超合金性能向上のための熱障壁コーティング (TBC)
超合金耐久性を最大化するセラミック断熱
タービンエンジン、発電システム、熱交換器の超合金部品は、1000°Cを超える温度で日常的に作動します。優れた酸化およびクリープ耐性を備えていても、長期間の暴露は表面劣化と構造疲労を引き起こします。熱障壁コーティング (TBC)は重要な断熱を提供し、金属表面温度を最大150〜200°C低下させ、部品寿命を大幅に延長します。
Neway AeroTechは、インコネル、レネ、CMSX、ハステロイ合金から製造されたタービンブレード、ベーン、燃焼ライナー、排気ハードウェア用のプラズマ適用セラミックTBCシステムを提供します。
TBCシステムの構造と材料
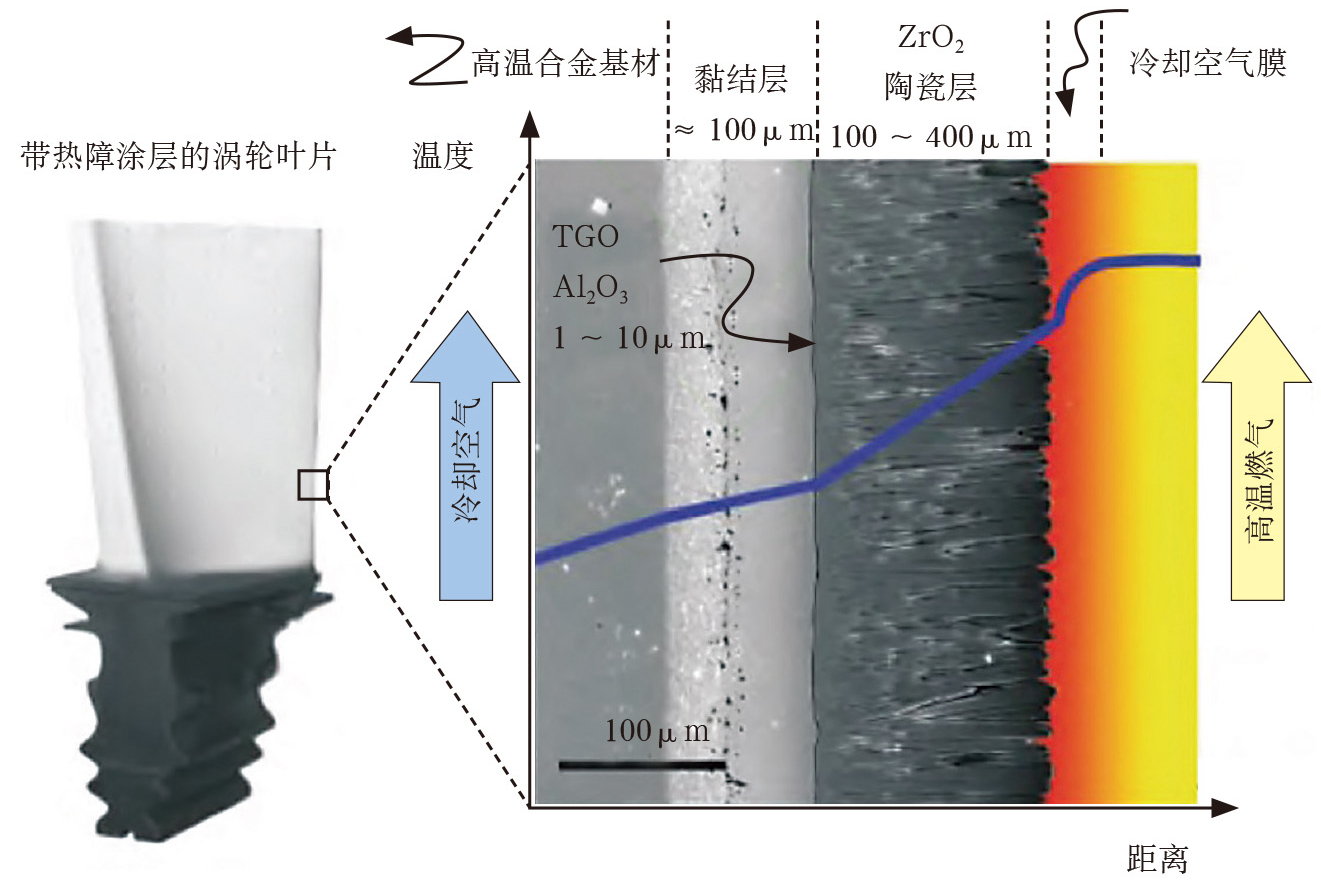
標準的なTBCシステムは、プラズマスプレーまたは電子ビーム物理蒸着 (EB-PVD) を使用して適用される2つの主要層を含みます:
ボンドコート (150–250 μm): MCrAlY層は密着性と耐酸化性を提供します
トップコート (80–300 μm): 断熱とひずみ適合のためのイットリア安定化ジルコニア (YSZ) セラミック
基材: 仕様に合わせて鋳造または機械加工され、コーティング前にグリットブラストされた超合金部品
プラズマスプレーコーティングは、ひずみ耐性のために10〜15%の気孔率を実現します。EB-PVDは、タービン翼型冷却のための羽根状構造を可能にします。
TBCで一般的に保護される超合金
合金 | 最高温度 (°C) | コーティング部品 | 業界 |
|---|---|---|---|
1050 | 固定子ベーン、排気ケーシング | ||
980 | 高圧タービンノズルセグメント | ||
1140 | 第一段ブレード | ||
1175 | 燃焼器ライナー |
TBCは酸化を低減し、クリープ発生を遅らせ、薄肉部を熱誘起歪みから保護します。
事例研究:CMSX-4翼型へのプラズマスプレーYSZ
プロジェクト背景
タービンメーカーは、1100°Cで作動するCMSX-4翼型にTBCを必要としていました。プラズマスプレーYSZ (8 wt.% Y₂O₃) が180 μmの厚さで、200 μmのNiCoCrAlYボンドコート上に適用されました。TBCは金属表面温度を140°C低下させ、クリープ寿命を1.8倍に増加させました。
典型的なTBCコーティング部品と用途
部品 | 基材 | TBC厚さ | 業界 |
