ガスタービン熱間部修理用のタービンシュラウドおよびシールセグメント
NewayAeroTech は、ガスタービン熱間部修理プロジェクト向けに、カスタムタービンシュラウド、シールセグメント、ブレードリングセグメント、高温ガスパスセグメント、シュラウドブロック、および耐摩耗性シール部品を製造しています。これらの部品は、顧客の図面、使用済みサンプル、3D スキャンデータ、またはタービンモデル情報に基づいて製作され、鋳造、CNC 加工、放電加工 (EDM)、熱処理、コーティング準備、検査を経て仕上げられます。
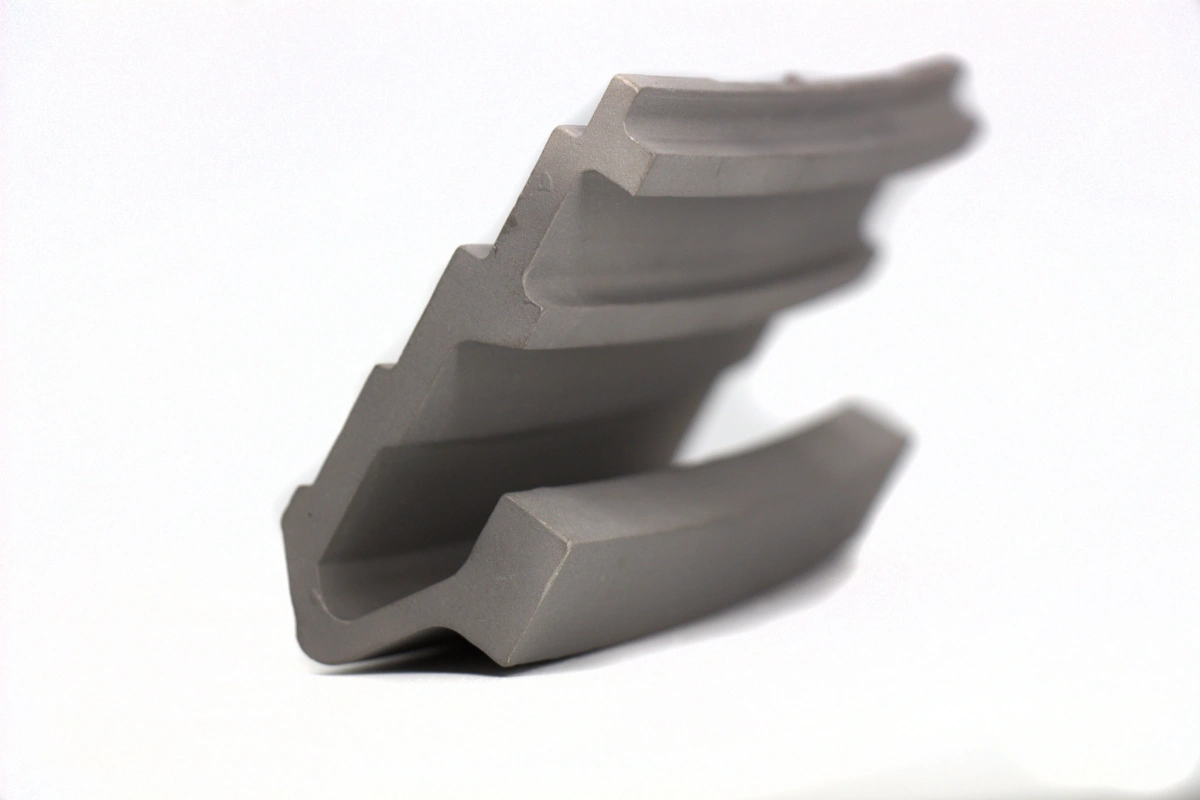
発電用ガスタービンにおいて、シュラウドやシールセグメントは単なる保護ブロックではありません。これらはブレード先端クリアランスを制御し、シール効率を向上させ、周辺の熱間部構造を保護し、安定したガスパス性能を維持する役割を果たします。シュラウドの輪郭、シール面、セグメントの嵌合、コーティング表面、または取付インターフェースが不正確であると、タービン効率や熱間部の信頼性に影響を及ぼす可能性があります。
NewayAeroTech は、交換用シュラウドセグメント、シールブロック、ブレードリングセグメント、およびカスタムガスタービン修理部品を含む発電用タービン熱間部部品の製造をサポートしています。
結論:カスタムタービンシュラウドおよびシールセグメント
NewayAeroTech は、ガスタービン熱間部の修理および交換プロジェクト向けに、カスタムタービンシュラウドおよびシールセグメントを提供しています。元の部品設計、材料要件、コーティングシステム、検査基準に応じて、製造工程には特殊合金鋳造、真空インベストメント鋳造、CNC 加工、放電加工 (EDM)、熱処理、後処理、コーティング準備、最終検査が含まれる場合があります。
当社の製造サポート範囲は以下の通りです:
ガスタービン修理用カスタムタービンシュラウド
発電用タービン用交換シールセグメント
ブレードリングセグメントおよび高温ガスパスセグメントの製造
シュラウドブロックおよび耐摩耗性シール部品
超合金シュラウドセグメントの鋳造および加工
小ロット修理部品および長期予備シュラウドの供給
目標は、制御されたアーク形状、シール面、取付スロット、セグメント嵌合、材料の一貫性、コーティング対応表面、および検査書類を備えた、完成品の熱間部シュラウドおよびシールセグメント交換部品を提供することです。
タービンシュラウドおよびシールセグメントの機能
タービンシュラウドおよびシールセグメントは、高温ガスパス内にある回転タービンブレードの周囲に取り付けられます。主な機能は、ブレード先端と周囲の静止構造物との間のクリアランスを制御することです。このクリアランスは、ガス漏れ、タービン効率、ブレード先端のこすり磨损リスク、および熱間部の耐久性に影響を与えます。
ガスタービンの運用において、シュラウドおよびシールセグメントはいくつかの重要な機能を果たします:
ブレード先端クリアランスを制御し、ガス漏れを低減する
タービンのシール効率とステージ性能を向上させる
周囲のケーシングまたは支持構造を高温ガス曝露から保護する
交換可能な摩耗面および熱保護面を提供する
