Inspection par Rayons X : Contrôle Non Destructif pour la Détection des Défauts Internes des Pièces...
Introduction à Ce Procédé
Les superalliages sont conçus pour des applications où les hautes performances sont non négociables. Des moteurs à réaction aux turbines de production d'énergie, ces matériaux endurent des conditions extrêmes, incluant des températures élevées, des pressions intenses et des environnements corrosifs. Pour de telles applications critiques, tout défaut, qu'il soit visible ou caché, peut compromettre l'intégrité structurelle et les performances d'un composant. Ce niveau de fiabilité est particulièrement crucial dans des industries comme l'aérospatiale et l'aviation et le nucléaire.
Les défauts internes, tels que les cavités, les fissures et les inclusions, sont particulièrement difficiles à détecter car ils ne peuvent pas être identifiés par des inspections de surface. L'inspection par rayons X, une méthode robuste de contrôle non destructif (CND), entre alors en jeu. L'inspection par rayons X permet aux fabricants d'identifier et d'évaluer les défauts internes dans les pièces en superalliage sans endommager les composants. Cela garantit que seules les pièces exemptes de défauts, comme celles utilisées dans les pièces de système d'échappement en superalliage et les composants de cuve de réacteur en superalliage, atteignent l'application finale, réduisant ainsi les risques et améliorant la fiabilité.
Qu'est-ce que Ce Procédé ?
L'inspection par rayons X est une technique de contrôle non destructif (CND) largement utilisée dans les industries aérospatiale et de production d'énergie pour évaluer la structure interne des matériaux sans les endommager. Ce procédé utilise des rayons X de haute énergie pour pénétrer les matériaux, créant des images détaillées qui révèlent des défauts cachés comme des fissures, de la porosité et des inclusions.
Types d'Inspection par Rayons X
Radiographie (RT) :
Inspection par rayons X traditionnelle qui capture des images sur film.
Une méthode éprouvée pour détecter les défauts dans les matériaux denses comme les superalliages.
Fiable pour les applications nécessitant des enregistrements d'inspection durables et à long terme.
Radiographie Numérique (DR) :
Une technique moderne utilisant des capteurs numériques au lieu du film.
Offre une capture d'image plus rapide, une résolution plus élevée et des capacités de manipulation d'image pour une détection améliorée des défauts.
Communément appliquée dans les industries nécessitant un traitement rapide et une analyse détaillée.
Étapes du Procédé
Positionnement de l'Échantillon :
Le composant en superalliage est placé entre la source de rayons X et le détecteur pour assurer une imagerie précise.
Émission de Rayons X :
Des rayons X de haute énergie sont émis par la source, pénétrant le matériau. Les taux d'absorption variables du matériau, en fonction de sa densité et de son épaisseur, créent une image interne.
