Processo de Fabricação para Componentes de Caminho de Gás Quente GE 9E 9171E: Fundição, Usinagem CNC...
Processo de Fabricação para Componentes de Caminho de Gás Quente GE 9E / 9171E: Fundição, HIP, CNC, EDM, Furos de Resfriamento e TBC
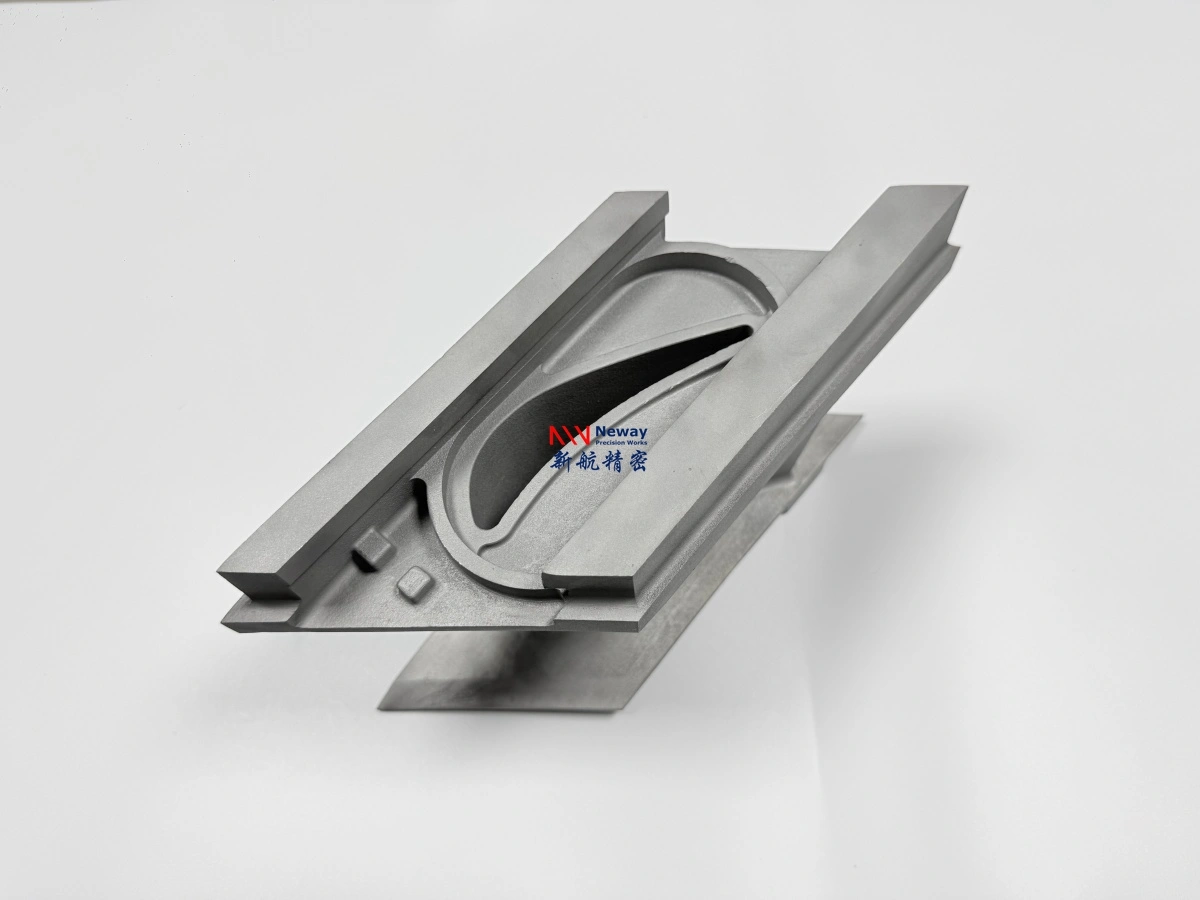
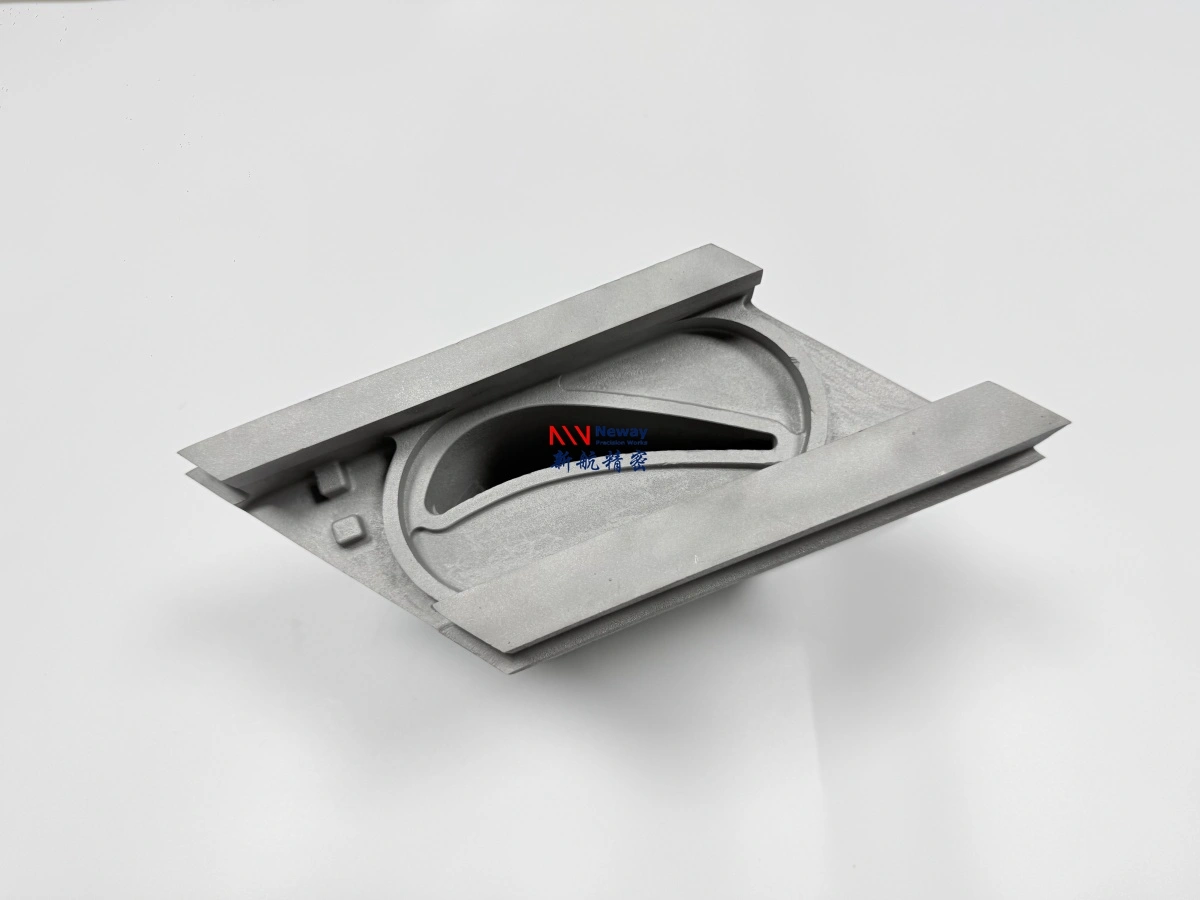
Os componentes de caminho de gás quente GE 9E / 9171E operam em uma das áreas mais exigentes de uma turbina a gás industrial. Bicos, palhetas, palhetas guia, anéis de vedação, revestimentos de câmara de combustão, peças de transição e escudos térmicos são expostos a alta temperatura, oxidação, fluência, vibração, erosão e ciclos térmicos repetidos. Para estas peças, o processo de fabricação deve controlar não apenas a forma e o tamanho, mas também a integridade da liga, a estrutura do grão, as características de resfriamento, a qualidade do revestimento e os registros de inspeção final.
