Analyse de la morphologie des inclusions dans la fabrication des aubes de turbine
Dans le monde haute performance des aubes de turbine, où la fiabilité et la résistance sont critiques, la précision des procédés de fabrication est de la plus haute importance. L'un des aspects les plus cruciaux de la fabrication des aubes de turbine est le contrôle de la morphologie des inclusions. Les inclusions—de minuscules particules ou impuretés dans le matériau—peuvent affecter de manière significative les propriétés mécaniques des aubes de turbine, telles que la résistance, la résistance à la fatigue et la durabilité thermique. Ce blog explore le rôle de l'analyse de la morphologie des inclusions dans la fabrication des aubes de turbine monocristallines, en se concentrant sur le procédé de moulage, les superalliages appropriés, les techniques de post-traitement, les essais et leur application dans diverses industries telles que l'aérospatiale et l'aviation, et la production d'énergie.

Procédé de moulage pour les aubes de turbine monocristallines
Le procédé de moulage est essentiel pour produire des aubes de turbine monocristallines de haute qualité. Parmi les diverses techniques disponibles, le moulage monocristallin est privilégié pour produire des aubes de turbine aux propriétés mécaniques supérieures, notamment pour les applications aérospatiales et de production d'énergie. Le procédé implique la solidification directionnelle du métal en fusion, créant une structure monocristalline dans l'aube, ce qui améliore sa résistance au fluage et à la fatigue.
La méthode de moulage à la cire perdue sous vide est couramment utilisée pour mouler ces aubes de turbine haute performance. Ce procédé consiste à créer un modèle en cire de l'aube, à le recouvrir d'une coque céramique, puis à faire fondre la cire pour former un moule creux. Le métal en fusion est versé dans le moule dans un environnement sous vide, réduisant la probabilité de porosité gazeuse et assurant la précision et la haute qualité de la pièce finale. Cette méthode est essentielle pour produire les géométries complexes et les caractéristiques détaillées requises dans les aubes de turbine modernes.
Cependant, obtenir une structure monocristalline nécessite un contrôle précis du procédé de moulage. La solidification de l'alliage doit être soigneusement gérée pour favoriser la formation d'un monocristal plutôt que de multiples grains. L'utilisation de techniques de moulage monocristallin de superalliages, comme le procédé de chauffage par gradient et le contrôle du taux de fusion, aide à diriger la formation d'un monocristal en contrôlant la vitesse de refroidissement et les gradients de température pendant la solidification.
Bien que le procédé de moulage soit essentiel pour produire des aubes de turbine de haute qualité, un défi consiste à minimiser la formation d'inclusions. Ces inclusions sont des particules étrangères, telles que des oxydes ou des sulfures, qui se forment pendant le procédé de moulage. Elles peuvent provenir d'une contamination de l'alliage ou d'une fusion incomplète du métal. Elles peuvent avoir des effets néfastes sur les propriétés mécaniques de l'aube de turbine, comme réduire la résistance à la fatigue, provoquer une défaillance prématurée, ou même créer un site potentiel pour l'amorçage de fissures.
Superalliages appropriés pour le moulage monocristallin
Pour atténuer l'impact des inclusions et optimiser les performances des aubes de turbine, les fabricants sélectionnent des superalliages appropriés conçus pour les applications à haute température. Les superalliages les plus couramment utilisés pour les aubes de turbine monocristallines sont les séries CMSX, les alliages Rene, les alliages Inconel, et d'autres alliages monocristallins développés sur mesure.
Série CMSX
Ces alliages sont conçus pour offrir une résistance exceptionnelle au fluage et à la fatigue thermique, ce qui les rend idéaux pour les aubes de turbine qui subissent des conditions extrêmes dans les moteurs à réaction et les centrales électriques. Les alliages CMSX, tels que le CMSX-10 et le CMSX-486, sont caractérisés par leur capacité à conserver une résistance mécanique même à des températures dépassant 1000°C.
Alliages Rene
Les alliages Rene, y compris le Rene 104, le Rene 108, et le Rene 41, offrent une résistance et une résistance à l'oxydation supérieures à haute température. Ces alliages sont couramment utilisés dans les applications de turbines à gaz, où les environnements à haute température et corrosifs exigent des matériaux capables de fonctionner de manière constante sous contrainte.
Alliages Inconel
Les alliages Inconel, comme l'Inconel 718, l'Inconel 738, et l'Inconel X-750, sont largement utilisés pour leur haute résistance à la traction, leur résistance à l'oxydation et leur capacité à résister à des températures élevées. Ces alliages sont souvent le choix privilégié pour les composants de moteurs à réaction et de turbines à gaz qui nécessitent des performances exceptionnelles sous contrainte.
