Aubes de turbine et aubes directrices de tuyère personnalisées pour la réparation de turbines de pro...
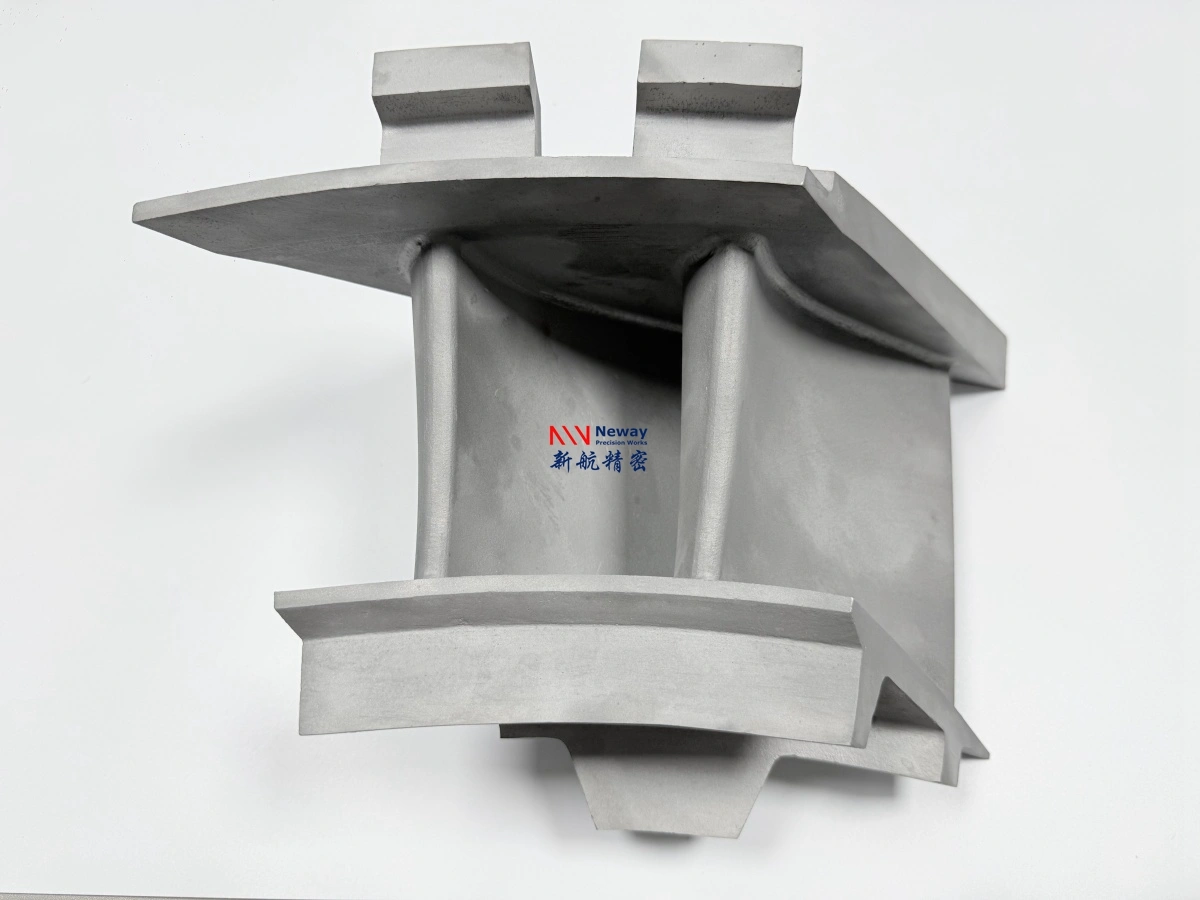
NewayAeroTech fabrique des aubes de turbine et des aubes directrices de tuyère personnalisées pour les projets de réparation de turbines de production d'énergie. Ces composants peuvent être produits à partir de plans clients, d'échantillons originaux, de données de numérisation 3D ou d'informations sur le modèle de turbine, puis livrés en tant que pièces de rechange finies ou semi-finies conformément aux exigences d'inspection et d'assemblage du client.
Pour les équipes de maintenance des centrales électriques, les entreprises de réparation de turbines et les acheteurs de pièces détachées pour turbines à gaz, les aubes de turbine et les aubes directrices de tuyère ne sont pas de simples pièces moulées. Ce sont des composants de contrôle du circuit gazeux qui dirigent les gaz de combustion chauds vers le rotor de la turbine avec l'angle, la vitesse et la distribution de pression corrects. Si le profil aérodynamique de l'aube, la zone de gorge, la plateforme, la surface d'étanchéité ou l'interface de montage est incorrect, l'efficacité de la turbine et la fiabilité de la section chaude peuvent être affectées.
