Hochpräzise Tiefbohrungen in Superlegierungen und Mikrolöcher-CNC-Bearbeitung
Hochpräzises Bohren für kritische Anwendungen
Mikroloch- und Tiefbohrungen in Superlegierungen sind unerlässlich für Bauteile, die hohen Temperaturen, Druck und zyklischer Belastung ausgesetzt sind. Im Jahr 2024 stieg die Nachfrage nach präzise gebohrten Kühlkanälen in Flugzeugtriebwerken, Kraftwerksturbinen und chemischen Reaktoren stark an – erforderlich waren CNC-Toleranzen unter 10 μm und Bohrtiefen von mehr als dem 20-fachen des Durchmessers (20×D).
Neway AeroTech bietet fortschrittliche Dienstleistungen im Bereich der CNC-Bearbeitung von Superlegierungen und des Tiefbohrens für luftfahrtgeeignete Legierungen wie Inconel 718, CMSX-4 und Rene 88 für kritische Gas- und Fluidströmungskomponenten.
Kerntechnologie der Mikrolöcher-CNC-Bearbeitung
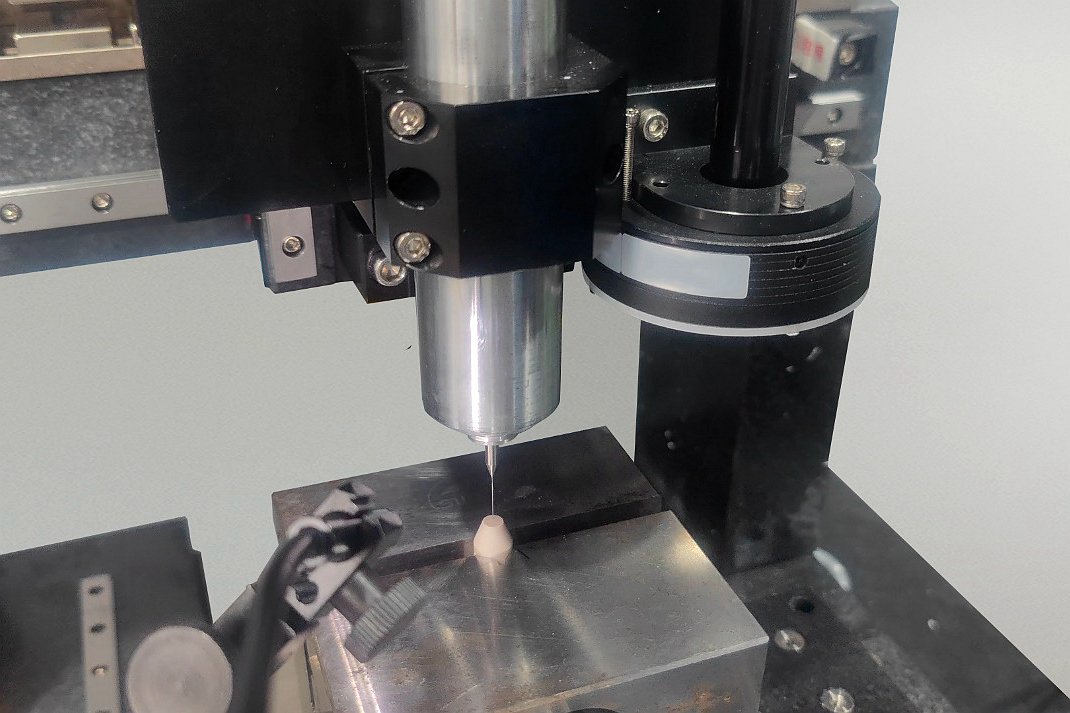
Neway AeroTech nutzt hochsteife 5-Achs-CNC-Zentren und die Funkenerosion (EDM) zur Herstellung von Mikrolöchern in zähen Superlegierungen.
Tiefbohren bis zu 25×D mit kühlmittelgespeisten Hartmetallbohrern.
Mikro-EDM für Löcher unter 0,3 mm und hitzebeständige Merkmale.
Orbitales Bohren und Hubbohrzyklen reduzieren Grate und verbessern die Geradheit der Bohrlochwände.
Prozessintegrierte Messtaster gewährleisten eine Positionsgenauigkeit von ±5 μm auch bei schrägen Bohrungen.
Alle Prozesse erfüllen die Standards NADCAP und AS9100D für flugkritische Teile und Turbinensysteme.
Typische Superlegierungswerkstoffe für die Mikrolöcher-Bearbeitung
Legierung | Max. Temperatur (°C) | Streckgrenze (MPa) | Anwendungen |
|---|---|---|---|
704 | 1035 | Brenndüsen, Kühlkanäle | |
1140 | 980 | Turbinenschaufeln, Aufprallbohrungen | |
980 | 1250 | Entlüftungsöffnungen für Motorgehäuse | |
920 | 1265 | Kühlports für Leitschaufeldüsen |
Die Legierungen werden aufgrund ihrer Oxidationsbeständigkeit, Festigkeitserhaltung und Bearbeitbarkeit unter thermischen Gradienten ausgewählt.
