Como são fabricados os furos de resfriamento, superfícies de revestimento e áreas de desgaste nos pa...
Como São Fabricados os Furos de Resfriamento, Superfícies de Revestimento e Áreas de Desgaste nas Palhetas da Turbina GE 9E?
Os furos de resfriamento, superfícies de revestimento e áreas de desgaste nas palhetas da turbina GE 9E são fabricados através de uma combinação controlada de fundição de superligas, HIP (Compactação Isostática a Quente), tratamento térmico, usinagem CNC, eletroerosão (EDM), perfuração de furos profundos, revestimento de barreira térmica, camada de ligação MCrAlY, soldagem de sobreposição dura (hardface) e inspeção final. Essas características são críticas porque as palhetas da turbina operam sob altas temperaturas, carga centrífuga, oxidação, vibração e ciclos térmicos repetidos.
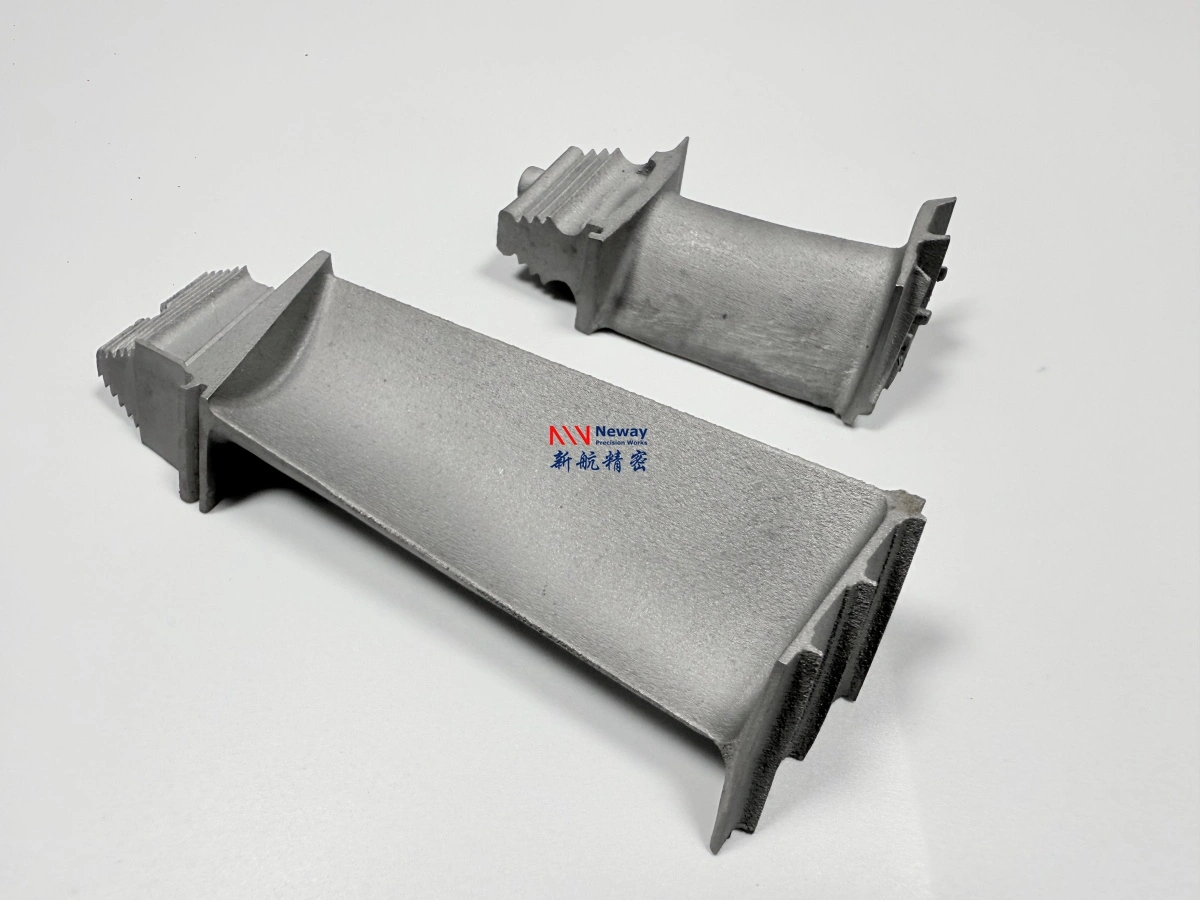
Para a fabricação de palhetas de turbina GE 9E / 9171E, o corpo da palheta é geralmente produzido a partir de uma superliga de alta temperatura por fundição ou controle avançado de solidificação. Após a produção do bruto, a raiz, a plataforma, o shroud (anel de vedação), os furos de resfriamento, as áreas de entalhe em Z, as faces de vedação e as superfícies revestidas devem ser processadas cuidadosamente. A NewayAeroTech oferece suporte para Usinagem CNC de Superligas, Eletroerosão (EDM), Perfuração de Furos Profundos em Superligas, Revestimento de Barreira Térmica (TBC) e Soldagem de Superligas para componentes personalizados da seção quente.
