ステライト6K 精密鋳造 蒸気タービン案内羽根 メーカー
はじめに
ステライト6Kは、優れた焼き付き抵抗性、優れた浸食および腐食抵抗性、高温機械強度のために設計されたコバルト基合金です。専門的な精密鋳造メーカーとして、私たちは寸法公差±0.05 mm、高サイクル疲労抵抗に最適化された結晶組織を持つステライト6K蒸気タービン案内羽根を製造しています。
当社の鋳造部品は、現代の蒸気タービンシステムの重要な要求を満たし、過酷な産業環境において延長されたサービス寿命と一貫した熱性能を提供します。
中核技術:ステライト6Kの精密インベストメント鋳造
当社のステライト6Kタービン羽根は、多層セラミックシェル型(8〜10コーティング)、約1430°Cでの真空溶解、1000〜1100°Cでの型予熱を用いた精密インベストメント鋳造により製造されます。40〜90°C/分の制御された凝固により、等軸結晶粒径0.5〜2 mm、鋳造気孔率1%未満が得られ、高温作動温度下での優れた疲労性能と構造的完全性を保証します。
ステライト6K合金の材料特性
ステライト6Kは、優れた冶金学的安定性を提供する耐摩耗性コバルト・クロム合金であり、タービンの回転部品および静部品に理想的です。主な特性は以下の通りです:
特性 | 値 |
|---|---|
融解範囲 | 1380–1430°C |
密度 | 8.45 g/cm³ |
引張強さ(室温) | 870 MPa |
降伏強さ | 610 MPa |
硬度(HRC) | 38–44 HRC |
焼き付き抵抗性 | 優れる |
熱安定性 | 最大900°C |
浸食/腐食抵抗性 | 優れる |
ステライト6Kの微細な炭化物分散とバランスの取れた機械的強度は、湿り蒸気浸食、酸化、およびすべり摩耗にさらされる精密鋳造案内羽根に非常に適しています。
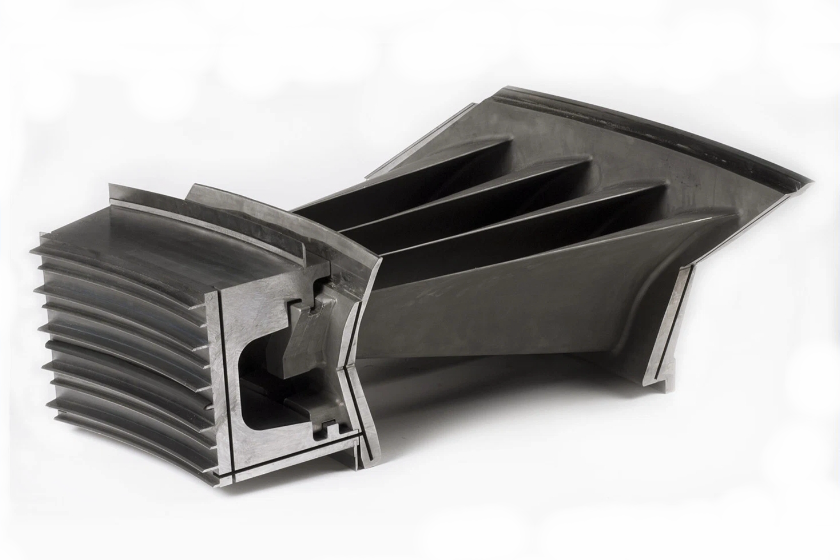
ケーススタディ:ステライト6K蒸気タービン案内羽根
プロジェクト背景
ある火力発電所は、飽和および過熱蒸気流下で動作し、頻繁な負荷変動を伴う350 MW蒸気タービン用の案内羽根を必要としていました。当社の解決策:ASTM F75およびユーティリティグレード公差に準拠し、表面完全性と疲労抵抗性が長いメンテナンス間隔に合わせて調整された、精密鋳造ステライト6K羽根です。
典型的な蒸気タービン羽根の用途
GE D11 制御段階案内羽根: GE D11蒸気タービンの制御段階に配置され、これらの羽根は極端な入口圧力と高速蒸気に耐え、浸食と衝撃疲労が最も重要となる場所で使用されます。
Siemens SST-5000 中圧(IP)羽根: IP段階で使用されるステライト6K羽根は、コンバインドサイクル用途で典型的な中範囲温度と変動負荷下で優れた刃先保持性と形状を維持します。
Doosan SKD 低圧排気羽根: 大型ベースロードタービンの低圧部に位置し、これらの羽根は通常キャビテーションと表面浸食を加速させる湿潤で大量の蒸気条件に耐えます。
Alstom GRT 可変案内羽根: 先進的なタービンアップグレードにおける改造またはモジュラー形状に理想的で、これらのシステムにおけるステライト6K羽根は、圧力調整段階での回転調整下で高い焼き付き抵抗性を提供します。
これらのモデルは、様々なOEMタービンプラットフォームおよび作動段階にわたるステライト6Kの汎用性を示し、強化された熱的および機械的信頼性を提供します。
案内羽根製造ソリューション
鋳造工程 セラミックシェル型を用いたロストワックスインベストメント鋳造により、寸法一貫性(±0.05 mm)と幾何学的複雑さが保証されます。約1430°Cでの真空注湯および約1050°Cでの型予熱により、微細組織が精緻化され、羽根表面全体にわたる均一な炭化物分布が得られます。
後処理 羽根は、残留気孔を除去し機械的均一性を改善するために、約1180°Cおよび100 MPaでホットアイソスタティックプレス(HIP)処理を受けます。最終機械加工により、羽根根元、取り付け穴、およびシールインターフェースの公差が確保されます。
表面処理 耐久性をさらに高めるため、表面にはオプションで耐浸食性セラミックまたは金属コーティングが施されます。不動態化と研磨により表面粗さが低減され、高速蒸気滴による浸食が最小限に抑えられます。
試験および検査 すべての羽根は、デジタルX線検査、CMM寸法検証、および常温および高温での引張試験を受けます。金属組織分析により、炭化物分布と結晶構造が確認されます。
蒸気タービン案内羽根の主要製造課題
複雑で薄肉の空力形状において±0.05 mmの公差を達成すること。
熱サイクリング下での亀裂のない性能を保証するために気孔率(<1%)を最小限に抑えること。
浸食ホットスポットと構造的弱化を避けるために炭化物分散を制御すること。
結果と検証
当社鋳造所が供給したステライト6K案内羽根は、以下を実現しました:
3D CMMスキャンを使用した±0.05 mm以内の検証済み寸法一貫性。
表面硬度40–44 HRC、引張強さ≥870 MPa。
飽和蒸気環境において10,000作動時間を超える浸食抵抗性(測定可能な形状劣化なし)。
よくある質問
なぜステライト6Kが蒸気タービン案内羽根用途で好まれるのですか?
羽根生産において、機械加工に対する精密鋳造の利点は何ですか?
ステライト6K鋳造品において寸法精度はどのように達成されますか?
羽根の浸食抵抗性をさらに高めることができるコーティングは何ですか?
ステライト6K羽根は、既存のタービン段階への改造用に設計できますか?