ブレードパス周囲でのセグメント間の嵌合を維持する
酸化、摩耗、熱疲労に耐えるコーティングシステムを支える
これらの部品はタービン効率と熱間部の信頼性に密接に関係しているため、交換用シュラウドは、アークプロファイル、シール面の形状、取付特徴、および表面品質を慎重に管理して製造する必要があります。
シュラウドおよびシールセグメントの交換が必要な理由
タービンシュラウドおよびシールセグメントは、ガス流、ブレード先端との相互作用、振動、酸化、コーティングの劣化、および熱サイクルを伴う高温環境で作動します。長期間の運用間隔を経て、これらの条件はシュラウド表面に損傷を与え、ブレード先端と静止シール構造との間のクリアランスを変化させる可能性があります。
一般的な故障モードには以下が含まれます:
繰り返しの起動・停止サイクルによる熱亀裂
ガス接触面における酸化または高温腐食
ブレード先端のこすり磨损または局所的な表面損失
コーティングの剥離、剥がれ、または侵食
シール面の損傷または制御されたクリアランスの喪失
セグメントの変形、反り、または隣接部品との不整合
取付スロットの磨损、位置決め穴の損傷、またはインターフェースの変形
定期点検中に発見された亀裂または欠陥
摩耗、亀裂、コーティング不良、または寸法変化が修理限界を超えた場合、高温ガスパスのシール性能とタービンの運転信頼性を回復するために、交換用シュラウドセグメントが必要となります。
熱間部シュラウドおよびシールセグメントの材料オプション
タービンシュラウドおよびシールセグメントには、高温、酸化、摩耗、熱疲労、およびガスパス侵食に耐える材料が必要です。材料の選定は、タービンモデル、ステージ位置、温度、ブレード先端との相互作用、コーティングシステム、および元の仕様によって異なります。
一般的な材料選択には、インコネル合金、ステライト合金、コバルト基合金、レネ合金、およびその他の耐摩耗性超合金が含まれます。交換部品については、可能な限り元の図面または検証済みのサンプルデータに従って材料を選定すべきです。
NewayAeroTech は、ニッケル基熱間部シュラウドおよびシール部品向けのインコネル合金真空インベストメント鋳造をサポートしています。耐摩耗性およびコバルト基の用途については、ステライト合金真空インベストメント鋳造を検討できます。先進的なタービン熱間部プログラムについては、レネ合金真空インベストメント鋳造により、材料比較および交換部品の開発をサポートできます。
材料ファミリー | シュラウドプロジェクトにおける典型的な用途 | 選定時の考慮事項 |
|---|---|---|
インコネル合金 | ニッケル基シュラウド、シールセグメント、および高温ガスパス部品 | 高温強度、耐酸化性、および鋳造超合金性能に有用 |
ステライト合金 | 耐摩耗性シールセグメントおよび熱間部シール面 | 耐摩耗性、耐高温腐食性、およびコバルト合金の耐久性が必要な場合に適する |
レネ合金 | 先進的なタービン熱間部シュラウドおよび関連部品 | 元の設計でより高い熱間部性能が要求される場合に検討可能 |
耐摩耗性超合金 | ブレード先端シールゾーンおよび交換可能な高温ガスパス摩耗部品 | こすり状態、コーティングシステム、酸化曝露、および修理戦略に応じて選定 |
