Usinage CNC de superalliages pour les composants de rotors de turbines aéronautiques
Alors que les programmes mondiaux de propulsion aéronautique visent des rapports poussée/poids et une efficacité thermique plus élevés, la demande de composants de turbines en superalliage usinés avec précision continue d'augmenter. En 2024, le secteur de l'usinage CNC aéronautique a seul dépassé 5,3 milliards USD, les rotors de turbines représentant plus de 32 % de l'utilisation des alliages à haute température.
Neway AeroTech fournit des solutions critiques dans ce domaine. Notre usinage CNC avancé d'Inconel, de Rene et d'alliages Nimonic permet une stabilité dimensionnelle supérieure, une résistance à la fatigue et des performances optimales pour les rotors de turbines fonctionnant au-dessus de 15 000 tr/min et 1000 °C.
Technologie de base de l'usinage CNC de superalliages
L'usinage CNC de superalliages chez Neway AeroTech combine précision, stabilité thermique et technologies d'optimisation de la durée de vie des outils pour des applications extrêmes.
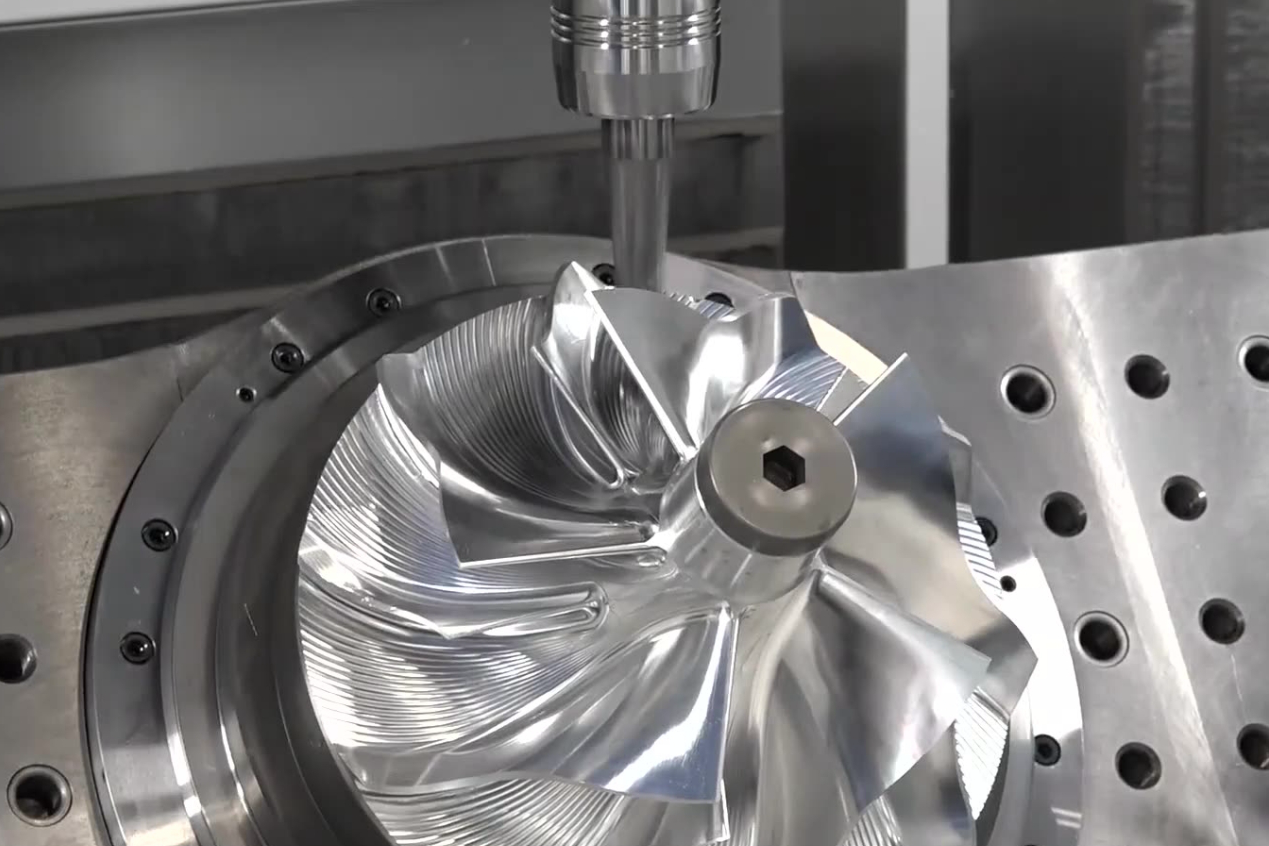
L'usinage CNC 5 axes permet un accès complet de l'outil pour les contours complexes et les composants de turbines en superalliage à cavités profondes.
Les algorithmes de compensation de l'usure des outils assurent la répétabilité dimensionnelle pour des opérations prolongées dans des conditions de contact avec des alliages abrasifs.
Les systèmes de refroidissement haute pression traversant la broche réduisent l'accumulation de chaleur et améliorent l'efficacité de coupe dans les matériaux de superalliages difficiles.
L'inspection post-processus par MMT et MEB (Machine à Mesurer Tridimensionnelle et Microscope Électronique à Balayage) garantit la conformité aux tolérances de niveau micron et aux spécifications de qualité aéronautique.
Toutes les opérations d'usinage sont conformes aux normes aéronautiques telles que AS9100D et NADCAP, assurant une précision constante jusqu'à des tolérances de ±5 μm.
