Fonderie de composants d'aubes de turbine à gaz en superalliage Rene 65
Introduction
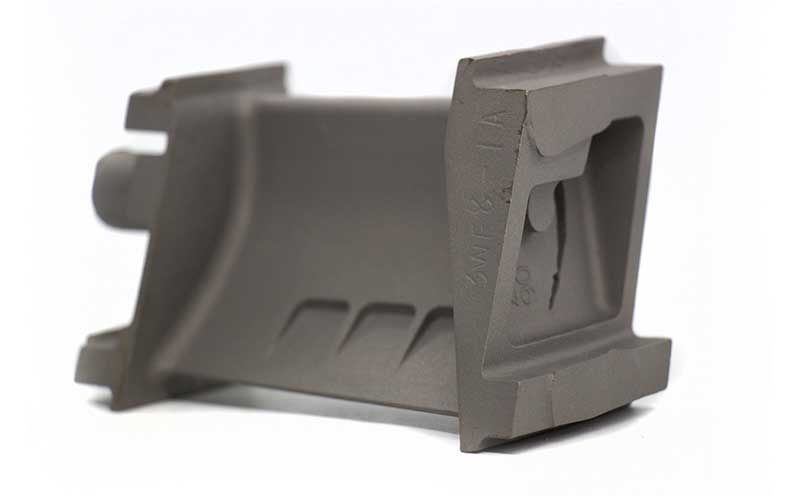
Le Rene 65 est un superalliage à base de nickel à haute résistance, conçu pour les applications avancées de turbines à gaz nécessitant une excellente résistance au fluage, une résistance à la fatigue et une stabilité thermique jusqu'à 980°C. En tant que fonderie spécialisée en superalliages, nous produisons des composants d'aubes de turbine en Rene 65 de précision en utilisant le moulage à la cire perdue sous vide, atteignant des tolérances dimensionnelles serrées (±0,05 mm), des structures de grains équiaxes et une porosité inférieure à 1%.
Nos pièces moulées sont optimisées pour les turbines à gaz aérospatiales et industrielles, offrant une durabilité exceptionnelle et une intégrité mécanique dans les environnements sévères de sections chaudes.
Technologie clé : Moulage à la cire perdue sous vide du Rene 65
Nous appliquons le moulage à la cire perdue sous vide pour fabriquer les composants en Rene 65. L'alliage est fondu sous vide et coulé à ~1450°C dans des moules en céramique (8–10 couches) préchauffés à ~1100°C. Des vitesses de refroidissement contrôlées (30–80°C/min) produisent des structures de grains équiaxes uniformes (0,5–2 mm) et éliminent les défauts de solidification. Le procédé offre une précision dimensionnelle de ±0,05 mm et une porosité constamment faible (<1%).
Caractéristiques du matériau de l'alliage Rene 65
Le Rene 65 est un superalliage à base de nickel renforcé par γ′, développé pour les aubes, les pales de turbine et les composants structuraux de sections chaudes. Sa combinaison équilibrée de résistance, de ductilité et de résistance à la fatigue thermique le rend idéal pour les environnements de turbine à haute charge. Les propriétés clés incluent :
Propriété | Valeur |
|---|---|
Densité | 8,36 g/cm³ |
Résistance à la traction ultime (à 815°C) | ≥1240 MPa |
Limite d'élasticité (à 815°C) | ≥1050 MPa |
Allongement | ≥12% |
Résistance à la rupture par fluage (1000h @ 927°C) | ≥200 MPa |
Limite de température de fonctionnement | Jusqu'à 980°C |
Résistance à l'oxydation | Excellente |
Le Rene 65 maintient une stabilité de phase et une intégrité mécanique sous contrainte soutenue, cyclage thermique et exposition aux flux de gaz chauds.
