et de micro-trous
Lubrifiant à haute pression à 100 bars utilisé pour l'évacuation des copeaux dans les alésages en Inconel 718 >12×D.
Avant-trous orbitaux avec finition par EDM ayant permis d'obtenir un diamètre de 0,3 mm avec un écart de circularité <2 μm.
Les cycles de perçage étagé avec surveillance du couple ont réduit la casse des outils de 40 %.
Le serrage de pièce avec bridage sur 5 faces a garanti une déviation de l'alésage angulaire dans les ±0,005 mm.
Le nettoyage post-EDM et la passivation ont éliminé la contamination par la couche refondue.
Résultats et vérification
Méthodes de fabrication
Les composants ont été usinés à partir d'ébauches issues de la fusion de précision sous vide et affinés en utilisant des systèmes d'usinage CNC 5 axes et de perçage profond. Le perçage multi-axes a assuré un contrôle de l'entrée radiale sur des contours variables et des géométries de parois complexes.
Finition de précision
Les micro-alésages ont été affinés à Ra ≤ 0,4 μm en utilisant l'EDM et des cycles d'alésoir. Les systèmes de perçage profond avec un battement total (TIR) <0,01 mm ont garanti la circularité, tandis que le perçage pilote en plusieurs étapes et l'outillage en carbure à lubrification interne ont pris en charge des profondeurs d'alésage allant jusqu'à 20×D.
Post-traitement
L'HIP (frittage isostatique à chaud) a éliminé la porosité interne, suivi d'un traitement thermique de détente des contraintes à 870–980 °C. La passivation de surface et l'application de revêtement optionnelle ont assuré une résistance à long terme à la corrosion et à la chaleur.
Inspection
La MMT (Machine à Mesurer Tridimensionnelle) a validé la rectitude de l'alésage dans les ±0,006 mm ; le MEB (Microscope Électronique à Balayage) a examiné l'intégrité du bord d'entrée ; et les rayons X ont confirmé l'alignement des caractéristiques cachées. Toutes les pièces ont passé avec succès les tests d'étanchéité à l'hélium et de validation de la fatigue à haut cycle selon les spécifications du client.
FAQ
Quel est le diamètre minimum réalisable avec le perçage profond de superalliages ?
Comment maintenez-vous la rectitude de l'alésage dans les trous longs ?
Pouvez-vous combiner l'EDM et le perçage en un seul processus ?
Quels matériaux sont les meilleurs pour les canaux de refroidissement à micro-trous ?
Quels tests sont nécessaires pour valider la performance des trous thermiques ?
