Service d'impression 3D SLS pour composants de chambre de combustion en superalliage aérospatial
Introduction à l'impression 3D SLS pour les composants de combustion aérospatiaux
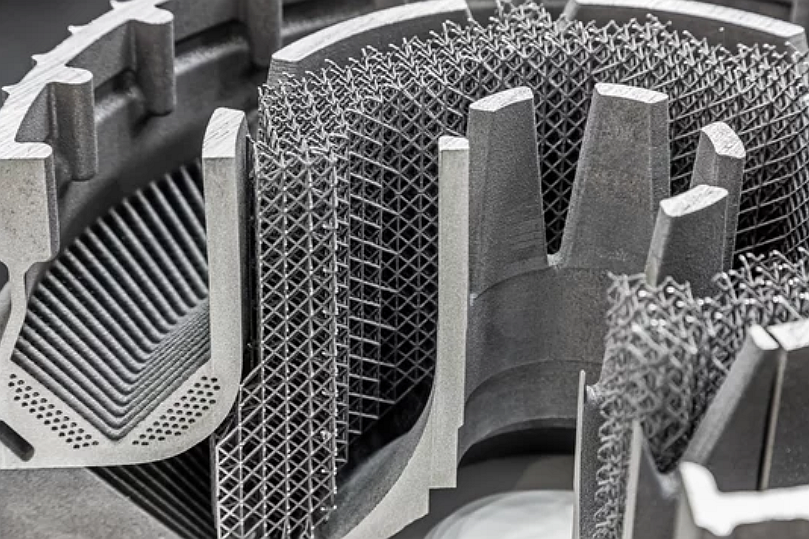
Le frittage laser sélectif (SLS) est une méthode fiable pour fabriquer des composants complexes de chambre de combustion à partir de superalliages de qualité aérospatiale. Ce procédé de fusion de poudre couche par couche assure une densité uniforme, une microstructure contrôlée et une intégrité thermique sur des géométries intricées soumises à des chaleurs et pressions extrêmes.
Chez Neway Aerotech, nos services d'impression 3D SLS prennent en charge la fabrication de pièces de combustion en superalliage pour les systèmes de propulsion, les moteurs aéronautiques et les ensembles de combustion de turbines.
Aperçu de l'impression 3D SLS
Capacités du procédé
Paramètre | Valeur |
|---|---|
Épaisseur de couche | 40–60 μm |
Taille minimale des caractéristiques | ~0,5 mm |
Tolérance dimensionnelle | ±0,1 mm par 100 mm |
Température maximale de la chambre | >1000°C pour les constructions en superalliage |
Densité (après HIP) | ≥99,7 % |
Le SLS permet la création de structures en treillis légères, de réseaux de refroidissement internes et de profils de parois complexes en un seul cycle de construction.
Pourquoi le SLS pour les chambres de combustion aérospatiales ?
La fusion de couches sans contact préserve la géométrie des parois minces
Prend en charge l'intégration de caractéristiques complexes (trous de refroidissement, renforts en treillis, orifices intégrés)
La fusion de poudre haute résolution garantit des performances mécaniques dans des environnements supérieurs à 1000°C
Entièrement compatible avec les post-traitements tels que le HIP, l'EDM et le revêtement
Considérations sur les matériaux
Superalliages courants pour les chambres de combustion SLS
Matériau | Température max (°C) | Résistance à 800°C (MPa) | Résistance à l'oxydation | Cas d'utilisation |
|---|---|---|---|---|
700–750 | ~970 | Excellente | Doublures de combusteurs aéronautiques, supports de buses d'injection | |
>980 | ~1100 | Supérieure | Chambres de combustion de turbine, corps de swirlers | |
>1000 | ~1200 | Excellente | Bagues de brûleur, boîtiers d'allumage | |
~1175 | ~880 | Exceptionnelle | Parois de combustion dans les circuits de gaz oxydants |
Étude de cas : Fabrication SLS d'un segment de doublure de combustion en Inconel 939
Contexte du projet
Un client du secteur aérospatial et aéronautique avait besoin d'une doublure de combustion monobloc avec des canaux de refroidissement internes imprimés en 3D, des raidisseurs en treillis et des entrées de carburant intégrées. Le matériau sélectionné était l'Inconel 939, adapté aux températures de fonctionnement de 980–1050°C.
Flux de fabrication
Conception pour la fabrication additive : Intégration de passages de refroidissement de 1 mm, de parois en treillis de 0,7 mm et optimisation du contour de la chambre
Construction SLS : Épaisseur de couche 50 μm, temps de construction 38 heures, tolérance dimensionnelle ±0,08 mm
Traitement HIP : 1200°C, 100 MPa pendant 4 heures pour atteindre une densité de 99,8 %
Finition EDM : Érosion par étincelage des orifices de buses et des brides d'étanchéité avec une tolérance de ±0,005 mm
Revêtement : Application d'un revêtement barrière thermique sur les parois internes
Post-traitement et inspection
Vérification par MMT de toutes les caractéristiques fonctionnelles
L'inspection par rayons X n'a montré aucun retrait ni groupe de pores
L'analyse MEB a confirmé une fusion uniforme des grains
Les tests ultrasonores par immersion ont validé l'intégrité interne
Résultats et vérification
Le segment final du combusteur en Inconel 939 a atteint une précision dimensionnelle de ±0,08 mm et une rugosité finale Ra ≤ 0,6 μm sur les zones d'étanchéité.
Tous les chemins de refroidissement internes étaient dégagés, avec une variation d'épaisseur de paroi mesurée inférieure à ±0,05 mm après affinage par EDM.
Les tests par rayons X et ultrasons ont confirmé une densité >99,8 % sans défauts sous la surface ni délaminage des couches.
La pièce a résisté à 1000 heures de tests avec des gaz chauds à haute pression sans aucune distorsion ni fissuration par fatigue.
FAQ
Quels types de superalliages conviennent le mieux aux pièces de combusteur imprimées par SLS ?
Comment la porosité est-elle traitée dans les composants de combustion de turbine SLS ?
Les canaux de refroidissement par film peuvent-ils être directement imprimés et post-traités par EDM ?
Quelle est l'épaisseur de paroi maximale réalisable pour le matériel de combustion SLS ?
Quel post-traitement est nécessaire pour la certification aérospatiale des pièces SLS ?
