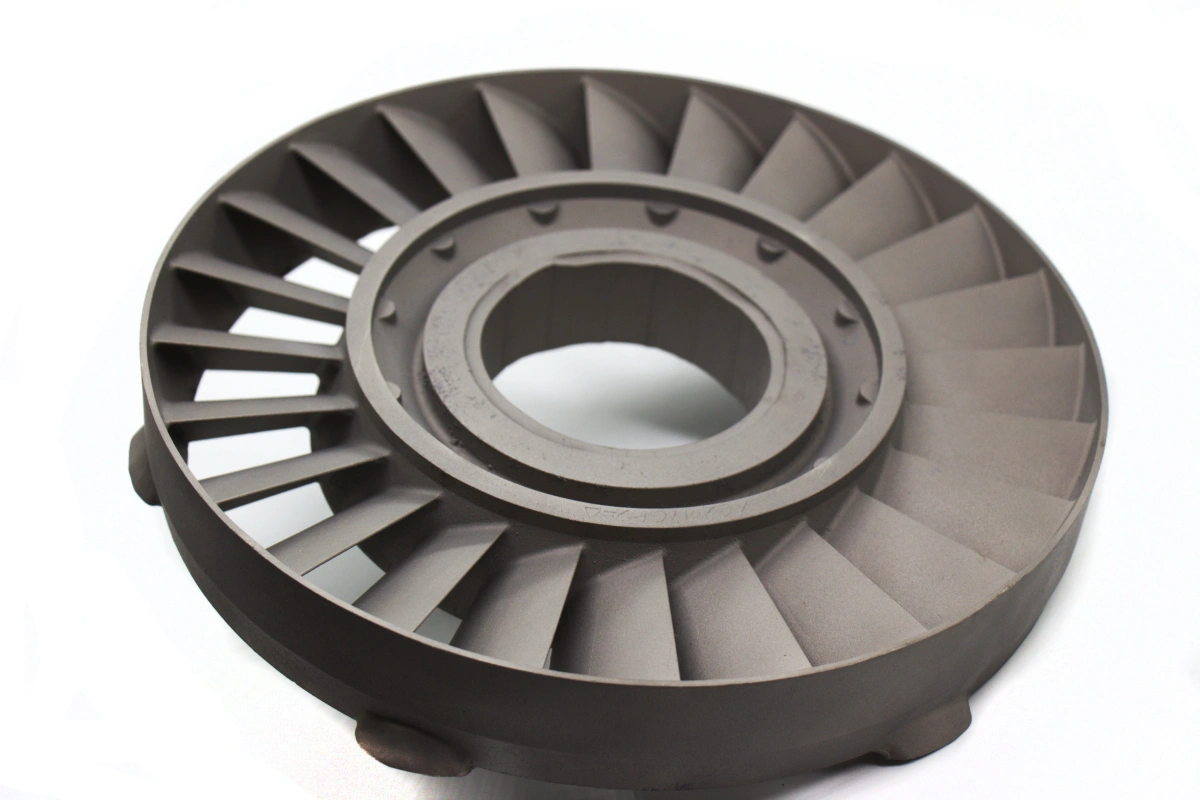
産業用ガスタービン修理および交換用の燃焼ライナー
NewayAeroTech は、産業用ガスタービンの修理および交換プロジェクト向けに、カスタム燃焼ライナーの製造をサポートしています。燃焼ライナー(燃焼室ライナーまたはガスタービンライナーとも呼ばれます)は、燃焼セクション内部で作動し、高温火焰、圧力変動、冷却空気、振動、酸化、腐食、および繰り返される熱サイクルにさらされます。
発電タービンのメンテナンスチームにとって、燃焼ライナーの交換品質は、燃焼安定性、ホットセクション寿命、排出ガスの一貫性、停止計画、および長期的な機器の信頼性に直接影響します。交換用ライナーは、納入前に材料性能、肉厚、真円度、冷却孔位置、表面状態、コーティング準備、および最終検査を制御する必要があります。
NewayAeroTech は、カスタム燃焼ライナー、燃焼室ライナー、遷移部関連のホットセクション部品、およびその他の高温ガスタービン交換部品に対して、発電タービン修理部品のサポートを提供しています。
直接的な回答:産業用ガスタービン向けカスタム燃焼ライナー
NewayAeroTech は、顧客の図面、使用済みサンプル、3D スキャンデータ、またはタービンモデル情報に基づき、産業用ガスタービンの修理および交換プロジェクト向けにカスタム燃焼ライナーを製造できます。設計に応じて、製造ルートには、高温合金成形、選択された部品の真空精密鋳造、CNC 加工、冷却孔穴あけ、放電加工 (EDM)、熱処理、コーティング準備、および最終検査が含まれる場合があります。
当社の製造サポート範囲は以下の通りです:
産業用ガスタービン向けカスタム燃焼ライナー
発電タービン向け交換用燃焼ライナー
燃焼室ライナー修理部品
高温燃焼ライナーの製造
冷却孔およびフィルム冷却特徴の加工
顧客の検査要件に応じた完成品または半成品のライナー納入
目標は、形状が制御され、材料状態が信頼でき、冷却特徴が正確で、表面品質が安定しており、追跡可能な検査文書付きのガスタービン燃焼ライナー交換部品を提供することです。
ガスタービン燃焼ライナーの作動条件
燃焼ライナーは、産業用ガスタービン内で最も過酷な環境の一つで作動します。これらは燃焼プロセスを保持し誘導すると同時に、周囲の構造を直接火焰および過度の熱から保護します。また、ライナーは孔、スロット、ルーバー、またはフィルム冷却特徴を通じて制御された冷却空気の通過を許可する必要があります。
典型的な作動条件には以下が含まれます:
高温燃焼ガスへの曝露
繰り返される起動・停止による熱サイクル
燃料および燃焼生成物による酸化および高温腐食
冷却空気の衝突およびフィルム冷却流
圧力変動、振動、および音響荷重
薄肉構造応力および局部変形のリスク
長期稼働期間中のコーティング劣化および表面酸化
これらの条件により、燃焼ライナーは適切な高温合金から製造され、肉厚、冷却孔形状、真円度、および表面状態について厳格な制御のもとで加工される必要があります。
燃焼ライナーが交換を必要とする理由
燃焼ライナーはタービン稼働中に徐々に劣化します。ベース合金が適切であっても、長期的な熱曝露、酸化、振動、および冷却孔の損傷により、ライナーの信頼性が低下する可能性があります。発電所のメンテナンス期间中、摩耗または損傷したライナーは、修理、再生、または交換を必要とする場合があります。
一般的な燃焼ライナーの故障モードには以下が含まれます:
繰り返し加熱および冷却によって引き起こされる熱疲労亀裂
