Composants de perçage CNC en superalliage à grande profondeur
Perçage à profondeur extrême pour applications avancées
Dans les systèmes critiques aérospatiaux, énergétiques et de défense, les composants dotés de caractéristiques de perçage à grande profondeur jouent un rôle clé dans la distribution du liquide de refroidissement, l'injection de carburant et l'éventement structurel. Ces alésages dépassent souvent 25×D, nécessitant des processus précis de usinage CNC en superalliage et de perçage de trous profonds pour garantir l'intégrité structurelle sous des charges thermiques et mécaniques extrêmes.
Neway AeroTech est spécialisé dans les composants percés par CNC à grande longueur fabriqués en Inconel 718, CMSX-4, Hastelloy X et Rene 41, avec des alésages de précision, des lamage et des canaux inclinés.
Technologie de base pour le perçage CNC profond dans les superalliages
Les caractéristiques de trous profonds dans les superalliages nécessitent une stabilité des outils, un contrôle thermique et une surveillance en temps réel pour éviter toute déviation.
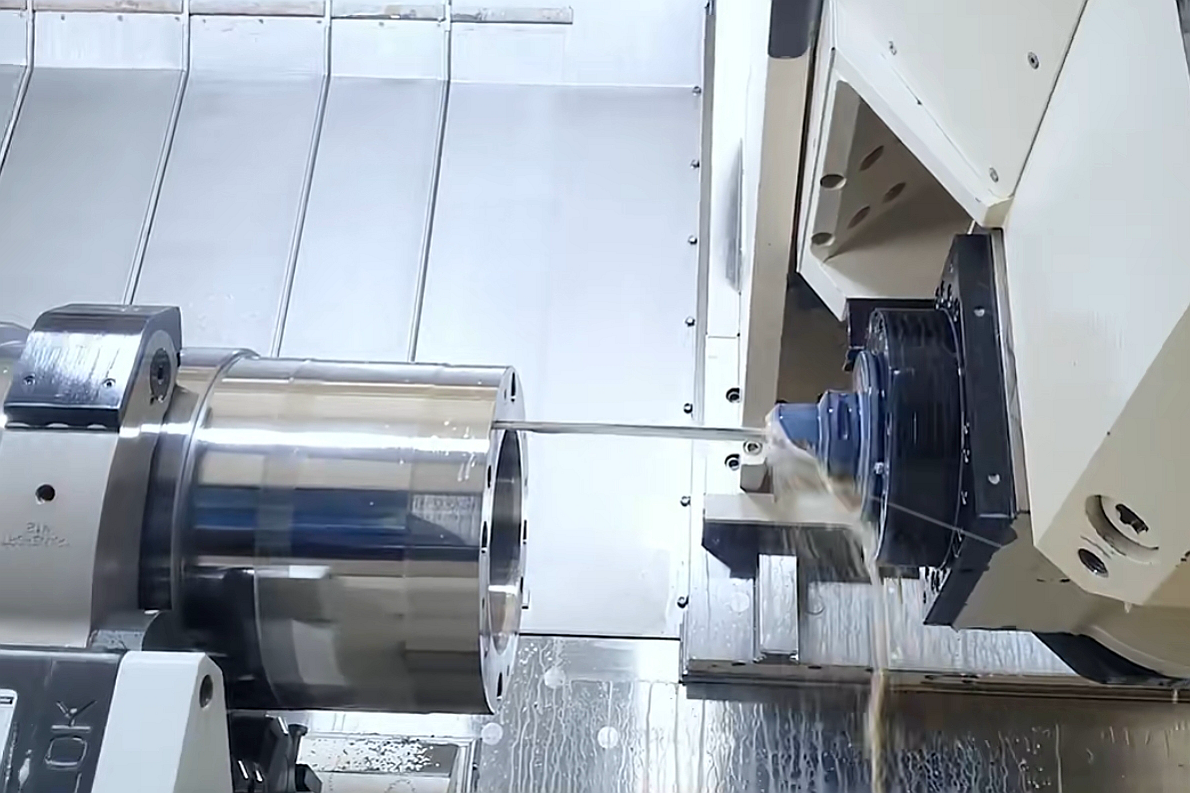
Perçage au pistolet et alésage BTA pour des profondeurs de trou >25×D avec refroidissement interne
Usinage CNC 5 axes pour les caractéristiques d'entrée inclinées
Stratégies de perçage rotatif et par ébavurage (peck drilling) pour contrôler l'évacuation des copeaux
Outils en carbure alimentés en liquide de refroidissement certifiés pour des conditions de coupe à 1000°C
Tous les processus sont contrôlés selon les normes ISO 10791 et NADCAP.