1. Por Que Furos de Resfriamento, Revestimentos e Áreas de Desgaste São Importantes nas Palhetas da Turbina GE 9E
As palhetas da turbina GE 9E trabalham em fluxo de gás de alta temperatura enquanto também suportam cargas mecânicas rotativas. O perfil aerodinâmico deve resistir ao calor, oxidação, fluência e fadiga. A raiz deve se encaixar com segurança na ranhura do rotor. As áreas do shroud e do entalhe em Z devem controlar o contato, vedação, vibração e desgaste. Furos de resfriamento e revestimentos ajudam a reduzir danos térmicos e estender a vida útil do componente.
Se os furos de resfriamento forem imprecisos, bloqueados, superdimensionados, subdimensionados ou desalinhados, o desempenho de resfriamento pode ser afetado. Se a espessura ou adesão do revestimento for instável, a palheta pode perder proteção térmica. Se as áreas de desgaste do entalhe em Z ou do shroud não forem usinadas ou soldadas corretamente, danos por contato e problemas relacionados à vibração podem aumentar.
Característica | Por Que É Importante | Principal Risco de Fabricação |
|---|---|---|
Furos de resfriamento | Controla a temperatura do metal durante a operação no caminho de gás quente | Furos bloqueados, ângulo incorreto, fluxo deficiente, rebarbas, camada refundida |
Superfície TBC | Reduz a exposição térmica nas superfícies do caminho de gás de alta temperatura | Adesão pobre, espessura irregular, descamação do revestimento, contaminação da superfície |
Camada de ligação MCrAlY | Melhora a resistência à oxidação e suporta a adesão do TBC | Ligação fraca, danos por oxidação, incompatibilidade do revestimento |
Superfície do shroud | Controla a área da ponta, vedação, contato e comportamento de vibração | Erro de perfil, desgaste, trincas, ajuste de contato deficiente |
Área de sobreposição dura do entalhe em Z | Melhora a resistência ao desgaste nas zonas de contato | Trincas, ligação de solda deficiente, perda excessiva de sobremetal para usinagem |
2. Como São Feitos os Furos de Resfriamento nas Palhetas da Turbina GE 9E?
Os furos de resfriamento nas palhetas da turbina GE 9E são tipicamente produzidos após as etapas de fundição e tratamento térmico. Como os materiais das palhetas da turbina são geralmente superligas à base de níquel ou ligas avançadas de alta temperatura, a perfuração convencional pode não ser adequada para todos os recursos de resfriamento. EDM, perfuração a laser ou perfuração de furos profundos podem ser selecionados dependendo do tamanho do furo, profundidade, ângulo, direção de acesso e geometria do perfil aerodinâmico.
A Eletroerosão (EDM) é adequada para pequenos furos de resfriamento, furos angulares, ranhuras estreitas e perfis difíceis em superligas duras. A Perfuração de Furos Profundos em Superligas pode ser usada quando são necessários passagens internas longas e relativamente retas. Para perfis aerodinâmicos complexos de palhetas de turbina, a inspeção deve confirmar o tamanho do furo, ângulo do furo, limpeza e consistência do caminho de fluxo.
Recurso de Resfriamento | Processo Possível | Foco do Controle de Qualidade |
|---|---|---|
Furos de resfriamento por filme | Perfuração por EDM ou perfuração a laser, dependendo da geometria | Diâmetro, ângulo, qualidade de saída, controle de rebarbas, consistência de fluxo |
Furos angulares | EDM ou perfuração controlada com suporte de dispositivo | Orientação do furo, localização no perfil aerodinâmico, repetibilidade, condição da superfície |
Recursos de resfriamento turbulento | EDM ou processo de perfuração especializado, dependendo do design | Repetibilidade do recurso interno, risco de bloqueio, acessibilidade para limpeza |
Passagens internas profundas | Perfuração de furos profundos ou EDM de acordo com o acesso e a relação profundidade-diâmetro | Retidão, risco de atravessamento, limpeza interna, controle da espessura da parede |
Ranhuras estreitas | EDM a fio ou EDM por penetração | Largura da ranhura, condição da borda, camada refundida, precisão dimensional |
3. Por Que o EDM É Importante para Recursos de Resfriamento em Superligas
O EDM é importante porque as superligas das palhetas da turbina são difíceis de usinar por corte convencional. Ligas à base de níquel possuem alta resistência a quente, baixa condutividade térmica, forte tendência ao encruamento e alto desgaste da ferramenta. Quando os furos de resfriamento são pequenos, angulares ou localizados em superfícies curvas do perfil aerodinâmico, o EDM pode fornecer um caminho mais prático do que a perfuração mecânica.