Étude de cas : Production de composants d'aubes de turbine à gaz
Contexte du projet
Un fabricant de turbines à gaz (OEM) avait besoin de segments d'aubes haute pression durables pour la tuyère du premier étage d'une turbine industrielle fonctionnant à 950°C. Le Rene 65 a été sélectionné pour sa résistance supérieure au fluage et à la fatigue. Nous avons livré des composants moulés sous vide conformes aux spécifications AMS et OEM, avec finition post-HIP et usinage CNC pour un contrôle dimensionnel précis et des performances de fatigue thermique.
Applications typiques des aubes de turbine à gaz
Aubes directrices de tuyère HPT (ex : Siemens SGT-800, GE LM6000) : Aubes porteuses en Rene 65 exposées aux gaz de combustion à haute vitesse et au cyclage thermique continu.
Segments d'aubes de zone de transition : Aubes d'étage intermédiaire reliant la chambre de combustion et la turbine, nécessitant une stabilité dimensionnelle et une protection contre l'oxydation.
Plateformes de profil fixe : Plateformes haute température dans les turbines de puissance conçues pour une longue durée de vie dans des conditions de fluage et de rupture sous contrainte.
Aubes de refroidissement du cœur du moteur : Aubes moulées avec précision avec canaux internes pour la gestion thermique sous flux de gaz haute pression et haute température.
Ces composants d'aubes fonctionnent dans des environnements thermiques extrêmes et nécessitent à la fois une précision dimensionnelle et une durabilité mécanique à long terme.
Solutions de fabrication pour les composants d'aubes en Rene 65
Procédé de moulage Les modèles en cire sont injectés, assemblés et enrobés dans des moules en céramique multicouches. La fusion et la coulée sous vide à ~1450°C assurent la pureté métallurgique. La solidification est étroitement contrôlée pour obtenir une taille de grain uniforme et éviter les criques à chaud.
Post-traitement Le compactage isostatique à chaud (HIP) à 1190°C et 100 MPa élimine la porosité interne. Des traitements de mise en solution et de vieillissement sont effectués pour affiner la précipitation γ′ et améliorer la résistance à haute température.
Usinage final L'usinage CNC est appliqué pour les faces d'étanchéité, les ajustements de racine et les contours aérodynamiques. L'EDM permet la finition des sorties de trous de refroidissement et des bords de fuite. Le perçage profond est utilisé pour les passages internes de refroidissement par air.
Traitement de surface Les revêtements barrière thermique (TBC) sont appliqués par APS ou EB-PVD pour améliorer la résistance à l'oxydation et réduire la température. Des revêtements d'aluminisation peuvent également être utilisés pour une diffusion de surface protectrice.
Contrôles et inspections Chaque aube subit une inspection radiographique par rayons X, une analyse dimensionnelle par machine à mesurer tridimensionnelle (MMT) et des essais mécaniques à température élevée. L'évaluation métallographique confirme la stabilité de phase et l'uniformité des grains.
Principaux défis de fabrication
Moulage de géométries complexes de profil avec une uniformité de grains équiaxes et une distorsion minimale.
Maintenir l'intégrité de surface et la résistance à l'oxydation après des milliers d'heures de fonctionnement au-dessus de 950°C.
Atteindre des tolérances serrées pour l'ajustement de la racine, le bord de fuite et l'alignement des fentes de refroidissement.
Résultats et vérification
Précision dimensionnelle de ±0,05 mm confirmée par balayage 3D sur MMT.
Porosité <1% vérifiée par radiographie après consolidation HIP.
Résistance à la rupture par fluage ≥200 MPa à 927°C confirmée lors de cycles d'essai de 1000 heures.
Résistance à la fatigue thermique validée par des tests de gradient thermique de 1000 cycles à 980°C.
FAQ
Pourquoi le Rene 65 est-il idéal pour le moulage des composants d'aubes de turbine à gaz ?
Quel traitement thermique est utilisé pour optimiser les propriétés du Rene 65 ?
Les aubes en Rene 65 peuvent-elles être personnalisées avec un refroidissement interne et des revêtements TBC ?
Comment votre fonderie assure-t-elle la structure des grains et la santé du moulage ?
Quelles normes d'essai sont appliquées pour confirmer la conformité des performances à haute température ?
