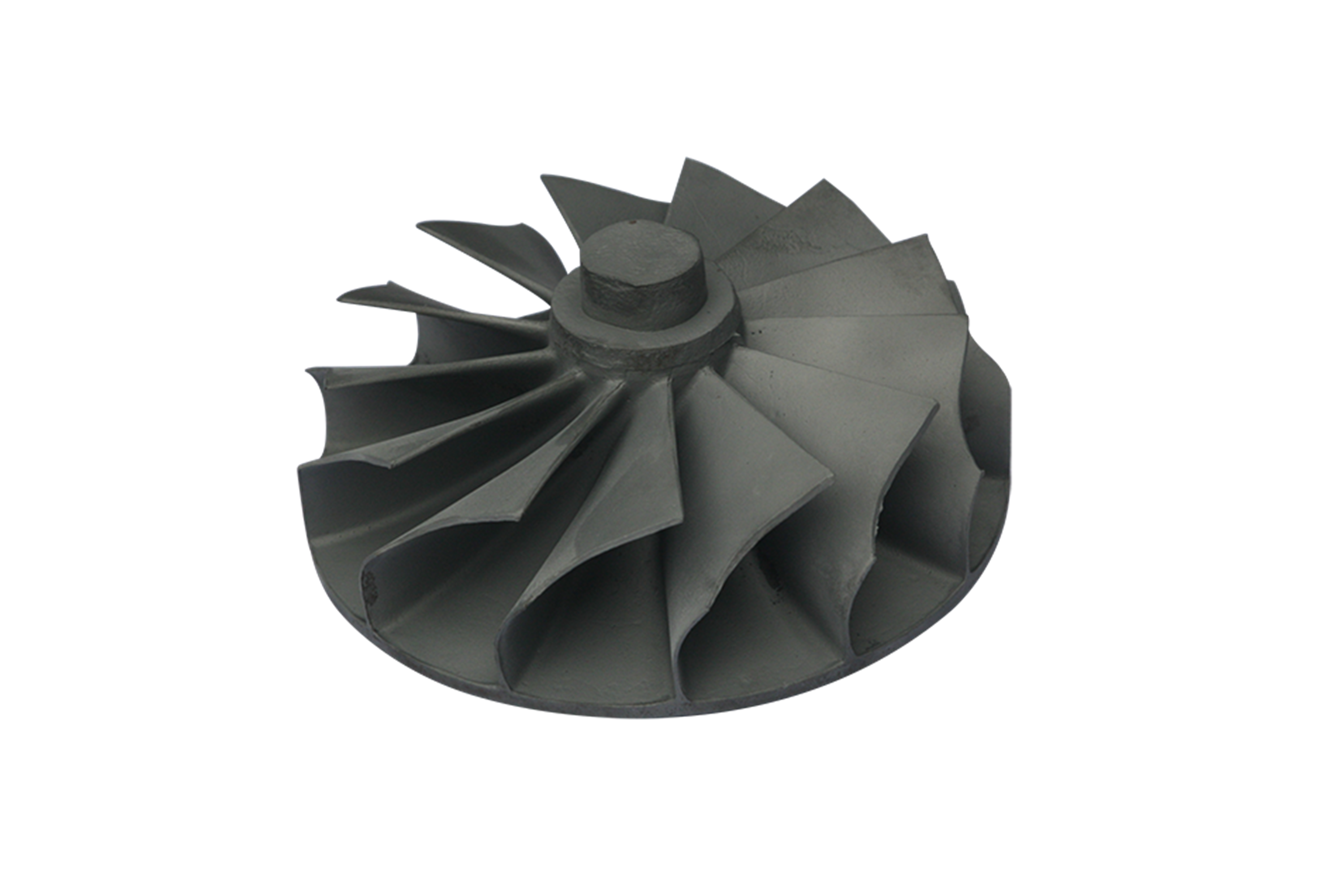
Pièces de turbine IN713LC coulées en cristaux équiaxes
Introduction
La coulée en cristaux équiaxes du superalliage à base de nickel IN713LC est largement utilisée dans la fabrication de composants de turbine haute performance pour des applications exigeantes dans les secteurs de l'aérospatiale et de la production d'énergie. Réputé pour sa stabilité exceptionnelle à haute température, les pièces en IN713LC fonctionnent régulièrement à des températures allant jusqu'à 982°C (1800°F), offrant des résistances à la traction supérieures dépassant 1034 MPa.