Alliages monocristallins
Ces alliages, tels que le PWA 1480 et le CMSX-2, sont explicitement développés pour le moulage monocristallin. Ils sont conçus pour présenter des propriétés mécaniques améliorées par rapport à leurs homologues polycristallins, notamment en termes de résistance à la fatigue et au fluage, ce qui est critique pour les aubes de turbine dans les turbines à gaz.
En sélectionnant le bon superalliage, les fabricants peuvent s'assurer que leurs aubes de turbine fonctionnent au plus haut niveau, même dans des conditions de fonctionnement extrêmes. Cependant, le choix de l'alliage seul est insuffisant—une attention aux détails dans le procédé de moulage et un contrôle minutieux des inclusions sont nécessaires pour optimiser les performances.
Post-traitement dans la fabrication des aubes de turbine monocristallines
Après le moulage, les aubes de turbine subissent plusieurs étapes de post-traitement pour améliorer leurs propriétés matérielles et assurer leurs performances dans des conditions de fonctionnement réelles. Ces procédés sont vitaux pour éliminer les défauts internes, améliorer la microstructure et renforcer les propriétés mécaniques comme la résistance à la traction et la résistance à la fatigue et au fluage.
Pressage isostatique à chaud (HIP) : Ce procédé consiste à soumettre les aubes de turbine à des températures et pressions élevées dans un environnement contrôlé. Le HIP est utilisé pour éliminer les vides internes et réduire la porosité dans le matériau, qui peut survenir pendant le procédé de moulage. En appliquant de la chaleur et de la pression, le HIP améliore l'intégrité de l'aube de turbine, garantissant qu'elle est exempte de défauts qui pourraient affaiblir le matériau.
Traitement thermique : Le traitement thermique est essentiel pour ajuster la microstructure de l'alliage afin d'améliorer ses propriétés mécaniques. Les fabricants peuvent optimiser la résistance à la traction, la résistance au fluage et la durée de vie en fatigue du matériau en chauffant les aubes de turbine à une température spécifique puis en les refroidissant à une vitesse contrôlée. Le procédé de traitement thermique aide à affiner la structure cristalline, la rendant plus adaptée aux environnements de haute contrainte dans lesquels se trouvent les aubes de turbine.
Soudage des superalliages : Les techniques de soudage des superalliages sont utilisées pour assembler les composants d'aubes de turbine et réparer tout dommage qui aurait pu survenir pendant la fabrication. Le soudage des superalliages, en particulier ceux utilisés dans les aubes de turbine, nécessite des techniques spécialisées pour éviter l'introduction d'inclusions indésirables et pour maintenir l'intégrité structurelle des pièces.
Revêtement barrière thermique (TBC) : Un revêtement barrière thermique est appliqué pour protéger les aubes de turbine de la chaleur extrême à laquelle elles sont exposées. Les TBC sont généralement fabriqués à partir de matériaux céramiques et isolent les aubes des hautes températures, réduisant la contrainte thermique et prolongeant la durée de vie de l'aube. Ce revêtement aide à maintenir les performances de l'aube de turbine en maintenant le superalliage sous-jacent à une température plus stable et plus basse.
Méthodes d'essai pour la détection des inclusions
Des méthodes d'essai avancées sont employées pour détecter et caractériser les inclusions afin de garantir que les aubes de turbine répondent aux normes rigoureuses requises pour les applications aérospatiales et de production d'énergie. Ces techniques d'essai permettent aux fabricants d'évaluer la qualité du matériau, d'identifier les défauts potentiels et de s'assurer que les aubes de turbine sont exemptes d'inclusions nocives.
Essai de microscopie métallographique : Cette méthode consiste à examiner le matériau au niveau microscopique pour identifier et analyser la taille, le type et la distribution des inclusions. Elle fournit des informations détaillées sur la microstructure de l'aube de turbine et aide à évaluer sa qualité globale. La microscopie métallographique joue un rôle essentiel dans l'évaluation de l'intégrité structurelle des aubes de turbine.
Essai au microscope électronique à balayage (MEB) : Le MEB fournit des images haute résolution de la surface de l'aube de turbine et peut être utilisé pour identifier même les plus petites inclusions. Le MEB permet aux fabricants d'analyser en détail la morphologie des inclusions, fournissant des informations précieuses sur leur composition et leur distribution. Le MEB est essentiel pour identifier les défauts de surface et effectuer une analyse détaillée des fractures.