A NewayAeroTech suporta a fabricação personalizada de componentes de caminho de gás quente de turbinas a gás tipo GE 9E, classe 9171E e classe E através de rotas integradas de fabricação de superligas. Dependendo do tipo de peça e das condições de serviço, podemos combinar Fundição por Investimento a Vácuo, Fundição de Cristal Equiaxial, Fundição Direcional de Superliga, Fundição de Cristal Único, HIP, tratamento térmico, usinagem CNC, EDM, perfuração de furos profundos, TBC, soldagem e inspeção final.
Este artigo explica a rota de fabricação típica para peças de caminho de gás quente GE 9E / 9171E, incluindo seleção de processo, fundição ou forjamento, HIP, tratamento térmico, usinagem CNC, furos de resfriamento por EDM, revestimento, inspeção de qualidade e informações de cotação necessárias para os compradores.

Etapa 1: Revisar a Função da Peça GE 9E / 9171E e as Condições de Serviço
O processo de fabricação deve começar com a função da peça. Um bico de 1º estágio, uma palheta de 1º estágio, uma palheta de 2º estágio, um segmento de anel de vedação, um revestimento de câmara de combustão e uma peça de transição podem todos pertencer ao caminho de gás quente, mas não possuem os mesmos requisitos de tensão, temperatura, revestimento, resfriamento e montagem. A fabricação da rota de processo errada pode aumentar o risco de trincas, distorção, oxidação prematura, falha do revestimento ou ajuste inadequado na montagem.
Para peças de turbina tipo GE 9E, a equipe de engenharia deve revisar o modelo da turbina, o estágio da peça, o grau do material, a temperatura de operação, a exposição ao caminho de gás, a direção da carga, a estrutura de resfriamento, o requisito de revestimento e o nível de inspeção. Esta revisão determina se a peça deve ser fundida, forjada, usinada a partir de tarugo, fabricada por processos aditivos ou produzida usando uma rota híbrida.
Entrada de Engenharia | Por Que Isso Importa | Impacto na Rota de Fabricação |
|---|---|---|
Modelo da turbina | Confirma se a peça é para GE 9E, 9171E ou outra plataforma classe E | Ajuda a definir o envelope dimensional, aplicação e requisito de fabricação de reposição |
Estágio da peça | Diferentes estágios enfrentam diferentes níveis de temperatura e tensão | Influencia o material, estrutura do grão, revestimento e nível de inspeção |
Grau do material | Determina a compatibilidade de fundição, forjamento, tratamento térmico, usinagem e revestimento | Controla a viabilidade do processo e riscos de qualidade |
Características de resfriamento | Furos de resfriamento e passagens internas são críticos para a confiabilidade do caminho de gás quente | Pode exigir EDM, perfuração de furos profundos, inspeção por TC ou verificação de fluxo |
Requisito de revestimento | TBC, MCrAlY, Al-Si ou revestimentos resistentes à oxidação afetam a sobremedida da superfície | Deve ser considerado antes do planejamento final de usinagem e inspeção |
Etapa 2: Selecionar a Rota de Fabricação de Superliga
Os componentes de caminho de gás quente GE 9E / 9171E podem ser fabricados usando diferentes processos dependendo da geometria e das condições de serviço. Bicos e palhetas guia são frequentemente produzidos por fundição por investimento porque possuem perfis aerodinâmicos complexos e plataformas integradas. Palhetas e lâminas podem exigir fundição equiaxial, direcional ou de cristal único dependendo do estágio e dos requisitos de fluência. Componentes relacionados ao rotor ou do tipo disco podem exigir forjamento ou metalurgia do pó em vez de fundição convencional.
A NewayAeroTech suporta a fabricação de Fundição de Superligas, Forjamento de Precisão de Superliga e Disco de Turbina por Metalurgia do Pó para diferentes tipos de componentes de turbina. A rota correta deve ser selecionada antes do início da ferramentaria, sobremedida de usinagem, tratamento térmico, revestimento e planejamento de inspeção.