Neway AeroTech est spécialisé dans la coulée avancée en cristaux équiaxes de superalliages, utilisant la technologie de fusion par induction sous vide pour produire des composants de turbine avec des tailles de grains uniformes comprises entre 0,5 et 2 mm. Ce contrôle méticuleux garantit une résistance exceptionnelle à la fatigue, des propriétés mécaniques optimisées et une fiabilité remarquable dans des conditions de contraintes thermiques et mécaniques sévères.
Technologie de base de la coulée en cristaux équiaxes IN713LC
Injection du modèle en cire : Des modèles en cire de haute précision sont injectés dans des moules en aluminium, reproduisant avec précision la géométrie du composant de turbine avec une exactitude de ±0,05 mm.
Formation de la coquille céramique : Les modèles sont revêtus plusieurs fois avec une barbotine céramique et un stuc réfractaire, construisant des coquilles robustes d'environ 6 à 8 mm d'épaisseur.
Élimination de la cire (Déciretage) : Les moules en coquille subissent un déciretage en autoclave à 150°C, éliminant efficacement les modèles en cire sans compromettre l'intégrité structurelle du moule ou la précision dimensionnelle.
Cuisson de la coquille : Les coquilles céramiques sont cuites à environ 1000°C, améliorant la résistance mécanique et éliminant complètement l'humidité résiduelle et les impuretés organiques.
Fusion par induction sous vide : Les lingots d'alliage IN713LC subissent une fusion par induction sous vide vers 1450°C, garantissant une composition chimique précise et éliminant les défauts liés aux gaz.
Solidification en cristaux équiaxes : L'alliage fondu remplit les coquilles préchauffées à des vitesses contrôlées ; un refroidissement rapide et uniforme produit des cristaux équiaxes (taille de grain de 0,5 à 2 mm).
Élimination de la coquille (Démoulage) : Après refroidissement à température ambiante, les moules céramiques sont retirés mécaniquement par des techniques de projection d'eau à haute pression et de vibration abrasive douce.
Traitements post-coulée : Les composants subissent des traitements thermiques contrôlés, une compression isostatique à chaud (CIC) à 1150°C et une pression de 150 MPa, améliorant l'intégrité mécanique et éliminant la porosité résiduelle.
Caractéristiques du matériau IN713LC
L'IN713LC est un alliage à base de nickel durcissable par précipitation optimisé pour la résistance à haute température et la résistance à la corrosion. Les principales propriétés du matériau incluent :
Température de fonctionnement maximale : jusqu'à 982°C (1800°F)
Résistance à la traction : ≥1034 MPa (150 ksi) à température ambiante
Limite d'élasticité : ≥862 MPa (125 ksi) à température ambiante
Allongement : ≥5%
Résistance au fluage : Résistance supérieure à la rupture par fluage dépassant 200 MPa après 1000 heures à 760°C
Résistance à l'oxydation : Résistance exceptionnelle sous exposition prolongée à des températures élevées
Ces caractéristiques font de l'IN713LC un matériau idéal pour les applications de turbine dans les moteurs aérospatiaux et les turbines à gaz industrielles.
Étude de cas : Coulée en cristaux équiaxes de pièces de turbine
Contexte du projet
Neway AeroTech a récemment collaboré avec un fabricant de turbine leader pour fournir des composants de turbine moulés avec précision utilisant la coulée en cristaux équiaxes de l'IN713LC. Le client exigeait des performances fiables dans des conditions de fonctionnement extrêmes dans les moteurs d'aviation à haute poussée et les turbines à gaz industrielles, nécessitant le respect des normes de qualité strictes AS9100 et NADCAP.
Modèles de turbine courants
Les modèles de turbine typiques utilisant l'IN713LC incluent :
Pratt & Whitney série PT6 : Moteurs turbopropulseurs largement utilisés pour les avions régionaux, les hélicoptères, les avions agricoles et les plates-formes d'aviation générale.
General Electric (GE) LM2500 : Turbines à gaz industrielles couramment utilisées pour la propulsion marine, les installations de production d'électricité et les stations de pompage de pétrole et de gaz dans le monde entier.
Rolls-Royce RB211 : Un moteur turbofan à fort taux de dilution largement utilisé dans l'aviation commerciale, propulsant notamment les modèles d'avions Boeing 747 et 757.