No entanto, o EDM ainda deve ser controlado cuidadosamente. O processo pode criar uma camada refundida ou microtrincas se os parâmetros não forem controlados. Para recursos críticos de palhetas de turbina, a qualidade do EDM deve ser avaliada por verificações dimensionais, inspeção visual, análise de seção, teste de fluxo ou inspeção por TC (Tomografia Computadorizada), quando exigido pela especificação do cliente.
Item de Controle do EDM | Por Que É Importante |
|---|---|
Controle dos parâmetros de descarga | Reduz a camada excessivamente afetada pelo calor e melhora a qualidade do furo |
Alinhamento do eletrodo | Controla o ângulo, posição e repetibilidade do furo de resfriamento |
Lavagem e limpeza | Previne detritos, bloqueio e descarga instável durante a usinagem |
Controle da camada refundida | Melhora a integridade da superfície para condições de fadiga e ciclos térmicos |
Inspeção final do furo | Confirma que os recursos de resfriamento atendem aos requisitos de desenho e fluxo |
4. Como São Aplicados os Revestimentos TBC e MCrAlY nas Palhetas da Turbina?
O revestimento de barreira térmica é aplicado às superfícies das palhetas da turbina que requerem proteção térmica contra a exposição a gases quentes. Um sistema de revestimento típico pode incluir preparação da superfície, camada de ligação MCrAlY, camada cerâmica de barreira térmica e inspeção final. A camada de ligação melhora a resistência à oxidação e ajuda a camada cerâmica a aderir ao substrato de superliga.
O Revestimento de Barreira Térmica (TBC) deve ser planejado juntamente com o sobremetal de usinagem, pois a espessura do revestimento pode afetar as dimensões finais, folga, rugosidade superficial e fluxo de ar. As áreas revestidas devem ser definidas claramente no desenho, especialmente perto das interfaces da raiz, superfícies da plataforma, áreas de vedação e furos de resfriamento.
Etapas do Revestimento | Propósito | Controle de Engenharia |
|---|---|---|
Preparação da superfície | Remove contaminação e prepara o substrato para o revestimento | Limpeza, rugosidade, mascaramento, ativação da superfície |
Camada de ligação MCrAlY | Melhora a resistência à oxidação e suporta a adesão do revestimento cerâmico | Espessura, ligação, cobertura, resistência à oxidação |
Camada cerâmica TBC | Reduz a exposição térmica da superliga base | Espessura, uniformidade, porosidade, adesão, comportamento de ciclo térmico |
Mascaramento e controle de folga | Protege áreas que devem permanecer sem revestimento ou dimensionalmente controladas | Superfícies da raiz, faces de acoplamento, saídas de furos de resfriamento, superfícies de vedação |