火焰に面する表面近傍の焼損またはアブレーション
酸化、腐食、または侵食による肉薄化
薄肉変形、楕円化、または真円度の喪失
堆積物、酸化、またはコーティング蓄積による冷却孔の閉塞
冷却孔の焼穿またはエッジ損傷
コーティングの剥離、スパリング、または局部コーティング損失
溶接亀裂または局部修理ゾーンの故障
これらの欠陥が修理限界を超えた場合、交換用燃焼ライナーは燃焼セクションの信頼性を回復し、下流のホットセクション損傷のリスクを低減するのに役立ちます。
燃焼ライナーの材料選定
燃焼ライナー材料は、高温、酸化、腐食、熱疲労、および成形または製造応力に耐える必要があります。適切な合金は、タービンモデル、燃料種類、作動温度、冷却設計、コーティングシステム、および元の仕様によって異なります。
燃焼ライナープロジェクトにおける一般的な材料オプションには、Haynes 188、Hastelloy X、Inconel 625、および Inconel 718 が含まれます。これらの材料は、耐酸化性、高温強度、加工性、耐食性、および熱安定性の異なる組み合わせのために選定されます。
NewayAeroTech は、耐食性と熱安定性が重要なホットセクション部品向けに、ハステロイ合金の真空精密鋳造および高温合金製造をサポートしています。ニッケル基燃焼およびタービン部品については、インコネル合金の真空精密鋳造が材料比較およびカスタム部品開発をサポートできます。選択されたニッケル基高温用途については、ニモニック合金の真空精密鋳造も検討される場合があります。
材料 | 典型的な強度 | 燃焼ライナーの考慮事項 |
|---|---|---|
Haynes 188 | コバルト基高温耐酸化性および熱安定性 | コバルト合金性能が要求される過酷なホットセクション環境に適している |
Hastelloy X | 高温耐酸化性および優れた加工性 | 燃焼室および高温ガス経路構造において一般的に検討される |
Inconel 625 | 耐食性および耐酸化性 | 耐食性と製造性が重要である場合に有用 |
Inconel 718 | 高強度および広範な航空宇宙用途 | 温度と設計に応じて、構造的ホットセクション部品に選定される場合がある |
交換用燃焼ライナーの場合、可能であれば材料は元の図面または検証済みのサンプルデータに従うべきです。代替材料を検討する場合は、供給業者は作動温度、燃料環境、冷却設計、コーティング要件、および耐用年数目標を確認する必要があります。
産業用ガスタービン燃焼ライナーの製造ルート
燃焼ライナーは通常、多数の冷却孔と制御された円筒形または円錐形の形状を持つ薄肉ホットセクション部品です。その製造ルートには、成形、溶接、選択された特徴の鋳造、CNC 加工、孔加工、熱処理、コーティング準備、および検査が含まれる場合があります。
典型的なルートには以下が含まれる場合があります:
タービンモデル、ライナー図面、古いサンプル、または 3D スキャンデータのレビュー
材料グレード、肉厚、冷却孔設計、コーティング要件、および検査基準の確認
成形、製造、選択された部品の鋳造、または複合製造ルートによるライナー素地の生産
取付インターフェース、フランジ、基準特徴、および組立面の機械加工
冷却孔、希釈孔、スロット、または気流特徴の加工
必要に応じて熱処理または応力除去を適用
コーティング、洗浄、研磨、または顧客指定の後処理のための表面準備
孔位置、肉厚、真円度、表面亀裂、溶接部、および最終寸法の検査