Superalliages typiques en usinage CNC
Les superalliages suivants sont couramment utilisés pour les composants de rotors de turbines :
Alliage | Température de service max (°C) | Résistance à la traction (MPa) | Application |
|---|---|---|---|
704 | 1240 | Disques de rotor, moyeux de turbine | |
980 | 1450 | Aubes de turbine, rotors | |
920 | 1265 | Rotors de compresseur | |
1140 | 1000 | Pieds d'aubes de turbine |
Chaque alliage offre des avantages spécifiques en termes de résistance au fluage, de durée de vie en fatigue et de protection contre l'oxydation dans des conditions extrêmes.
Étude de cas : Usinage CNC de composants de rotors de turbines
Contexte du projet
Un client spécialisé dans la propulsion aéronautique nécessitait des disques de rotor en Inconel 718 usinés par CNC pour un moteur turbofan militaire de nouvelle génération. Le composant exigeait une tolérance de profil dans les ±0,01 mm et une concentricité inférieure à 0,008 mm. La géométrie extérieure présentait des contre-dépouilles, des cavités profondes et des tolérances d'alignement des alésages plus strictes que ISO H6.
Modèles et applications typiques de composants de rotors de turbines
Modèle | Application | Matériau | Vitesse max (tr/min) | Description |
|---|---|---|---|---|
TRD-950 | Rotor haute pression de moteur à réaction | Inconel 718 | 18 000 | Équilibrage de précision, moyeu multi-trous |
LPT-420 | Disque de turbine basse pression | Rene 88 | 12 000 | Détensionné, fraisage de profil |
CPT-180 | Rotor de compresseur | Nimonic 90 | 16 000 | Conception légère de type blisk |
Ces pièces sont essentielles aux modules de moteurs sur diverses plateformes aéronautiques telles que les turbines de classe F, les drones avancés et les avions supersoniques.
Défis de l'usinage CNC des composants de rotors de turbines
L'usure des outils dépasse 0,05 mm/heure en raison de la dureté de l'alliage supérieure à 40 HRC et des exigences agressives en matière de géométrie des arêtes.
La distortion thermique dépasse 0,02 mm lors d'opérations continues de plus de 2 heures à des vitesses de coupe supérieures à 150 m/min sur des surfaces en superalliage.
Les tolérances d'alignement des alésages et des arbres inférieures à 8 μm exigent un palpage ultra-précis et des méthodes de correction de trajectoire d'outil en plusieurs étapes.
Une contrainte résiduelle allant jusqu'à 450 MPa doit être relâchée après l'ébauche pour éviter la déformation lors des passes de finition.
L'évacuation des copeaux dans les cavités plus profondes que 8×D nécessite une géométrie d'hélice optimisée et une pression de liquide de refroidissement supérieure à 80 bars.
Solutions d'usinage CNC pour les composants de rotors de turbines
L'usinage cryogénique à -196 °C utilisant de l'azote liquide a réduit l'usure des outils de 25 % et amélioré considérablement l'intégrité de surface.
Les trajectoires d'ébauche adaptatives avec fraisage trochoïdal ont minimisé la pression sur l'outil et réduit les temps de cycle d'environ 18 % sur plusieurs profils de cavités.
Le palpage sur machine avec numérisation 3D a assuré une précision d'alignement des alésages dans les 6 μm et réduit l'intervention d'inspection humaine de 60 %.
Le Compactage Isostatique à Chaud (CIC) (Hot Isostatic Pressing (HIP)) à 1030 °C et 100 MPa a éliminé 98 % de la porosité interne avant l'usinage de finition final.
La validation d'alliage par GDMS (Spectrométrie de Masse à Décharge Luminescente) a confirmé la cohérence élémentaire dans les ±0,03 % en poids avant l'usinage pour assurer les performances mécaniques à des températures de fonctionnement de 1000 °C.
Résultats et vérification
Fabrication : Les disques de rotor ont été usinés sur des centres d'usinage 5 axes, atteignant une précision dimensionnelle dans les ±5 μm et une circularité de 0,007 mm, maintenant l'équilibre pour des vitesses de fonctionnement de 18 000 tr/min avec une concentricité TIR inférieure à 0,006 mm.
Finition : La rugosité de surface a été réduite à Ra 0,4 μm en utilisant des outils de finition en diamant avec une avance contrôlée de 0,02 mm/tr et une vitesse de broche optimisée de 1800 tr/min, améliorant considérablement la durée de vie en fatigue.
Post-traitement : Le traitement CIC (HIP treatment) à 1030 °C et 100 MPa pendant 4 heures a éliminé les vides et restauré la structure granulaire isotrope, assurant le maintien de la résistance mécanique à des températures de service de 980 °C.
Tests : L'inspection par MMT (CMM inspection) a confirmé une conformité de 100 % aux tolérances ; les analyses par rayons X, MEB et GDMS (GDMS analysis) ont vérifié l'uniformité du matériau, les tests de fatigue montrant une durée de vie 1,5 fois supérieure à l'exigence de référence du client.
FAQ
Quelles sont les tolérances typiques réalisables pour les rotors de turbines usinés par CNC ?
Comment gérez-vous les contraintes résiduelles dans les pièces en superalliage à section épaisse ?
Quelles certifications sont requises pour les fournisseurs de pièces de rotors aéronautiques ?
Pouvez-vous usiner des composants en superalliage monocristallins et équiaxes ?
Comment assurez-vous la concentricité alésage-moyeu pour les disques de rotors critiques ?