Tipo de Componente | Rota de Processo Comum | Motivo de Fabricação |
|---|---|---|
Bico de 1º Estágio | Fundição por investimento a vácuo + tratamento térmico + revestimento + acabamento CNC | Suporta geometria aerodinâmica complexa, fundição de liga de alta temperatura e controle da superfície do caminho de gás |
Palheta/Lâmina de 1º Estágio | Fundição direcional ou de cristal único + HIP + tratamento térmico + EDM + TBC | Melhora o desempenho de fluência, resistência à fadiga e confiabilidade das características de resfriamento |
Bico de 2º Estágio | Fundição equiaxial ou direcional + usinagem CNC + revestimento protetor | Equilibra o desempenho do caminho de gás quente, controle dimensional e custo de produção |
Palheta de 2º/3º Estágio | Fundição de superliga + usinagem do anel de vedação + soldagem de revestimento duro + inspeção | Controla o ajuste da raiz, anel de vedação com ponta escalonada, áreas de entalhe em Z e características resistentes ao desgaste |
Disco de Turbina/Peça Relacionada ao Rotor | Forjamento de precisão ou metalurgia do pó + tratamento térmico + usinagem CNC | Suporta aplicações rotativas de alta tensão que exigem resistência e integridade estrutural |
Etapa 3: Criar o Branco de Fundição ou Forjamento
A etapa de fabricação do branco determina a base da qualidade final da peça. Para bicos, palhetas e palhetas fundidos, o design do molde, a precisão do modelo de cera, a qualidade da carcaça, a fusão da liga, o controle de vazamento, a solidificação, a estrutura do grão e a taxa de resfriamento afetam o desempenho final. Para peças forjadas ou de metalurgia do pó, a qualidade do tarugo, o controle de deformação, temperatura, pressão e histórico de tratamento térmico afetam as propriedades mecânicas.
Para fundições da seção quente GE 9E / 9171E, a fusão a vácuo e a fundição controlada são importantes porque as superligas de alta temperatura são sensíveis à oxidação, contaminação, retração e variação microestrutural. A rota de fundição deve considerar a espessura da parede, a forma aerodinâmica, as características da plataforma, a sobremedida de retração, a remoção do núcleo e a referência de usinagem CNC posterior.
Fator de Fabricação do Branco | Objetivo de Controle | Risco Típico se Não Controlado |
|---|---|---|
Precisão do modelo de cera | Mantém a geometria aerodinâmica, plataforma, raiz e anel de vedação antes da fundição | Desvio de perfil, sobremedida de usinagem inadequada, incompatibilidade na montagem |
Qualidade da carcaça cerâmica | Suporta acabamento superficial, estabilidade dimensional e redução de defeitos | Defeitos superficiais, inclusão da carcaça, distorção dimensional |
Fusão e vazamento a vácuo | Reduz a oxidação e melhora a limpeza da liga | Inclusões, desvio químico, defeitos de óxido |
Controle de solidificação | Controla a estrutura do grão, retração e qualidade interna | Porosidade, trincas a quente, grãos stray, baixo desempenho de fluência |
Sobremedida de usinagem | Garante material suficiente para usinagem final da raiz, plataforma e interfaces | Limpeza insuficiente, instabilidade do dispositivo, falha de tolerância |
Etapa 4: Aplicar HIP e Tratamento Térmico para Integridade da Superliga
Após a fundição, os componentes de caminho de gás quente GE 9E / 9171E frequentemente requerem pós-processamento para melhorar a integridade interna e o desempenho mecânico. A Prensagem Isostática a Quente (HIP) é usada para reduzir a porosidade interna e melhorar a densidade em fundições críticas de superligas. Isso é especialmente importante para peças expostas à fadiga térmica, fluência e carregamento cíclico.
O Tratamento Térmico é usado para otimizar a microestrutura, estabilizar dimensões, melhorar a resistência e preparar a liga para o serviço. Para superligas à base de níquel, os parâmetros de tratamento térmico influenciam a distribuição de precipitados, resistência à fluência, comportamento de fadiga e estabilidade térmica de longo prazo. O tratamento térmico deve ser selecionado de acordo com o grau da liga, estrutura de fundição, função da peça e especificação do cliente.