タービンシュラウドおよびシールセグメントの製造工程
シュラウドおよびシールセグメントは、鋳造形状、曲線アーク面、取付特徴、シール面、およびコーティング制御領域を含むため、通常、複合的な製造工程が必要です。鋳造によってニアネットシェープの本体を作成し、CNC 加工によって組立およびセグメント嵌合を制御するインターフェースを仕上げます。
典型的な工程は以下の通りです:
タービンモデル、ステージ位置、図面、古いサンプル、または 3D スキャンデータを確認する
合金グレード、鋳造工程、コーティング要件、および検査基準を確定する
鋳造工具、ワックスパターン、セラミックシェル、および加工余裕を生産する
特殊合金鋳造または真空インベストメント鋳造により、シュラウドまたはシールセグメントの素地を鋳造する
材料要件に応じて、熱処理または鋳造後処理を適用する
アーク面、シール面、取付スロット、位置決め穴、および基準面を機械加工する
必要に応じて、スロット、狭い特徴、鋭い内部角、または工具アクセスが制限された領域に放電加工 (EDM) を使用する
コーティング、耐摩耗処理、または顧客指定の後処理のために表面を準備する
アークプロファイル、セグメント嵌合、シール面、鋳造健全性、および最終寸法を検査する
NewayAeroTech は、高温材料の挙動、形状、および下流の機械加工要件を総合的に考慮する必要があるタービンシュラウド用特殊合金鋳造を提供しています。ニアネットシェープの超合金素地については、シュラウドセグメント用真空インベストメント鋳造も、複雑な熱間部交換部品をサポートできます。
シールセグメントにおける CNC 加工の重点
CNC 加工は、タービンシュラウドおよびシールセグメントにとって不可欠です。これらの部品はブレードパス周囲に正確に嵌合し、制御されたシール面を維持する必要があるためです。鋳造素地は主な材料と形状を提供しますが、最終的な機能を定義するのは機械加工です。
NewayAeroTech は、ニッケル基、コバルト基、および耐摩耗性超合金材料を含むシールセグメント用超合金 CNC 加工を提供しています。
機械加工の重点領域は以下の通りです:
アーク状の内側および外側輪郭
シール面およびブレード先端クリアランス面
取付溝、スロット、および保持特徴
位置決め穴および組立基準特徴
セグメント間の嵌合面
CMM およびアーク検査用の基準面
コーティング余裕面およびマスキング境界
機械加工の基準選定は重要です。セグメントの形状はタービンケーシングと隣接するシュラウドセグメントの両方に適合する必要があるためです。局所的な寸法が正しくても、アーク形状と嵌合面が調整されていない場合、セグメントは嵌合不良を起こす可能性があります。
シュラウドセグメントにおける放電加工 (EDM) および局所特徴加工
一部のシュラウドセグメントには、狭いスロット、アンダーカット、鋭い角、冷却関連の開口部、または工具アクセスが制限された形状が含まれます。特に材料が硬質のニッケル基またはコバルト基超合金である場合、これらの特徴は従来の切削工具による加工が困難な場合があります。