Honeywell TPE331 : Moteurs turbopropulseurs privilégiés dans les avions de transport régional, les avions d'entraînement militaires, les avions agricoles et les applications spécialisées de drones de surveillance et de reconnaissance.
Sélection et caractéristiques structurelles des pièces de turbine typiques
Les composants de turbine sélectionnés comprenaient des aubes, des aubes directrices et des segments de tuyère. Les caractéristiques structurelles critiques prises en compte :
Géométries aérodynamiques complexes optimisées grâce à l'analyse CFD
Passages de refroidissement internes pour atténuer les forts gradients thermiques
Configurations à parois minces (jusqu'à 0,8 mm d'épaisseur) pour l'optimisation du poids
Tolérances dimensionnelles précises dans une plage de ±0,05 mm, vérifiées à l'aide d'une machine à mesurer tridimensionnelle (MMT)
Solution de fabrication des composants de turbine
Préparation de la coulée : Modèles en cire précis et moules céramiques produits, maintenant une exactitude dimensionnelle conforme aux normes de l'industrie aérospatiale avec des tolérances de ±0,05 mm de manière constante.
Coulée sous vide : La fusion par induction sous vide à 1450°C sous vide contrôlé (≤10^-3 Pa) garantit une fusion sans contamination pour une stabilité optimale de la composition chimique.
Solidification contrôlée : L'alliage fondu se solidifie dans des moules préchauffés à des vitesses de refroidissement contrôlées pour obtenir des structures de grains uniformes d'une taille moyenne comprise entre 0,5 et 2 mm.
Compression isostatique à chaud (CIC) : Les composants sont soumis à une CIC à 1150°C et 150 MPa, réduisant efficacement la porosité interne et améliorant l'intégrité mécanique et structurelle.
Traitement thermique : Un traitement thermique est effectué à 1200°C pendant 2 heures, suivi d'un refroidissement rapide à l'air, puis d'un vieillissement à 850°C pendant 16 heures.
Usinage CNC de précision : Un usinage CNC de haute précision est réalisé pour obtenir des profils aérodynamiques complexes et des dimensions critiques avec des tolérances de ±0,02 mm.
Usinage par décharge électrique (EDM) : L'EDM est utilisé pour créer avec précision des passages de refroidissement internes complexes et des caractéristiques à parois minces pouvant atteindre 0,8 mm d'épaisseur.
Finition de surface et inspection : Finition de surface combinée à des inspections dimensionnelles rigoureuses (MMT), essais non destructifs (rayons X, ultrasons), garantissant la conformité aux normes AS9100.
Principaux défis de fabrication des pièces en alliage haute température
Maintenir un contrôle précis de la taille des grains (<2 mm) et de l'uniformité
Minimiser les défauts microstructuraux, tels que la micro-retassure et la précipitation de carbures
Assurer des propriétés mécaniques constantes sur des géométries complexes
Exactitude dimensionnelle dans le cadre de spécifications aérospatiales strictes
Résultats et vérification
L'uniformité de la taille des grains est constamment maintenue dans la plage cible de 0,5 à 2 mm, garantissant une résistance à la fatigue et une stabilité mécanique optimales.
Les inspections non destructives par rayons X et ultrasons n'ont détecté aucun défaut interne critique, confirmant l'intégrité des composants et leur conformité aux normes aérospatiales.
Les essais de résistance à la traction ont confirmé des performances supérieures à 1034 MPa à température ambiante, validant la fiabilité sous des contraintes et températures opérationnelles sévères.
Les essais de fatigue ont dépassé l'objectif de 100 000 cycles dans des conditions de fonctionnement simulées, démontrant une durabilité améliorée et des capacités de durée de vie prolongée.
FAQ
Quels sont les avantages spécifiques que l'IN713LC offre dans les applications de turbine à haute température ?
Quels sont les contrôles qualité critiques mis en œuvre lors de la coulée en cristaux équiaxes ?
Quelles industries utilisent principalement les pièces de turbine coulées en cristaux équiaxes IN713LC ?
Quelles tolérances dimensionnelles pouvez-vous atteindre avec les composants de turbine IN713LC ?
Quelles méthodes d'essai garantissent la fiabilité mécanique des pièces de turbine en alliage haute température ?