Pós-Processo | Propósito | Peças Típicas Tipo GE 9E |
|---|---|---|
HIP | Reduz a porosidade interna e melhora a densidade da fundição | Palhetas de turbina, lâminas, bicos, palhetas guia, anéis de vedação |
Tratamento térmico de solubilização | Homogeneíza a liga e prepara a microestrutura | Peças de superligas à base de níquel Inconel, Rene, CMSX, Nimonic e outras |
Tratamento de envelhecimento | Desenvolve a resistência final e propriedades de alta temperatura | Lâminas de turbina, palhetas, palhetas guia, componentes de seção quente de alta resistência |
Alívio de tensão | Reduz a tensão residual antes ou depois da usinagem | Fundições usinadas, componentes soldados, peças de precisão de seção quente |
Etapa 5: Usinagem CNC da Raiz, Plataforma, Anel de Vedação e Superfícies de Vedação
A maioria dos componentes de caminho de gás quente GE 9E / 9171E fundidos requer usinagem CNC após a fundição e o tratamento térmico. Superfícies de montagem de bicos, raízes de palhetas, plataformas de lâminas, características de anéis de vedação, faces de vedação, furos para parafusos, superfícies de referência e áreas de contato devem ser usinadas para atender aos requisitos de montagem e inspeção. A precisão no estado de fundição geralmente não é suficiente para interfaces críticas.
A NewayAeroTech fornece Usinagem CNC de Superligas para fundições de alta temperatura e componentes forjados. Para peças de turbina a gás, a usinagem deve ser planejada juntamente com a sobremedida de fundição e a referência de inspeção. Uma estratégia de referência inadequada pode causar deslocamento geométrico entre o perfil aerodinâmico fundido, a raiz usinada e as superfícies finais de montagem.
Área Usinada | Propósito de Fabricação | Foco da Inspeção |
|---|---|---|
Raiz da palheta | Garante o ajuste seguro no slot do rotor | Tolerância de perfil, acabamento superficial, área de contato, relação de referência |
Plataforma da lâmina | Controla o limite do caminho de gás e a interface de montagem | Planicidade, paralelismo, precisão do contorno, sobremedida de usinagem |
Face de montagem do bico | Controla o ajuste do bico, alinhamento do estágio e vedação | Posição da referência, precisão do furo do parafuso, acabamento da superfície de vedação |
Anel de vedação com ponta escalonada | Melhora a geometria da área da ponta e o comportamento de contato | Perfil do anel de vedação, zona de desgaste, interface de entalhe em Z, espessura local |
Superfícies de vedação | Reduz vazamentos e melhora a confiabilidade da montagem | Rugosidade superficial, sobremedida de revestimento, consistência dimensional |
Etapa 6: EDM e Perfuração de Furos Profundos para Furos de Resfriamento e Passagens Internas
Os furos de resfriamento são uma das características de fabricação mais importantes em palhetas de turbina, lâminas, bicos e palhetas guia. Essas características ajudam a gerenciar a temperatura do metal durante a operação de turbinas a gás de alta temperatura. Para componentes de seção quente da classe GE 9E, a geometria dos furos de resfriamento pode incluir furos angulares, furos de resfriamento por filme, características de resfriamento turbulado, canais internos e fendas estreitas.
Como as superligas à base de níquel são difíceis de usinar, a perfuração convencional pode não ser adequada para todas as características de resfriamento. A Usinagem por Descarga Elétrica (EDM) pode produzir pequenos furos, fendas complexas e características internas difíceis em superligas duras. A Perfuração de Furos Profundos em Superligas pode ser usada para passagens internas longas e retas quando a geometria da peça permitir.