顧客レビューおよび納入のための品質文書の準備
NewayAeroTech は、熱処理、表面制御、コーティング準備、洗浄、および検査を実用的な製造ワークフローに統合するための燃焼ライナー向けの超合金後処理をサポートしています。
燃焼部品のための鋳造および成形オプション
すべての燃焼ライナーが完全に鋳造されているわけではありません。多くのライナーは薄肉成形および製造された構造です。ただし、選択された燃焼部品、ライナーセグメント、ボス、取付特徴、遷移領域、ブラケット、または複雑な流路特徴は、形状と材料に応じて鋳造から恩恵を受ける場合があります。
燃焼部品向けの真空精密鋳造は、ニアネットシェイプ鋳造によって機械加工廃棄物を削減し、より多くの設計自由度を可能にする複雑な高温合金形状をサポートできます。カスタム修理部品の場合、鋳造はライナー設計に応じて機械加工、溶接、成形、または後処理と組み合わせられる場合があります。
鋳造または成形を評価する際、エンジニアは以下を確認すべきです:
肉厚および薄肉安定性
燃焼ガス曝露表面
冷却孔および希釈孔の位置
取付リング、フランジ、ブラケット、および局部ボス
溶接性以及び溶接後熱処理要件
コーティング準備および最終検査へのアクセス
最適なルートは元のライナー設計に依存します。交換プロジェクトの場合、製造方法は外観を単に複製するのではなく、機能を維持すべきです。
燃焼部品のための CNC 加工
CNC 加工は、組立、シール、および位置合わせを制御する燃焼ライナーの特徴に必要です。ライナー本体が成形または製造されたものであっても、取付面、フランジ領域、基準面、ボス、およびインターフェース特徴には精密機械加工が必要となる場合があります。
NewayAeroTech は、タービンホットセクション修理部品に使用されるニッケル基およびコバルト基高温合金を含む、燃焼部品向けの超合金 CNC 加工を提供しています。
典型的な機械加工領域には以下が含まれます:
取付フランジおよび組立インターフェース
検査およびフィットアップのための基準面
シール面および接触面
ボス、ブラケット、および局部取付特徴
スロット、ウィンドウ、または制御された境界エッジ
最終的な真円度、平面度、または位置制御を必要とする領域
燃焼ライナーはしばしば薄肉構造であるため、機械加工は慎重に計画する必要があります。過度の切削力、不適切な固定、または誤った基準選択は、歪みまたは組立不整合を引き起こす可能性があります。
燃焼ライナーの冷却孔制御
冷却孔は燃焼ライナーの性能にとって重要です。これらは冷却空気を通過させてライナー壁を保護し、燃焼プロセスを形成し、局部過熱を低減します。冷却孔が閉塞、誤配置、 oversized、undersized、またはエッジで焼損している場合、ライナーの耐用年数が短縮される可能性があります。
冷却孔向けの超合金深孔穴あけは、長く困難な気流孔が必要な選択された燃焼部品をサポートできます。孔が小さい、角度付き、薄肉感受性が高い、または従来の穴あけでは加工が困難な場合は、EDM 孔加工も使用される場合があります。
冷却孔制御は以下に焦点を当てるべきです:
孔径および公差
孔位置およびパターンの一貫性
孔角度および気流方向
エッジ品質およびバリの除去
堆積物、コーティング、または機械加工残渣による閉塞
孔周辺の肉厚および焼穿リスク
冷却孔特徴は、フィルム冷却、壁温、および燃焼ライナーの耐久性に直接影響するため、納入前に検査する必要があります。
燃焼ライナーの表面およびコーティング準備