Capture d'Image :
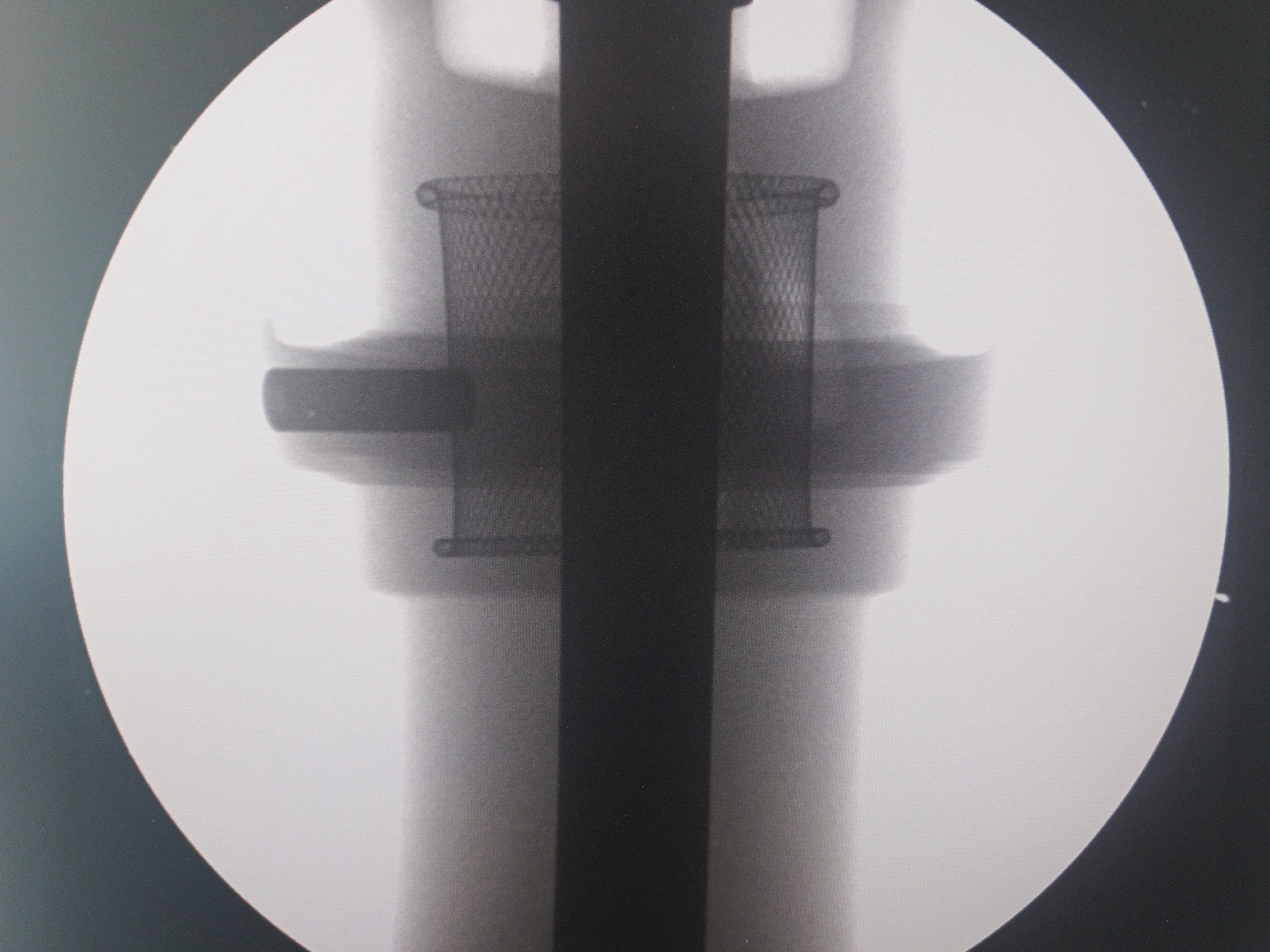
Le détecteur (film ou capteur numérique) enregistre les rayons X traversant le matériau, produisant une image radiographique mettant en évidence les caractéristiques internes.
Analyse :
L'image est analysée pour détecter des défauts tels que des fissures, des cavités ou des inclusions. Cette étape est critique pour assurer l'intégrité et la fiabilité du composant dans des applications exigeantes.
Applications et Avantages
L'inspection par rayons X est particulièrement efficace pour les matériaux denses comme les superalliages, révélant des défauts internes qui pourraient être indétectables par des inspections de surface. Cette technique garantit la qualité et la fiabilité des composants utilisés dans des environnements extrêmes, tels que les aubes de turbine et les pièces structurelles critiques.
En détectant les défauts tôt dans le processus de fabrication, l'inspection par rayons X réduit les taux de défaillance, améliore les performances et respecte les normes de l'industrie.
