Comment l'impression 3D affecte-t-elle les exigences de post-traitement des pièces en superalliage ?
Besoins uniques de post-traitement après impression 3D
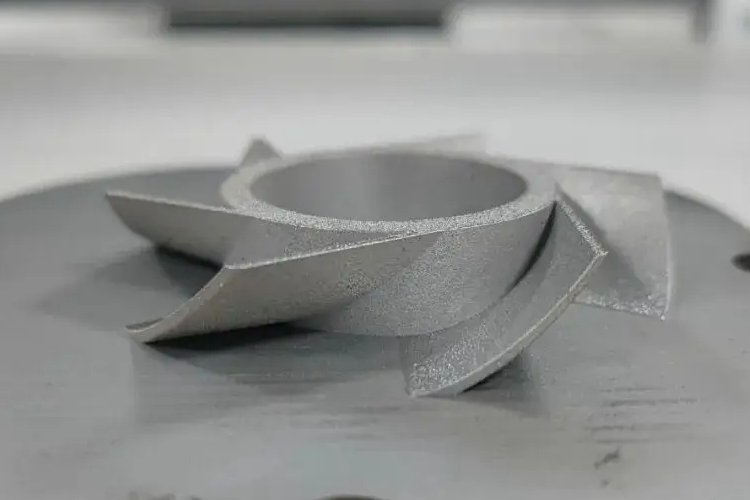
Les composants en superalliage fabriqués via l'impression 3D de superalliage—tels que SLM ou DMLS—présentent des caractéristiques microstructurales différentes par rapport aux pièces moulées ou forgées. La solidification couche par couche introduit des taux de refroidissement élevés et des gradients thermiques inégaux, conduisant à des contraintes résiduelles, des structures de grains anisotropes et des microfissures potentielles. Par conséquent, le post-traitement n'est pas facultatif—il est obligatoire pour atteindre les propriétés mécaniques de qualité aérospatiale et énergétique.
Contrairement au moulage à la cire perdue sous vide conventionnel, les pièces imprimées en 3D nécessitent souvent un traitement thermique de relaxation des contraintes, une densification par HIP et un usinage de précision pour respecter les tolérances dimensionnelles et les normes de performance.
Densification et relaxation des contraintes
La porosité interne et les microcavités se produisent naturellement pendant la fusion des poudres. Le pressage isostatique à chaud (HIP) est largement utilisé pour éliminer ces défauts, améliorant la densité et la résistance à la fatigue. Le traitement thermique ultérieur rétablit l'équilibre des phases et améliore le durcissement par précipitation. Ceci est particulièrement important pour les nuances à base de nickel comme l'Inconel 718 ou les alliages à base de cobalt comme le Stellite 21, où la stabilité mécanique sous chargement cyclique dépend de l'uniformité microstructurale.
Les contraintes résiduelles générées pendant le refroidissement rapide doivent être relaxées avant tout usinage pour éviter la déformation ou l'amorçage de fissures pendant la finition finale.
Finition de surface et usinage
Les surfaces telles qu'imprimées sont généralement rugueuses et peuvent contenir des particules de poudre partiellement fondues. Pour les applications critiques en termes de précision dans l'aérospatial et l'aviation et la production d'énergie, l'usinage CNC de superalliage est généralement requis pour atteindre la tolérance dimensionnelle et la précision de surface. Dans certaines conceptions, des techniques de finition telles que le perçage profond et l'usinage par électroérosion (EDM) permettent la fabrication de canaux internes et de géométries complexes qui ne peuvent pas être usinés conventionnellement.
Des revêtements fonctionnels comme le revêtement barrière thermique (TBC) peuvent être appliqués pour améliorer la résistance à l'oxydation et à la chaleur, en particulier pour les équipements de combustion et les aubes de turbine.
Tests et certification
Puisque la fabrication additive crée des microstructures uniques, des tests et analyses de matériaux rigoureux sont essentiels. La tomographie par ordinateur, l'inspection par rayons X, les tests de dureté, l'évaluation de la fatigue et la vérification des phases garantissent que la pièce est conforme aux normes de performance. Ce n'est qu'après les tests que la pièce peut être approuvée pour une utilisation dans des environnements à haute contrainte comme les applications pétrole et gaz ou militaires et de défense.