燃焼ライナーは、耐酸化コーティング、サーマルバリアコーティング、または顧客指定の保護処理の前に表面準備を必要とする場合があります。コーティング前の表面品質は、コーティング密着性、厚さの一貫性、および稼働信頼性に影響します。
表面およびコーティング準備には以下が含まれる場合があります:
酸化スケール、油、および加工汚染物の除去
冷却孔、スロット、および薄肉エッジのバリ取り
ライナーの内部および外部表面の洗浄
コーティング要件に応じた粗さの制御
必要に応じて取付特徴、シール面、または孔のマスキング
コーティング前の亀裂、くぼみ、および表面欠陥の検査
製造中にコーティング厚さが考慮されない場合、冷却孔、シール特徴、または組立クリアランスに影響が出る可能性があります。したがって、コーティング_allowance_およびマスキングは、設計および RFQ 段階で確認すべきです。
ガスタービン燃焼ライナーの検査
検査は燃焼ライナーにとって不可欠です。これは、部品が薄肉構造、冷却孔、高温合金材料、表面状態、および組立要件を組み合わせているためです。検査計画は、ライナー形状と、冷却および稼働信頼性を制御する特徴の両方を検証する必要があります。
検査項目 | 確認内容 | 重要性 |
|---|---|---|
冷却孔 | 孔位置、直径、角度、閉塞、エッジ品質 | 冷却空気分布およびライナー壁温を制御する |
肉厚 | 薄肉の一貫性、局部肉薄化、成形または機械加工領域 | 脆弱ゾーン、焼穿、および変形リスクを防止する |
真円度および形状 | 真円度、楕円度、フランジ整列、組立形状 | 燃焼セクションでの正しい適合を保証する |
FPI(浸透探傷検査) | 表面亀裂、熱疲労亀裂、開口欠陥 | 納入またはコーティング前に亀裂リスクを特定するのに役立つ |
溶接検査 | 溶接亀裂、アンダーカット、溶け込み不良、局部歪み | 製造されたライナーアセンブリの構造的信頼性をサポートする |
コーティング前表面 | 清浄度、粗さ、酸化皮膜除去、マスキング領域 | コーティング密着性および熱保護性能をサポートする |
検査要件は見積もり前に確認すべきです。冷却孔測定、肉厚チェック、真円度検査、FPI、溶接検査、コーティング準備レビュー、および材料レポートはすべて、コストおよびリードタイムに影響を与える可能性があります。
燃焼ライナー交換のためのリバースエンジニアリングサポート
多くの燃焼ライナー交換プロジェクトは、使用済み部品、損傷サンプル、不完全な図面、または 3D スキャンデータから始まります。これらの場合、リバースエンジニアリングは元の設計と稼働損傷を区別する必要があります。
NewayAeroTech は、以下に基づいてプロジェクトをレビューできます:
元の図面および 3D CAD ファイル
使用済み燃焼ライナーサンプル
3D スキャンデータおよび再構築モデル
亀裂、焼損、コーティング損失、または冷却孔損傷を示す写真
旧部品からの材料分析
タービンモデル、燃焼システムタイプ、および作動条件
リバースエンジニアリングされた燃焼ライナーの場合、冷却孔、肉厚、真円度、取付インターフェース、および摩耗領域を慎重にレビューすべきです。使用済みライナーには、新しい交換部品にコピーすべきではない熱変形、酸化損失、閉塞孔、およびコーティング損傷がある可能性があります。
産業用ガスタービンライナー修理における供給業者の価値
適格な燃焼ライナー供給業者は、材料、熱曝露、冷却孔設計、薄肉製造、後処理、および検査の間の完全な関係を理解している必要があります。供給業者は、ライナーを単なる板金シェルまたは単純な機械加工部品として扱ってはなりません。