|---|---|---|---|
ローターブレード | インコネル 738 | 250 μm | |
ベーンセグメント | レネ 88 | 220 μm | |
第一段ブレード | CMSX-4 | 180 μm | |
燃焼器パネル | ハステロイ X | 200 μm |
すべての部品は、密着性、気孔率、熱衝撃、表面完全性について試験されました。
TBC適用の課題と解決策
剥離リスク 基材とセラミック間の熱膨張ミスマッチが15 × 10⁻⁶/Kを超える場合
ガス流下での侵食 >30 m/s 時間とともにトップコート厚さを減少させる—材料緻密化が耐久性を向上
酸化物スケール形成 表面準備または環境が制御されていない場合、ボンドコート下に発生
Ra ≤ 5 μm TBC後のシール面に必要で、ラッピングまたはマスキングによって達成されなければならない
熱疲労 >1000サイクル 適合性のあるトップコート気孔率と柱状微細構造が必要
高温合金部品用プラズマTBCソリューション
45–55 kWでのプラズマスプレー 100–250 μm厚さでの均一なトップコート堆積のため
±0.1 mmの精密マスキング シールおよびねじ切り特徴を保護するため
ボンドコートグリットブラスト 4–6 Ra μm および酸化制御のためのNiCoCrAlY適用
8 wt.% Y₂O₃含有YSZ 1200°Cまでの高い熱サイクル耐性のために安定化
結果と検証
コーティングプロセス実行
コーティングは、リアルタイム熱スプレー監視を備えた真空シールプラズマセルで適用されました。スプレーパラメータは形状と基材に応じて調整されました。
熱性能
YSZコーティング表面は、1100°Cガス流下で表面温度が140–160°C低下しました。部品は1000サイクル熱衝撃試験に合格しました。
表面仕上げ
重要な寸法はコーティング後も保持され、シール面はRa 4.5 μmに研削されました。コーティング厚さの均一性は±10 μm以内に維持されました。
検査
CMMは形状を検証しました。SEMは気孔率10–12%、マイクロクラックなしを確認しました。X線検査はボンドライン完全性を検証しました。
FAQ
YSZベースTBCシステムの最大作動温度は?
使用後暴露または剥離後にTBCを再適用できますか?
タービン超合金に一般的に使用されるボンドコート材料は?
TBC厚さは部品寿命と冷却にどのように影響しますか?
TBCは燃焼器、ノズル、ベーン部品に適用可能ですか?