Fallstudie: Mikro-Kühllöcher für ein Turbinenleitschaufelsegment
Projekthintergrund
Ein Turbinenhersteller benötigte Kühllöcher mit einem Durchmesser von weniger als 0,6 mm, die unter zusammengesetzten Winkeln durch ein 5 mm dickes CMSX-4-Segment gebohrt werden mussten. Die Toleranz betrug ±0,01 mm ohne thermische Verformung oder Konizität. Tiefbohrer und EDM wurden kombiniert eingesetzt, um die erforderliche Geometrie und metallurgische Qualität zu erreichen.
Typische Modelle gebohrter Komponenten und ihre Anwendungen
Bauteilmodell | Beschreibung | Werkstoff | Bohrtiefe | Industrie |
|---|---|---|---|---|
VN-300 | Schaufel mit 18 Mikro-Aufprallbohrungen, Winkel 30°–60° | CMSX-4 | 8×D | |
TN-120 | Turbinendüseneinsatz mit 0,4-mm-Filmbohrungen | Rene 88 | 6×D | |
EIH-200 | Wärmetauscherkopf mit parallelen Bohrungsarrays | Inconel 718 | 15×D | |
PCH-480 | Druckgehäuse mit radialen Entlüftungsbohrungen | Nimonic 90 | 10×D |
Die Bohrpräzision und der Winkeleinstieg waren entscheidend für die nachgelagerte Fluidströmung und Ermüdungsbeständigkeit.
CNC-Herausforderungen beim Tiefbohren in Superlegierungen
Werkzeugdurchbiegung über 0,03 mm aufgrund von Schlankheitsgraden exceeding 10×D.
Thermisches Erweichen bei >600°C in schlecht leitendem CMSX führt zu Maßinstabilität.
Mikrorisse während des EDM erfordern eine optimierte Impulssteuerung, um eine Umschmelzschicht >2 μm zu vermeiden.
Bohrungsabweichung bei langen Löchern verursacht durch Spanstau ohne Hochdruckspülung (>80 bar).
Winkelbohrungen bei >45° erfordern eine 5-Achs-Kompensation und mehrstufiges Einstiegsbohren.
CNC-Lösungen für die Tief- und Mikrolöcher-Bearbeitung
Hochdruckkühlmittel bei 100 bar zur Spanabfuhr in Inconel-718-Bohrungen >12×D.
Orbitale Vorbohrungen mit EDM-Nachbearbeitung erreichten einen Durchmesser von 0,3 mm mit einer Rundheitsabweichung <2 μm.
Hubbohrzyklen mit Drehmomentüberwachung reduzierten den Werkzeugbruch um 40 %.
Spannung mit 5-Seiten-Aufnahme gewährleistete eine Winkelbohrungsabweichung innerhalb von ±0,005 mm.
Reinigung nach dem EDM und Passivierung beseitigten Kontaminationen durch die Umschmelzschicht.
Ergebnisse und Verifizierung
Fertigungsmethoden
Die Komponenten wurden aus Rohlingen mittels Vakuum-Feinguss gefertigt und unter Verwendung von 5-Achs-CNC-Bearbeitung sowie Tiefbohrsystemen veredelt. Das Mehrachsenbohren gewährleistete die Kontrolle des radialen Einstiegs über variable Konturen und komplexe Wandgeometrien hinweg.
Präzisionsnachbearbeitung
Mikrobohrungen wurden mittels EDM und Reibzyklen auf Ra ≤ 0,4 μm verfeinert. Tiefbohrsysteme mit einem Rundlauffehler (TIR) <0,01 mm stellten die Rundheit sicher, während mehrstufiges Pilotbohren und kühlmittelgespeiste Hartmetallwerkzeuge Bohrtiefen bis zu 20×D unterstützten.
Nachbearbeitung
HIP (Heißisostatisches Pressen) entfernte interne Porosität, gefolgt von einer Spannungsarmglühbehandlung bei 870–980 °C. Oberflächenpassivierung und optionale Beschichtungsauftragung stellten langfristige Korrosions- und Wärmebeständigkeit sicher.
Inspektion
Ein KMG (Koordinatenmessgerät) validierte die Bohrgeradheit innerhalb von ±0,006 mm; ein Rasterelektronenmikroskop (REM) untersuchte die Integrität der Bohrlocheintrittskante; und Röntgenprüfung bestätigte die Ausrichtung verborgener Merkmale. Alle Teile bestanden die Helium-Leckprüfung und die Validierung der Hochzyklus-Ermüdung gemäß Kundenspezifikation.
Häufig gestellte Fragen (FAQs)
Welcher minimale Durchmesser ist beim Tiefbohren in Superlegierungen erreichbar?
Wie wird die Geradheit der Bohrung bei langen Löchern gewährleistet?
Können EDM und Bohren in einem Prozess kombiniert werden?
Welche Materialien eignen sich am besten für Mikrolöcher-Kühlkanäle?
Welche Prüfungen sind erforderlich, um die Leistung thermischer Bohrungen zu validieren?