Característica de Resfriamento ou Interna | Processo de Fabricação | Risco de Qualidade a Controlar |
|---|---|---|
Furos de resfriamento por filme | Perfuração por EDM ou perfuração a laser dependendo da geometria | Diâmetro do furo, ângulo, rebarba, camada refundida, consistência do fluxo |
Furos de resfriamento turbulado | EDM e processo de perfuração controlado | Repetibilidade da característica interna, bloqueio, dificuldade de limpeza |
Canais internos profundos | Perfuração de furos profundos ou EDM de acordo com a profundidade e acesso | Retidão, ruptura da parede, qualidade da superfície interna |
Fendas estreitas | EDM a fio ou EDM por penetração | Largura da fenda, condição da borda, camada afetada pelo calor |
Passagens bloqueadas ou ocultas | Usinagem mais TC ou verificação de fluxo quando necessário | Bloqueio interno, material preso, desempenho de resfriamento inconsistente |
Etapa 7: TBC, MCrAlY, Al-Si e Tratamento de Superfície Resistente ao Desgaste
A proteção superficial é crítica para componentes de caminho de gás quente GE 9E / 9171E. O sistema de revestimento deve ser selecionado de acordo com a liga, zona de temperatura, exposição ao caminho de gás, risco de oxidação e condição de desgaste. Para superfícies aerodinâmicas de alta temperatura, o Revestimento de Barreira Térmica (TBC) pode ajudar a reduzir a exposição térmica ao metal base. Revestimentos de ligação MCrAlY podem melhorar a resistência à oxidação e suportar a adesão do revestimento cerâmico.
Para bicos e palhetas guia selecionados, pode ser usado revestimento protetor Al-Si ou outros sistemas de superfície resistentes à oxidação. Para anéis de vedação, regiões de entalhe em Z, faces de vedação e áreas de contato de desgaste, a Soldagem de Superliga ou processamento de revestimento duro pode ser necessário para melhorar a resistência ao desgaste. A espessura do revestimento e a sobremedida de revestimento duro devem ser consideradas antes da usinagem final e inspeção.
Tratamento de Superfície | Uso Típico | Requisito de Controle |
|---|---|---|
TBC | Palhetas de 1º estágio, lâminas de turbina, bicos, palhetas guia, escudos térmicos | Espessura do revestimento, adesão, cobertura, comportamento de ciclo térmico |
Revestimento de ligação MCrAlY | Camada de ligação para componentes de caminho de gás quente revestidos com TBC | Preparação da superfície, resistência à oxidação, compatibilidade com revestimento cerâmico |
Revestimento Al-Si | Bicos selecionados, palhetas guia e superfícies sensíveis à oxidação | Cobertura uniforme, compatibilidade com substrato, inspeção final |
Soldagem de revestimento duro | Áreas de entalhe em Z, superfícies de contato do anel de vedação, zonas de desgaste de vedação | Controle de trincas, qualidade da ligação, usinagem final, inspeção superficial |
Revestimento resistente à oxidação | Revestimentos de câmara de combustão, peças de transição, estruturas de seção quente | Capacidade de temperatura, durabilidade cíclica, integridade do revestimento |
Etapa 8: Inspeção Final e Documentação de Qualidade
A inspeção final confirma se o componente de caminho de gás quente GE 9E / 9171E atende aos requisitos de desenho, material, dimensional, superficial, de revestimento e de documentação. Para bicos, palhetas, palhetas guia e anéis de vedação de superliga, a inspeção deve incluir tanto a verificação de fabricação quanto a avaliação de risco de serviço. Não é suficiente verificar apenas a forma externa.
A NewayAeroTech fornece Teste e Análise de Materiais para peças de ligas de alta temperatura. Dependendo dos requisitos do cliente, os relatórios podem incluir inspeção por MMC, comparação por varredura 3D, inspeção por raios-X, inspeção por TC, FPI, análise metalográfica, SEM/EDS, verificação de composição química, GDMS, ICP-OES, análise de carbono e enxofre, teste de tração, medição de espessura de revestimento e inspeção visual final.