EDM は、従来の機械加工では切削力が大きすぎるか、工具アクセスが制限されている局所特徴に使用できます。シールセグメントの場合、EDM 加工では以下を制御する必要があります:
スロット幅および境界精度
鋭い内部角の形状
局所的な穴または開口部のサイズ
再溶着層およびエッジ状態
コーティングまたは最終検査前の EDM 後洗浄
シール面および耐摩耗性コーティング領域との適合性
EDM 特徴がシール面またはコーティング境界の近くにある場合、その工程は最終検査および後処理要件と調整されるべきです。
熱間部シュラウドの後処理およびコーティング準備
熱間部シュラウドおよびシールセグメントは、納品前に熱処理、応力除去、表面洗浄、コーティング準備、研磨、または耐摩耗性表面処理を必要とする場合があります。適切な後処理工程は、材料グレード、コーティングシステム、運用温度、および元の設計によって異なります。
NewayAeroTech は、鋳造、機械加工、表面状態制御、コーティング準備、および最終検査を完全な製造ワークフローとして接続するための超合金後処理およびコーティング準備をサポートしています。
後処理には以下が含まれる場合があります:
材料状態および微細組織制御のための熱処理
必要に応じて機械加工または EDM 後の応力除去
表面洗浄および酸化皮膜除去
耐酸化性、削り取り可能 (abradable)、または遮熱コーティングシステムのためのコーティング準備
スロット、穴、およびシール面周囲のバリ取りおよびエッジ仕上げ
検査および納品前の最終表面確認
最終機械加工の前にコーティング余裕を考慮すべきです。コーティング厚さがシール面、セグメント嵌合、またはブレード先端クリアランス面を変更する場合、部品はコーティング前の検査に合格しても、コーティング後の最終組立で不合格となる可能性があります。
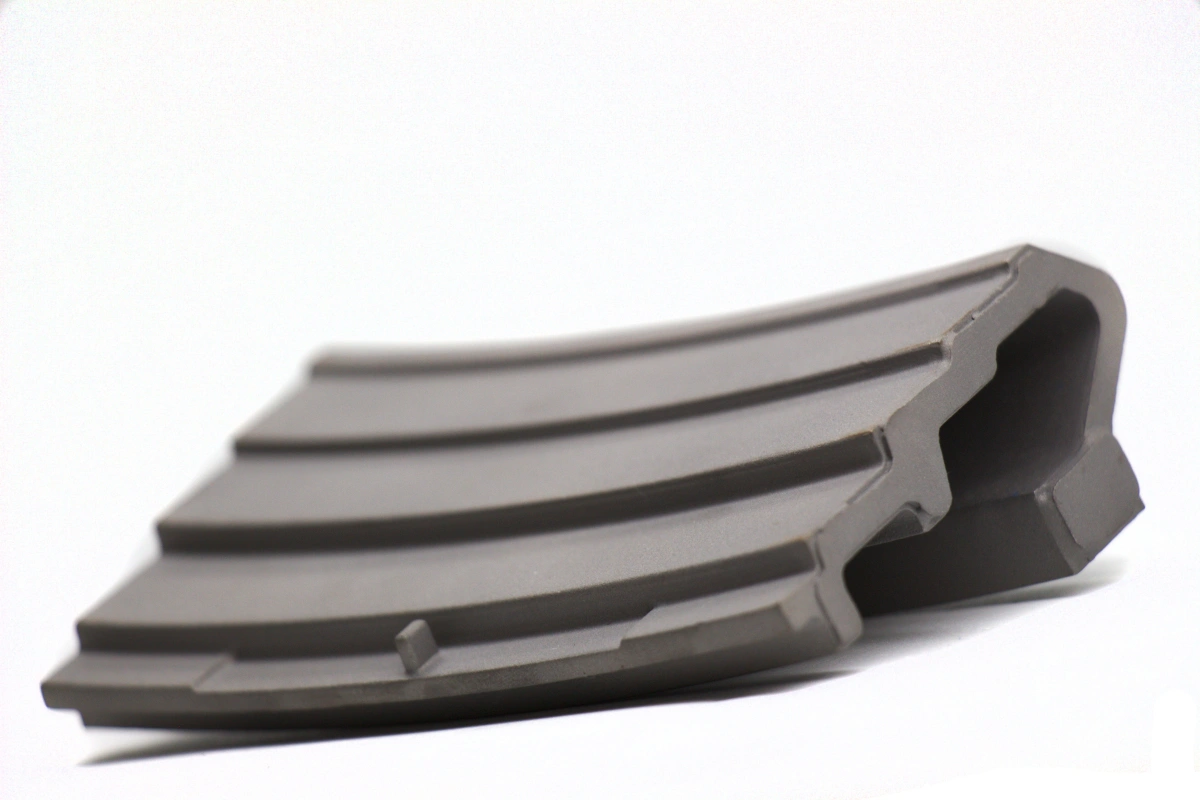
タービンシュラウドおよびシールセグメントの重要形状
タービンシュラウドおよびシールセグメントは、正確なアーク形状およびセグメント間の嵌合を維持する必要があります。これらの部品は通常、タービンブレードパス周囲に複数のセグメントとして組まれるため、局所的な誤差が蓄積し、完全なリング組立に影響を与える可能性があります。
重要な形状には以下が含まれます:
内側アーク輪郭およびブレード先端クリアランス面
外側アーク輪郭およびケーシングインターフェース
セグメント端面および隣接セグメント間の隙間制御
シール面および耐摩耗性接触領域
取付スロット、フック、溝、および保持特徴
位置決め穴および基準面
コーティング境界およびマスキング領域
アーク形状が不正確な場合、組立られたシュラウドリングは不均一なブレードクリアランスを生じる可能性があります。シール面が損傷していたり不正確だったりすると、高温ガス漏れが増加します。セグメントインターフェースが一貫していない場合、運用中に組立応力および局所摩耗が悪化する可能性があります。
タービンシュラウドおよびシールセグメントの検査
タービンシュラウドおよびシールセグメントは、鋳造品質と組立形状要件の両方を満たす必要があるため、検査は不可欠です。完全な検査計画では、材料、鋳造健全性、アークプロファイル、セグメント嵌合、シール面品質、および最終寸法を検証する必要があります。