Rôle dans le Contrôle des Pièces en Superalliage
Les composants en superalliage sont vitaux dans des applications à haute contrainte où la fiabilité et les performances sont primordiales. L'inspection par rayons X est cruciale pour garantir que ces composants répondent à des normes de qualité strictes en détectant les défauts internes qui pourraient compromettre leur intégrité. Voici comment l'inspection par rayons X est appliquée à travers les différentes étapes de la fabrication des pièces en superalliage :
Contrôle des Pièces Moulées en Superalliage
Les pièces moulées en superalliage, telles que les aubes de turbine, les roues et les anneaux de buse, sont sujettes à des défauts internes en raison de la complexité de leurs géométries et du processus de moulage lui-même. Les problèmes courants incluent :
Porosité : Pochettes d'air piégées dans le matériau.
Fissures : Résultant d'un refroidissement inégal pendant la solidification.
Inclusions : Matières étrangères introduites pendant le processus de moulage.
L'inspection par rayons X identifie ces défauts internes, garantissant que l'intégrité structurelle des composants moulés est maintenue. Cette étape est critique dans les applications à hautes performances comme les moteurs aérospatiaux et les turbines de production d'énergie, où des défauts non détectés pourraient conduire à des défaillances catastrophiques.
Contrôle des Pièces en Superalliage Imprimées en 3D
La fabrication additive, ou impression 3D, permet la production de composants en superalliage complexes. Cependant, le processus couche par couche introduit des défis uniques, tels que :
Fusion Incomplète : Espaces entre les couches dus à une mauvaise liaison.
Cavités : Pochettes d'air formées pendant le dépôt de matériau.
Incohérences de Matériau : Variations de densité ou de composition.
L'inspection par rayons X est essentielle pour analyser ces pièces, car elle pénètre les géométries complexes et révèle les défauts cachés sans endommager le composant. Cela garantit que les pièces en superalliage imprimées en 3D répondent aux exigences de hautes performances des industries aérospatiale et de production d'énergie.
Contrôle des Pièces en Superalliage Usinées par CNC
L'usinage CNC est couramment utilisé pour affiner les dimensions et les finitions de surface des composants en superalliage après moulage ou impression 3D. Cependant, l'usinage peut exposer ou exacerber des défauts cachés, tels que :
Fissures : Propagées sous la contrainte d'usinage.
Délaminage : Séparation des couches dans certains superalliages composites.
L'inspection par rayons X vérifie l'intégrité interne des pièces en superalliage usinées par CNC, garantissant qu'aucun défaut ne reste non détecté. Ceci est particulièrement critique pour des composants comme les disques de turbine et les joints, qui doivent fonctionner de manière fiable dans des conditions extrêmes.
Autres Scénarios de Détection
En plus d'inspecter les pièces moulées, imprimées en 3D et usinées, l'inspection par rayons X est précieuse pour d'autres applications, incluant :
Assemblages Soudés : Vérifier que les soudures sont exemptes de cavités ou fissures internes.
Pièces Traitées Thermiquement : Confirmer que les processus thermiques n'ont pas introduit de défauts.
Assemblages Collés : Assurer l'intégrité des composants brasés ou collés.
L'inspection par rayons X garantit que les composants en superalliage, quel que soit leur processus de fabrication, répondent aux normes les plus élevées de qualité et de fiabilité, offrant ainsi une confiance dans leurs performances pour des applications critiques.
Comparaison avec d'Autres Méthodes de Contrôle
Bien que l'inspection par rayons X soit un outil puissant, c'est l'une des nombreuses méthodes pour détecter les défauts dans les composants en superalliage. Voici comment elle se compare à d'autres techniques courantes :
Contrôle par Ultrasons (UT)
Points Forts : L'UT utilise des ondes sonores pour détecter les défauts internes et est efficace pour les composants épais et de grande taille. Il est portable et souvent plus économique que l'inspection par rayons X. Le contrôle par immersion ultrasonore est particulièrement bénéfique pour assurer l'homogénéité du matériau dans les pièces en superalliage.