Inspeção final do revestimento | Verifica se o revestimento atende aos requisitos de desenho ou especificação | Inspeção visual, inspeção de espessura, revisão de adesão, condição da superfície |
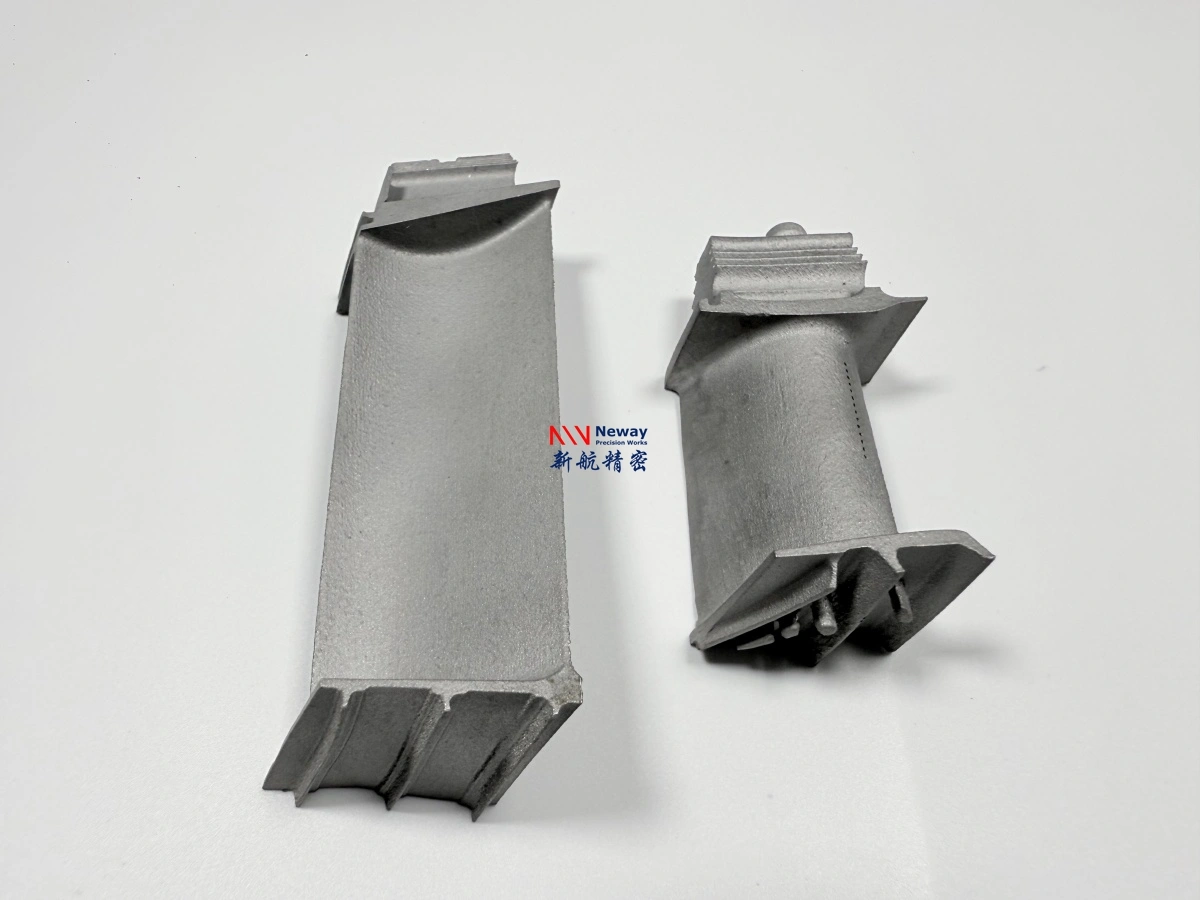
5. Como São Fabricadas as Áreas de Shroud, Entalhe em Z e Desgaste?
As áreas de shroud, entalhe em Z e contato por desgaste nas palhetas da turbina GE 9E requerem usinagem cuidadosa e tratamento de superfície, pois esses recursos afetam a vedação da ponta, controle de vibração, comportamento de contato e desempenho de desgaste a longo prazo. Essas áreas podem exigir usinagem CNC, soldagem de sobreposição dura, retificação, polimento e inspeção de superfície.
Materiais resistentes ao desgaste, como Stellite 6 ou Stellite 6B, podem ser avaliados para regiões de sobreposição dura ou contato. A Soldagem de Superligas pode ser usada para zonas de sobreposição dura selecionadas, mas a área soldada deve ser inspecionada quanto a trincas, qualidade da ligação e consistência dimensional após o processamento.
Área de Desgaste | Método de Fabricação | Foco do Controle de Qualidade |
|---|---|---|
Shroud de ponta escalonada | Usinagem CNC, retificação, acabamento superficial | Precisão do perfil, espessura local, superfície de contato, acabamento superficial |
Área do entalhe em Z | Soldagem de sobreposição dura, acabamento CNC, inspeção por líquidos penetrantes (FPI) | Controle de trincas, ligação da solda, resistência ao desgaste, recuperação dimensional |
Superfície de vedação | Usinagem CNC, controle de revestimento, acabamento superficial | Planicidade, rugosidade, sobremetal de revestimento, controle de vazamento |
Interface de contato | Liga resistente ao desgaste, sobreposição dura, usinagem, inspeção | Padrão de contato, integridade da superfície, comportamento de desgaste a longo prazo |
Borda da plataforma | Usinagem CNC, acabamento de transição, controle de revestimento | Condição da borda, concentração de tensão, transição do revestimento |
6. Qual Inspeção É Necessária Após a Usinagem dos Furos de Resfriamento e Revestimento?
Após a usinagem dos furos de resfriamento e revestimento, a inspeção deve confirmar que a palheta da turbina ainda atende aos requisitos dimensionais, metalúrgicos, de superfície e funcionais. Os furos de resfriamento devem ser verificados quanto ao tamanho, ângulo, bloqueio, rebarbas, camada refundida e limpeza. As superfícies revestidas devem ser verificadas quanto à espessura, cobertura, adesão, condição da superfície e precisão do mascaramento.