検査項目 | 確認内容 | 重要性 |
|---|---|---|
アークプロファイル | 内径、外径、曲率、ブレードパス形状 | ブレード先端クリアランスおよびセグメントリング嵌合を制御 |
セグメント嵌合 | 端面、隙間、嵌合面、組立セグメントの連続性 | 漏れ、組立応力、および不均一な摩耗を防止 |
シール面寸法 | 平面度、プロファイル、コーティング余裕、摩耗面形状 | シール効率および制御されたブレード先端クリアランスをサポート |
FPI(浸透探傷検査) | 表面亀裂および開口欠陥 | コーティング、組立、または納品前の亀裂リスクを特定 |
X 線または CT | 内部気孔、収縮、介在物、隠れた鋳造欠陥 | 熱間部運用のための鋳造健全性を検証 |
CMM 検査 | 取付スロット、位置決め穴、基準面、嵌合形状 | 寸法精度および組立信頼性を確認 |
アーク検査、セグメント嵌合チェック、FPI、X 線、CT、CMM、およびコーティング関連検査はコストとリードタイムに影響を与える可能性があるため、見積もり前に検査要件を確認する必要があります。
シュラウドおよびシールセグメント交換のためのリバースエンジニアリングサポート
多くのガスタービンシュラウドおよびシールセグメント交換プロジェクトは、摩耗した部品、不完全な図面、または 3D スキャンデータから始まります。リバースエンジニアリングでは、運用損傷を複製するのではなく、元の機能的形状を特定する必要があります。
NewayAeroTech は、以下に基づいて交換プロジェクトを検討できます:
元の図面および 3D CAD ファイル
使用済みのシュラウドまたはシールセグメントサンプル
3D スキャンデータおよび再構築モデル
亀裂、酸化、こすり磨损、コーティング損失、またはシール損傷を示す写真
旧部品からの材料分析
タービンモデル、ステージ番号、および熱間部運用条件
摩耗したシールセグメントの場合、ブレードのこすり痕、コーティング損失、酸化表面、変形した端面、および損傷した取付スロットを盲目的に複製すべきではありません。交換部品は、機能的なアーク形状、シール面、および組立嵌合を中心に再構築されるべきです。
熱間部シュラウド修理プロジェクトにおけるサプライヤーの価値
有資格のタービンシュラウドサプライヤーは、鋳造能力以上のものを提供する必要があります。サプライヤーは、ブレード先端クリアランス、シール機能、材料選定、鋳造工程、機械加工基準、コーティング余裕、セグメント嵌合、および検査計画を理解している必要があります。
NewayAeroTech は、熱間部シュラウドの修理および交換プロジェクトを以下のようにサポートしています:
高温合金および耐摩耗性材料のレビュー
特殊合金鋳造および真空インベストメント鋳造のオプション
アーク輪郭、シール面、取付スロット、および基準特徴のための CNC 加工
スロット、穴、鋭い角、および工具アクセスが制限された特徴のための EDM レビュー
熱処理、表面洗浄、およびコーティング準備のサポート
アークプロファイル、セグメント嵌合、FPI、X 線、CMM、および最終検査の計画