Points Faibles : L'UT nécessite des opérateurs qualifiés et peut avoir des difficultés avec des géométries complexes ou des matériaux très denses comme les superalliages.
Tomodensitométrie (CT)
Points Forts : La Tomodensitométrie (CT) fournit des images 3D des structures internes, offrant une analyse plus détaillée que l'inspection par rayons X traditionnelle. Elle est idéale pour les composants complexes avec des géométries détaillées. Par exemple, la tomodensitométrie industrielle à réseau linéaire peut détecter même les plus petits défauts internes dans les pièces moulées directionnelles en superalliage.
Points Faibles : La tomodensitométrie est plus coûteuse et prend plus de temps que l'inspection par rayons X, la rendant moins pratique pour la production en grande série.
Méthodes d'Inspection de Surface (MMC, MEB)
Points Forts : Les Machines à Mesurer Tridimensionnelles (MMT) et la Microscopie Électronique à Balayage (MEB) sont excellentes pour les inspections de surface et l'analyse dimensionnelle. Elles sont particulièrement efficaces pour garantir la précision géométrique et analyser les défauts de surface au niveau microscopique.
Points Faibles : Ces méthodes ne peuvent pas détecter les défauts internes, les rendant inadaptées pour un contrôle qualité complet.
Conclusion
Bien que chaque méthode ait sa place dans l'assurance qualité, l'inspection par rayons X se distingue en fournissant une vue détaillée des défauts internes de manière non destructive, en particulier pour les composants en superalliage denses et complexes. Combiner l'inspection par rayons X avec des techniques complémentaires comme la CT ou l'UT assure une détection complète des défauts et une fiabilité pour les applications nécessitant une analyse interne précise.
Quand Choisir l'Inspection par Rayons X pour les Applications de Haute Précision
L'inspection par rayons X n'est pas toujours le premier choix pour chaque application, mais elle est indispensable dans les scénarios où la détection des défauts internes est critique. Envisagez d'utiliser l'inspection par rayons X dans les situations suivantes :
Applications à Haut Risque : Les composants utilisés dans la fabrication de pièces aérospatiales et nucléaires exigent souvent des performances impeccables, où l'échec n'est pas une option. L'inspection par rayons X garantit que ces composants répondent à des normes de sécurité strictes, comme celles requises pour les pièces de chambre de combustion de turbine à gaz énergétique.
Géométries Complexes : Les pièces avec des caractéristiques internes complexes, comme les aubes de turbine en superalliage ou les aubes de compresseur monocristallines, nécessitent des méthodes de contrôle non destructif qui peuvent pénétrer et révéler les défauts cachés.
Validation Post-Fabrication : Après la production, garantir que les composants sont exempts de défauts est crucial. Par exemple, les composants de turbine en superalliage Inconel et les pièces minières de précision bénéficient significativement de l'inspection par rayons X dans le cadre des protocoles d'assurance qualité.
Analyse des Défaillances : Investiguer la cause racine d'une défaillance d'un composant en analysant sa structure interne est vital pour comprendre les problèmes dans des produits tels que les composants d'échangeur de chaleur en Hastelloy X ou les pièces moulées par cire perdue sous vide.
En sélectionnant soigneusement l'inspection par rayons X pour les bonnes applications, en particulier pour les pièces critiques et de haute précision, les fabricants peuvent équilibrer coût, efficacité et fiabilité.
FAQ
Comment l'inspection par rayons X détecte-t-elle les défauts internes dans les pièces moulées en superalliage ?
Quelles sont les limites de l'inspection par rayons X pour les pièces en superalliage ?
L'inspection par rayons X peut-elle détecter les défauts dans les superalliages denses utilisés dans les composants de turbine ?
Comment la radiographie numérique se compare-t-elle à la radiographie traditionnelle en termes de précision ?
L'inspection par rayons X est-elle adaptée à tous les types de processus de fabrication des superalliages ?