A NewayAeroTech fornece Testes e Análise de Materiais para componentes de ligas de alta temperatura. Dependendo dos requisitos do cliente, a inspeção pode incluir MMC (Máquina de Medir por Coordenadas), digitalização 3D, raios-X, TC (Tomografia Computadorizada), FPI (Inspeção por Líquidos Penetrantes), metalografia, SEM/EDS, inspeção de espessura de revestimento e revisão visual final.
Item de Inspeção | Método Típico | Propósito |
|---|---|---|
Diâmetro do furo de resfriamento | Calibrador de pinos, medição óptica, boroscópio, TC quando necessário | Confirma o tamanho e a repetibilidade do furo |
Ângulo do furo de resfriamento | Inspeção 3D, inspeção com dispositivo, TC ou análise de seção | Confirma a direção do furo e a relação com o perfil aerodinâmico |
Bloqueio interno | Inspeção por TC, verificação de fluxo, boroscópio, verificação de limpeza | Garante que o caminho de resfriamento esteja aberto e funcional |
Camada refundida | Seção metalográfica ou análise SEM quando necessário | Avalia a integridade da superfície por EDM |
Espessura do revestimento | Medição de espessura e relatório de revestimento | Confirma a espessura do TBC, camada de ligação ou revestimento protetor |
Trincas superficiais | FPI ou inspeção por líquidos penetrantes | Encontra trincas abertas após usinagem, soldagem, revestimento ou tratamento térmico |
7. Quais Informações os Compradores Devem Fornecer para Projetos de Furos de Resfriamento e Revestimento?
Para fabricar palhetas de turbina GE 9E com furos de resfriamento, revestimentos e áreas resistentes ao desgaste, os compradores devem fornecer geometria detalhada, material, revestimento e requisitos de inspeção. Sem notas sobre furos de resfriamento, requisitos de espessura de revestimento, áreas de mascaramento e especificações de zona de desgaste, o fornecedor pode não conseguir avaliar o risco do processo com precisão.
Informações Necessárias | Por Que É Importante |
|---|---|
Arquivo CAD 3D | Suporta revisão da geometria do perfil aerodinâmico, orientação dos furos de resfriamento e planejamento de usinagem |
Desenho 2D com notas de furos de resfriamento | Define diâmetro do furo, ângulo, localização, tolerância e requisito de inspeção |
Grau do material | Determina a dificuldade do EDM, tratamento térmico, compatibilidade do revestimento e método de inspeção |
Especificação do revestimento | Esclarece TBC, MCrAlY, Al-Si, revestimento de oxidação, espessura e requisitos de mascaramento |
Requisito da área de desgaste | Define se Stellite, soldagem de sobreposição dura, retificação ou usinagem final são necessários |
Padrão de inspeção | Confirma se MMC, TC, FPI, metalografia, relatório de revestimento ou verificação de fluxo são necessários |
Estágio da peça e aplicação | Ajuda a avaliar a zona de temperatura, condição de tensão, risco de revestimento e requisito de serviço |
Quantidade e prazo de entrega | Ajuda a avaliar o design do dispositivo, preparação do eletrodo, lote de revestimento e tempo de entrega |
8. Recomendação Prática de Engenharia
Para palhetas de turbina GE 9E, furos de resfriamento, superfícies de revestimento e áreas de desgaste devem ser planejados como uma rota de fabricação integrada. Os furos de resfriamento afetam o desempenho térmico, TBC e MCrAlY afetam a proteção da superfície, e as áreas de sobreposição dura do shroud ou entalhe em Z afetam o desgaste e o comportamento de contato. Esses recursos não devem ser cotados ou fabricados separadamente sem revisar a geometria completa da palheta e o requisito de serviço.
Para uma avaliação técnica mais rápida, forneça o modelo da turbina, estágio da palheta, arquivo CAD 3D, desenho 2D, grau do material, detalhes dos furos de resfriamento, especificação do revestimento, notas da área de desgaste, padrão de inspeção, quantidade e cronograma alvo de entrega. A NewayAeroTech pode revisar o componente e recomendar uma rota de fabricação prática para aplicações de palhetas de turbina tipo GE 9E, classe 9171E e outras da classe E.
Os nomes GE 9E e 9171E são usados apenas para descrever requisitos de aplicação de estrutura de turbina. A NewayAeroTech foca na fabricação personalizada de peças de superliga de acordo com desenhos, amostras, especificações e requisitos de projeto fornecidos pelo cliente.