プロトタイプ、小ロット修理部品、および長期予備シュラウドの製造
この統合された工程は、特に修理プロジェクトが発電所の定期点検スケジュールに厳しい制約がある場合に、鋳造、機械加工、コーティング、および検査サプライヤー間のコミュニケーションギャップを減らすのに役立ちます。
タービンシュラウドおよびシールセグメントの見積もり依頼 (RFQ) チェックリスト
タービンシュラウドおよびシールセグメントを正確に見積もるために、顧客は材料、形状、コーティング、検査、および運用条件に関連する技術データを提供する必要があります。これにより、サプライヤーは鋳造の実現可能性、機械加工コスト、検査要件、および納期リスクを評価できます。
完全な RFQ には以下を含める必要があります:
タービンモデル、ステージ番号、部品名、部品番号、および改訂レベル
利用可能な場合の 2D 図面および 3D CAD ファイル
リバースエンジニアリングが必要な場合の使用済みシュラウドサンプル、写真、または 3D スキャンデータ
必要な材料グレード(例:インコネル、ステライト、レネ合金、コバルト合金、または顧客指定の超合金)
鋳造工程要件(例:特殊合金鋳造または真空インベストメント鋳造)
熱処理、コーティング、削り取り可能 (abradable) 表面、または後処理要件
アークプロファイル、シール面、ブレードクリアランス面、取付スロット、およびセグメント嵌合要件
検査要件(例:FPI、X 線、CT、CMM、材料報告書、アーク検査、またはコーティング検査)
プロトタイプ、修理バッチ、または長期予備部品プログラム用の数量
納期スケジュール、点検タイミング、梱包、および書類要件
プロジェクトが摩耗サンプルに基づく場合、顧客はこすり領域、摩耗したシール面、コーティング損失、亀裂、酸化損傷、変形したセグメント端、および機能的な取付特徴を特定する必要があります。これにより、リバースエンジニアリングの誤りを防ぎ、信頼性の高い熱間部交換製造をサポートできます。
結論
ガスタービン熱間部修理用のタービンシュラウドおよびシールセグメントには、材料、鋳造品質、アーク形状、シール面、セグメント嵌合、コーティング準備、および検査の慎重な制御が必要です。これらの部品は、ブレード先端クリアランスを制御し、シール効率を向上させ、熱間部構造を保護し、ガスタービン性能を維持するのに役立ちます。
NewayAeroTech は、図面、旧部品、3D スキャンデータ、またはタービンモデル情報に基づき、カスタムタービンシュラウドおよびシールセグメントの製造をサポートしています。当社の能力には、特殊合金鋳造、真空インベストメント鋳造、超合金 CNC 加工、EDM 特徴加工、後処理、コーティング準備、アーク検査、セグメント嵌合チェック、FPI、X 線、CMM、および最終書類作成が含まれます。
タービンシュラウドまたはシールセグメントの修理部品のお見積もりについては、タービンモデル、ステージ番号、部品番号、2D 図面、3D ファイル、サンプル写真、材料要件、コーティング要件、検査基準、数量、および納期目標を送信してください。当社のエンジニアリングチームが、お客様のガスタービン熱間部修理プロジェクトに最も適した製造工程を検討いたします。