Matériaux en superalliage typiques pour le perçage à grande profondeur
Alliage | Temp. max (°C) | Limite d'élasticité (MPa) | Cas d'utilisation |
|---|---|---|---|
704 | 1035 | Tubes d'évent de moteur à réaction | |
1140 | 980 | Alésages de chemises de turbine | |
980 | 950 | Corps de pression de missiles | |
1175 | 790 | Conduits résistants à la chaleur |
Ces alliages sont optimisés pour la fatigue thermique, la résistance au fluage et la stabilité dimensionnelle.
Étude de cas : Alésage 26×D dans un boîtier de tuyau en Hastelloy X
Contexte du projet
Un client du secteur nucléaire avait besoin d'un alésage traversant de 5 mm de diamètre et 130 mm de profondeur (26×D) en Hastelloy X. Tolérances : circularité <0,007 mm, état de surface Ra ≤ 0,4 μm, sans bavures ni fissures. L'évacuation des copeaux et la déflexion thermique étaient les principales préoccupations.
Modèles et applications typiques de composants percés profondément
Modèle de pièce | Description | Matériau | Rapport de profondeur | Industrie |
|---|---|---|---|---|
DHC-600 | Douille d'injecteur avec alésage de 2 mm sur 55 mm | Inconel 718 | 27×D | |
LHP-480 | Enveloppe de caloduc avec doubles alésages concentriques | Rene 41 | 25×D | |
FTV-200 | Canal de refroidissement par film dans une base monocristalline | CMSX-4 | 30×D | |
HXD-350 | Collecteur de pression avec alésages axiaux et transversaux | Hastelloy X | 26×D |
La géométrie de l'alésage et les performances du flux de refroidissement dépendent d'un alignement précis et d'une finition interne lisse.
Défis du perçage CNC profond dans les composants en superalliage
Déflexion de l'outil supérieure à 0,02 mm dans les trous >25×D
Accumulation de chaleur au-dessus de 500°C sans contrôle du liquide de refroidissement interne
Accumulation de copeaux entraînant des rayures et un conicité dimensionnelle
Déformation de la pièce dans les sections à parois minces après perçage
Mauvais alignement à l'entrée affectant les canaux intersectants en aval
Solutions d'usinage CNC pour le perçage de trous longs en superalliage
Systèmes BTA avec pression de liquide de refroidissement de 100 bars et capteurs de couple en temps réel
Optimisation du cycle par ébavurage (peck cycle) pour évacuer les copeaux tous les 2×D
Usinage multi-axes pour aligner les orifices inclinés à ±0,01 mm près
Traitement thermique avant et après usinage pour soulager les contraintes résiduelles
Radiographie (X-ray) et MMT (CMM) utilisés pour la cartographie et la vérification des alésages
Résultats et vérification
Méthodes de fabrication
Les composants ont été usinés à partir de ébauches forgées ou de pièces moulées à la cire perdue. Le perçage au pistolet (Gun drilling) a été appliqué sur l'Inconel, le Rene et le Hastelloy pour obtenir des trous avec des rapports profondeur/diamètre supérieurs à 25:1.
Finition de précision
Les alésages ont été affinés avec des têtes de polissage et une finition par EDM (électro-érosion) lorsque cela était applicable. État de surface ≤ Ra 0,4 μm. Précision finale du diamètre de l'alésage ±0,01 mm. Les faces d'entrée ont été surfacées par CNC pour une planéité <0,01 mm afin d'assurer les surfaces d'étanchéité.
Post-traitement
Un traitement HIP (compression isostatique à chaud) a été utilisé pour éliminer les vides internes, suivi d'un traitement thermique de détente des contraintes à 900–980°C. Certains composants ont reçu une passivation ou des revêtements TBC (barrière thermique) selon l'application finale.
Inspection
La MMT (CMM) a vérifié la concentricité et l'alignement de l'alésage dans une tolérance de 0,006 mm. La radiographie (X-ray) a confirmé la profondeur continue de l'alésage et le point de sortie. Le MEB (SEM) a été utilisé pour la détection des microfissures et la validation de l'absence de bavures.
FAQ
Quelle est la profondeur d'alésage la plus longue réalisable avec l'usinage CNC en superalliage ?
Comment empêchez-vous la déflexion de l'outil dans les trous profonds ?
L'EDM peut-il être utilisé pour la correction d'alésage ou le nettoyage de la sortie ?
Comment les dimensions des alésages sont-elles vérifiées en interne sans tests destructifs ?
Quels alliages sont les meilleurs pour les passages de carburant aérospatiaux à trous profonds ?
