超合金航空用ブレード向けプラズマ熱遮断コーティング
はじめに
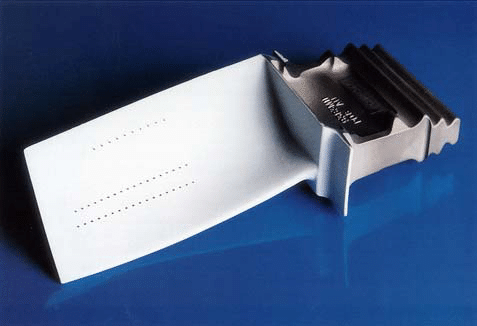
現代のジェットエンジンでは、タービンブレードは表面温度が1100°Cを超える極限環境で作動します。Rene 80、CMSX-4、PWA 1484などの高度なニッケル基超合金でさえ、酸化、熱疲労、高温腐食からの保護が必要です。プラズマ適用熱遮断コーティング(TBC)は、これらの超合金ブレード上に重要な断熱層を提供し、寿命を延長し、エンジン全体の効率を向上させます。
当社施設では、航空宇宙グレードのタービンブレードへのプラズマ溶射TBCの適用を専門としており、航空宇宙およびOEM仕様に準拠したコーティング密着性、膜厚制御、断熱性能を保証します。
プラズマ適用熱遮断コーティングとは?
プラズマ溶射TBCは、大気プラズマ溶射(APS)または真空プラズマ溶射(VPS)を用いて適用される多層セラミックコーティングシステムです。通常、以下で構成されます:
ボンドコート(例:MCrAlYまたはPtAl):密着性を促進し、母材を酸化および高温腐食から保護します。
トップコート(通常7–8 wt% イットリア安定化ジルコニア – YSZ):低熱伝導率を提供し、下地の超合金を極度の熱から断熱します。
プラズマ溶射中、溶融粒子がブレード表面に噴射され、剥離や熱応力に耐える層状の微細構造を形成します。
超合金航空用ブレードへの主な利点
利点 | 説明 |
|---|---|
断熱性 | 金属表面温度を100–200°C低下させ、母材を保護します。 |
耐酸化性 | 酸素の拡散を制限し、高温での表面スケーリングを防止します。 |
クリープ & 疲労寿命 | 熱応力を低減し、ブレードの疲労抵抗性と故障までの時間を向上させます。 |
燃料効率 | より高いタービン入口温度(TIT)を可能にし、エンジン効率を向上させます。 |
メンテナンス削減 | オーバーホール間隔を延長し、ブレード交換率を低減します。 |
TBC適用のための超合金母材
当社は、以下のような幅広い単結晶および方向性凝固超合金にプラズマTBCを適用しています:
CMSX-4 – 民間および軍用エンジンの第一段HPTブレード用。
PWA 1484 – 高温部タービンブレードおよびベーンに使用されます。
Rene 80 – ノズルガイドベーンおよび産業用タービンブレードに一般的に適用されます。
Rene N5およびN6 – 相安定性と熱保護が不可欠な単結晶ブレードに使用されます。
各合金には、正確な表面準備、ボンドコートの選択、および熱サイクル検証が必要です。
コーティングプロセスの概要
1. 表面準備
ブレードは脱脂、グリットブラスト、洗浄され、酸化を除去し、ボンドコートの密着性を促進します。
2. ボンドコートの適用
MCrAlY(NiCoCrAlYまたはCoNiCrAlY)層がHVOFまたはプラズマ溶射により適用されます。これは、母材とセラミックの間の耐酸化性界面を形成します。
3. トップコートの適用(YSZ)
7–8% YSZ層がAPSにより適用され、熱ひずみ緩和のための制御された気孔率を持つ、典型的な厚さ150–300 μmを達成します。
4. コーティング後処理
剥離抵抗性を向上させたり、OEM仕様に合わせたりするために、オプションの熱処理またはシーリングプロセスが使用される場合があります。
品質保証と試験
当社は、コーティング性能と耐久性を保証するために、包括的な検査と認定試験を実施します。これには以下が含まれます:
コーティング膜厚測定(±10 μm)
密着性試験(ASTM C633)
熱衝撃 & サイクル試験(最大1100°C)
微細構造 & 気孔率分析(SEM、画像解析)
ボンドコート–トップコート界面検査
すべてのコーティングは、GE C50TF26、プラット&ホイットニー PWA 36945、ロールスロイス RPS 661などの航空宇宙コーティング仕様に準拠しています。
結果と性能
金属表面温度低下: 最大200°C
耐えた熱疲労サイクル数: 1150°Cで>1000回
剥離抵抗性: 500時間熱サイクル後、>95%のカバレッジ
密着強度: ≥30 MPa(ASTM C633)
これらの結果は、長期間の作動サイクル中におけるTBCの完全性に対する高い信頼性を保証します。
よくある質問
ジェットエンジンブレード用プラズマ溶射TBCと互換性のある合金は何ですか?
タービンブレード用途では、セラミックトップコートの厚さはどのくらいであるべきですか?
プラズマTBCはどのような熱サイクル限界まで対応できますか?
超合金ブレードの再整備後、TBCを再適用できますか?
コーティングの密着性と熱性能を検証する試験方法は何ですか?