Item de Inspeção | Método Típico | Propósito |
|---|---|---|
Precisão dimensional | Inspeção por MMC, varredura 3D | Verifica raiz, plataforma, perfil aerodinâmico, anel de vedação, montagem e características de vedação |
Defeitos internos | Raios-X, TC, inspeção ultrassônica | Detecta porosidade, retração, trincas, inclusões e características internas bloqueadas |
Trincas superficiais | FPI ou inspeção por líquido penetrante | Encontra trincas superficiais abertas após fundição, soldagem, tratamento térmico ou usinagem |
Química do material | Espectrômetro, GDMS, ICP-OES, análise de carbono e enxofre | Confirma o grau da liga e o controle de elementos críticos |
Microestrutura | Metalografia, SEM/EDS, EBSD quando necessário | Avalia a condição do grão, fases, resultado do tratamento térmico e morfologia de defeitos |
Qualidade do revestimento | Inspeção de espessura, revisão de adesão, inspeção visual, rugosidade superficial | Confirma se TBC, revestimento de ligação, Al-Si ou superfície de revestimento duro atende à especificação |
Exemplo de Rota de Processo para Bicos e Palhetas de Turbina GE 9E / 9171E
Um projeto típico de fabricação de bico de turbina da classe GE 9E pode começar a partir de um modelo CAD 3D, desenho 2D ou amostra de engenharia reversa. O processo pode incluir ferramentaria de modelo de cera, fundição por investimento a vácuo, tratamento térmico, usinagem CNC de superfícies de montagem, revestimento protetor, inspeção dimensional e documentação final. Se o bico incluir características internas ou requisitos rigorosos de perfil aerodinâmico, a inspeção por TC ou varredura 3D pode ser adicionada.
Um projeto de palheta ou lâmina de turbina pode exigir controle mais avançado. Dependendo do estágio e do material, a rota pode incluir fundição direcional ou de cristal único, HIP, tratamento térmico, usinagem da raiz, furos de resfriamento por EDM, revestimento TBC, usinagem do anel de vedação, soldagem de revestimento duro, FPI, inspeção por MMC e inspeção de revestimento. A rota deve ser personalizada com base na especificação real da peça, em vez de copiada de outro componente.
Peça de Exemplo | Rota Possível | Principal Risco de Fabricação |
|---|---|---|
Bico de 1º Estágio | Fundição por investimento a vácuo → tratamento térmico → faces de montagem CNC → revestimento → inspeção por MMC/TC | Desvio do perfil aerodinâmico, defeitos internos, inconsistência do revestimento |
Palheta de 1º Estágio | Fundição direcional ou de cristal único → HIP → tratamento térmico → usinagem da raiz → furos de resfriamento por EDM → TBC → inspeção | Resistência à fluência, precisão do furo de resfriamento, ajuste da raiz, adesão do revestimento |
Palheta de 2º Estágio | Fundição de superliga → tratamento térmico → usinagem do anel de vedação → revestimento duro de entalhe em Z → FPI → inspeção dimensional | Geometria do anel de vedação, trincas na superfície de desgaste, tolerância da raiz e plataforma |
Revestimento de Câmara de Combustão | Conformação ou fabricação de liga de alta temperatura → soldagem → tratamento térmico → revestimento → inspeção | Integridade da solda, fadiga térmica, oxidação, distorção |
Suporte de Engenharia Reversa para Componentes Legados GE 9E / 9171E
Alguns projetos de peças de reposição GE 9E / 9171E começam com amostras desgastadas ou desenhos incompletos. Nesta situação, a engenharia reversa pode ser necessária antes da fabricação. No entanto, fazer engenharia reversa de uma peça de seção quente de turbina a gás não é apenas uma tarefa de digitalização. As áreas desgastadas devem ser distinguidas da geometria original, as superfícies funcionais devem ser identificadas e os requisitos de material, tratamento térmico, revestimento e inspeção devem ser reconstruídos ou confirmados.
Para componentes de caminho de gás quente, a engenharia reversa deve incluir inspeção de amostra, varredura 3D, verificação de material, análise de superfície funcional, planejamento de referência de usinagem, revisão de revestimento e avaliação de manufaturabilidade. Para peças com furos de resfriamento, perfis aerodinâmicos, anéis de vedação, características de entalhe em Z ou superfícies revestidas, a revisão de engenharia antes da ferramentaria pode reduzir o risco de produção e melhorar o ajuste final na montagem.