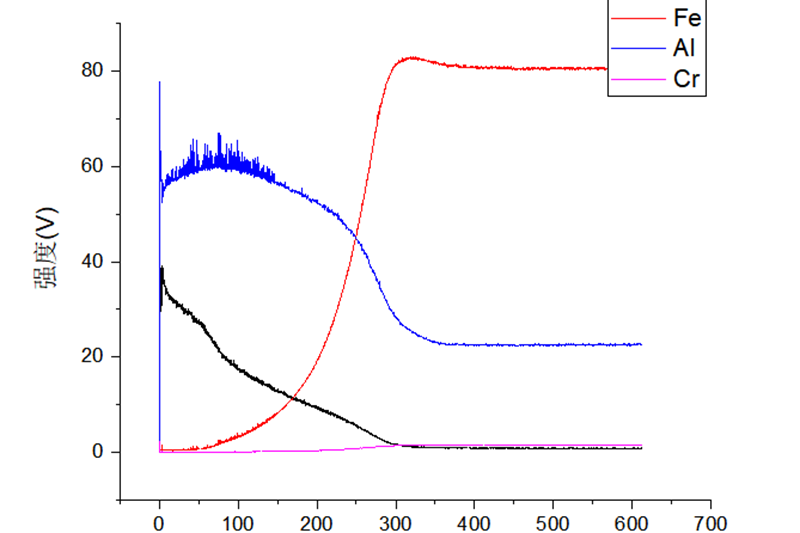
Essai au spectromètre de masse à décharge luminescente (GDMS) : Le GDMS est utilisé pour analyser la composition des inclusions au niveau moléculaire. En détectant les éléments traces, cette méthode peut identifier la source de contamination et aider à optimiser le procédé de moulage. Le GDMS est particulièrement utile pour déterminer la composition élémentaire des inclusions.
Radiographie et tomodensitométrie (CT) : Ces techniques de contrôle non destructif détectent les inclusions internes et les vides dans les aubes de turbine. La radiographie et la tomodensitométrie (CT) fournissent des images tridimensionnelles détaillées qui aident à identifier les défauts potentiels qui ne sont pas visibles à l'œil nu. L'inspection par rayons X est vitale pour la détection des défauts internes dans la fabrication des aubes de turbine.
Industrie et application des aubes de turbine monocristallines
Les aubes de turbine monocristallines sont utilisées dans certaines des industries les plus exigeantes, où la fiabilité et les hautes performances sont non négociables. Ces industries comprennent l'aérospatiale, la production d'énergie, les secteurs militaire et maritime, où les aubes de turbine sont des composants critiques dans les moteurs à réaction, les turbines à gaz et d'autres applications à haute température.
Aérospatiale et aviation
Dans ce secteur, les aubes de turbine sont des composants critiques dans les moteurs à réaction qui sont soumis à des températures et contraintes extrêmes. Les aubes monocristallines sont essentielles pour garantir l'efficacité, la fiabilité et les performances des moteurs d'avions modernes. Par exemple, les composants de moteurs à réaction en superalliage sont essentiels pour maintenir la fiabilité des moteurs de turbine dans l'aviation.
Production d'énergie
Les turbines à gaz utilisées dans les centrales électriques dépendent d'aubes qui peuvent résister à des températures élevées et à des contraintes mécaniques. Les aubes monocristallines sont utilisées dans ces turbines pour améliorer l'efficacité et la longévité opérationnelle. Ces composants jouent un rôle critique dans la performance globale des centrales électriques, en particulier dans des secteurs comme la production d'énergie, où la fiabilité opérationnelle est cruciale.
Militaire et défense
Dans les applications militaires, les aubes de turbine sont utilisées dans les avions de chasse, les hélicoptères et les systèmes de missiles, où les hautes performances et la fiabilité sont critiques. La structure monocristalline fournit une résistance améliorée et une résistance à la fatigue thermique. Ces applications bénéficient des technologies avancées de militaire et défense qui assurent une durabilité et des performances supérieures dans des conditions de combat.
Marine et énergie
Dans les systèmes de propulsion navale et la production d'énergie, les aubes de turbine fabriquées à partir d'alliages monocristallins fournissent les performances nécessaires pour fonctionner efficacement dans des conditions extrêmes. Ces composants critiques sont utilisés à la fois dans les secteurs marin et énergétique, où une haute résistance à la corrosion et une grande stabilité thermique sont requises pour un fonctionnement efficace.
FAQ
Quel est le rôle de la morphologie des inclusions dans la performance des aubes de turbine ?
En quoi le moulage monocristallin diffère-t-il des méthodes de moulage traditionnelles ?
Quels sont les superalliages les plus couramment utilisés pour les aubes de turbine ?
Quelle est l'importance du pressage isostatique à chaud dans la fabrication des aubes de turbine ?
Comment les techniques d'analyse de la morphologie des inclusions améliorent-elles la qualité des aubes de turbine ?