NewayAeroTech は、以下を提供することで燃焼ライナーの修理および交換プロジェクトをサポートしています:
高温合金材料のレビュー
成形、鋳造、機械加工、および複合製造ルートの評価
取付およびシールインターフェースのための CNC 加工
冷却および気流特徴のための深孔穴あけまたは EDM のレビュー
熱処理、洗浄、コーティング準備、および後処理サポート
冷却孔、肉厚、真円度、FPI、溶接、および表面検査の計画
プロトタイプ、小批量修理部品、および長期スペアライナーの製造
この統合アプローチは、特に修理プロジェクトが発電所の停止スケジュールが厳しい場合に、成形、機械加工、コーティング、および検査供給業者間のコミュニケーションギャップを削減するのに役立ちます。
燃焼ライナー交換のための RFQ チェックリスト
燃焼ライナーを正確に見積もるために、顧客は技術図面と稼働情報の両方を提供すべきです。これにより、供給業者は材料選定、製造ルート、冷却孔加工、検査コスト、および納入リスクを評価できます。
完全な RFQ には以下を含めるべきです:
タービンモデル、燃焼ライナータイプ、部品番号、および改訂レベル
利用可能な場合の 2D 図面および 3D CAD ファイル
リバースエンジニアリングが必要な場合の使用済みライナーサンプル、写真、または 3D スキャンデータ
必要な材料グレード(例:Haynes 188、Hastelloy X、Inconel 625、または Inconel 718)
肉厚、真円度、フランジ、および組立インターフェース要件
冷却孔直径、位置、角度、パターン、および検査要件
熱処理、溶接、コーティング、または表面準備要件
FPI、溶接検査、CMM、肉厚レポート、孔レポート、材料レポート、またはコーティング準備レビューなどの検査要件
プロトタイプ、修理バッチ、または長期スペア部品プログラムのための数量
納入スケジュール、停止タイミング、梱包、および文書要件
プロジェクトが損傷したライナーに基づく場合、顧客は亀裂領域、焼損ゾーン、コーティング損失、閉塞冷却孔、修理済溶接部、および機能的な取付面を特定すべきです。これにより、リバースエンジニアリングのエラーを防ぎ、より信頼性の高い交換製造をサポートできます。
結論
産業用ガスタービンの修理および交換用の燃焼ライナーは、高温合金材料、薄肉形状、冷却孔特徴、表面状態、コーティング準備、および検査の慎重な制御を必要とします。これらの部品は、熱サイクル、酸化、振動、冷却気流、およびコーティング劣化がすべて耐用年数に影響を与える高温燃焼環境で作動します。
NewayAeroTech は、図面、旧部品、3D スキャンデータ、またはタービンモデル情報からカスタム燃焼ライナー製造をサポートしています。当社の能力には、高温合金成形ルートのレビュー、選択された燃焼部品向けの真空精密鋳造、超合金 CNC 加工、冷却特徴のための深孔穴あけまたは EDM、後処理、FPI、肉厚検査、真円度チェック、溶接レビュー、および最終文書作成が含まれます。
燃焼ライナー修理部品のお見積もりについては、タービンモデル、ライナー部品番号、2D 図面、3D ファイル、サンプル写真、材料要件、冷却孔詳細、コーティング要件、検査基準、数量、および納入目標をお送りください。当社のエンジニアリングチームが、お客様の産業用ガスタービン修理プロジェクトに最も適した製造ルートを確認いたします。