Etapa de Engenharia Reversa | Propósito | Benefício de Fabricação |
|---|---|---|
Limpeza da amostra e revisão visual | Identificar desgaste, trincas, danos no revestimento e áreas funcionais | Impede que a geometria desgastada seja copiada diretamente |
Varredura 3D | Captura a geometria do perfil aerodinâmico, raiz, anel de vedação e interface | Suporta a reconstrução CAD e comparação dimensional |
Verificação de material | Confirma a família da liga e a direção química | Ajuda a selecionar a rota de fundição, tratamento térmico, revestimento e inspeção |
Reconstrução da referência | Define como a peça deve ser usinada e inspecionada | Melhora o ajuste na montagem e evita deslocamento geométrico |
Revisão DFM | Avalia a viabilidade de fundição, usinagem, furos de resfriamento, revestimento e inspeção | Reduz alterações na ferramentaria, falhas de usinagem e riscos de entrega |
Quais Informações São Necessárias para Cotar Componentes de Caminho de Gás Quente GE 9E / 9171E?
Para cotar com precisão componentes de caminho de gás quente GE 9E / 9171E, o fornecedor deve entender a função do componente, quadro da turbina, requisito de material, geometria, rota de processo, pós-processamento, revestimento, nível de inspeção e cronograma de entrega. Uma palheta de turbina com furos de resfriamento e revestimento TBC requer uma estrutura de cotação diferente de um bico estático, segmento de anel de vedação ou revestimento de câmara de combustão.
Para uma cotação mais rápida, forneça as seguintes informações:
Modelo da turbina ou aplicação, como GE 9E, 9171E, turbina a gás classe E ou plataforma equivalente
Nome da peça e estágio, como bico de 1º estágio, palheta de 1º estágio, bico de 2º estágio, palheta de 3º estágio, anel de vedação, revestimento de câmara de combustão, peça de transição ou escudo térmico
Modelo CAD 3D, preferencialmente STEP, X_T, IGS ou outro formato editável
Desenho 2D com tolerâncias, requisitos de referência, notas de furos de resfriamento, requisitos de revestimento e padrões de inspeção
Grau de material necessário, como Inconel 713C, Inconel 738LC, CMSX-4, Rene N5, Nimonic 90, Stellite 6B, Hastelloy X ou outra superliga
Rota de fabricação necessária, como fundição por investimento a vácuo, fundição equiaxial, fundição direcional, fundição de cristal único, forjamento de precisão, metalurgia do pó, usinagem CNC, EDM ou perfuração de furos profundos
Pós-processamento necessário, como HIP, tratamento térmico, TBC, revestimento de ligação MCrAlY, revestimento Al-Si, soldagem de revestimento duro, revestimento resistente à oxidação ou acabamento superficial
Requisitos de inspeção, como relatório de MMC, FAI, raios-X, TC, FPI, metalografia, SEM, análise química, teste de tração, inspeção de revestimento ou verificação de fluxo
Quantidade para validação de protótipo, peças de reposição para parada, fabricação de reposição ou pedido de produção repetida
Cronograma de entrega alvo e destino de envio
Por Que Escolher a NewayAeroTech para Fabricação de Componentes de Caminho de Gás Quente GE 9E / 9171E?
A fabricação de componentes de caminho de gás quente GE 9E / 9171E requer uma cadeia de processo integrada. Um bico, palheta, palheta guia, anel de vedação ou componente de combustão bem-sucedido depende da seleção de superliga, qualidade de fundição, HIP, tratamento térmico, controle de referência CNC, precisão de furos de resfriamento por EDM, desempenho do revestimento e documentação de inspeção. Se essas etapas forem tratadas separadamente sem coordenação de engenharia, os riscos dimensionais e metalúrgicos podem aumentar.
A NewayAeroTech suporta a fabricação de componentes de ligas de alta temperatura desde o planejamento do processo até a inspeção final. Podemos ajudar a avaliar a seleção de materiais, método de fundição, pós-processamento, sobremedida de usinagem, fabricação de furos de resfriamento, estratégia de revestimento e relatórios de qualidade de acordo com desenhos, amostras, especificações e requisitos de aplicação do cliente. Nossas capacidades suportam geração de energia, aeroespacial, energia, marítimo, óleo e gás e outras aplicações industriais de alta temperatura.
Os nomes GE 9E e 9171E são usados apenas para descrever requisitos de aplicação de quadro de turbina. A NewayAeroTech foca na fabricação personalizada de componentes de superliga de acordo com desenhos, amostras, especificações e requisitos de projeto fornecidos pelo cliente.
Perguntas Frequentes (FAQ)