NewayAeroTech prend en charge la fabrication de pièces de rechange pour turbines de production d'énergie grâce à une approche intégrée comprenant la coulée de superalliages, l'usinage CNC, la post-traitement et l'inspection pour les projets personnalisés de réparation d'aubes directrices de tuyère (NGV), d'aubes de stator et d'aubes de turbine.
Réponse directe : Aubes de turbine personnalisées et pièces de rechange NGV
NewayAeroTech fournit des aubes de turbine personnalisées, des aubes directrices de tuyère, des aubes de stator et des pièces de rechange NGV pour les projets de réparation de turbines à gaz de production d'énergie. Selon la conception originale et les exigences de service, le processus de fabrication peut inclure la coulée à cire perdue sous vide, la coulée à grains équiaxes, la coulée directionnelle, l'usinage CNC, la post-traitement et l'inspection qualité finale.
Notre soutien à la fabrication peut couvrir :
Aubes directrices de tuyère personnalisées pour la réparation de turbines à gaz
Aubes de turbine de rechange pour turbines de production d'énergie
Pièces de rechange d'aubes de stator pour turbines à gaz
Coulée et usinage d'aubes de turbine en superalliages
Aubes de réparation en petites séries et production de pièces de rechange en lots
Support d'ingénierie inverse à partir de pièces anciennes ou de données de numérisation 3D
L'objectif est de fournir des pièces de réparation d'aubes de turbine avec une géométrie de profil aérodynamique contrôlée, une zone de gorge, des dimensions de plateforme, des surfaces d'étanchéité, des interfaces d'assemblage, une cohérence matérielle et une documentation d'inspection.
Fonction des aubes de turbine et des aubes directrices de tuyère dans les turbines à gaz
Les aubes de turbine et les aubes directrices de tuyère sont des composants stationnaires installés dans le circuit de gaz chaud d'une turbine à gaz. Leur fonction principale est de diriger le flux de gaz vers les aubes de turbine rotatives avec un angle et une vitesse contrôlés. Cela affecte le transfert d'énergie, l'efficacité de la turbine, l'appariement des étages et la distribution de température en aval.
Dans les turbines de production d'énergie, les aubes doivent remplir plusieurs fonctions simultanément :
Guider les gaz chauds vers le rotor de la turbine avec l'angle requis
Contrôler la vitesse du gaz, la distribution de pression et la zone de gorge
Maintenir un flux stable entre les étages de la turbine
Soutenir l'efficacité et les performances de sortie de la turbine
Protéger les pièces en aval contre un flux de gaz inégal et une surchauffe locale
Maintenir l'étanchéité, l'alignement de la plateforme et la stabilité de l'assemblage pendant le service
Étant donné que ces pièces influencent directement les performances du circuit gazeux, les aubes de rechange doivent être fabriquées avec plus d'attention à la géométrie aérodynamique que les composants statiques moulés ordinaires.
Pourquoi les aubes de turbine doivent être remplacées
Les aubes de turbine fonctionnent dans un environnement sévère de section chaude. Pendant un fonctionnement à long terme, elles sont exposées à un flux de gaz à haute température, à l'oxydation, à la corrosion à chaud, aux vibrations, aux gradients thermiques et à des cycles répétés de démarrage et d'arrêt. Avec le temps, ces conditions peuvent modifier la géométrie de l'aube et réduire la fiabilité de service.
Les causes courantes de défaillance ou de remplacement des aubes incluent :
Fissures thermiques causées par des cycles répétés de chauffage et de refroidissement
Brûlure, érosion ou surchauffe locale sur la surface du profil aérodynamique
Oxydation ou corrosion à chaud dans les zones du circuit gazeux
Déformation de la plateforme ou dommages à la surface d'étanchéité
Changement de la zone de gorge causé par l'usure, la distorsion ou l'accumulation de dépôts
Dommages au bord d'attaque ou au bord de fuite
Dégradation, écaillage ou perte de protection de surface du revêtement
Fissures découvertes lors d'une inspection d'arrêt ou d'essais non destructifs
Lorsque les aubes dépassent les limites de réparation, des pièces de rechange sont nécessaires pour restaurer la géométrie du circuit gazeux, l'efficacité de la turbine et la fiabilité de la maintenance.
Processus de fabrication des aubes de turbine personnalisées
La fabrication d'aubes de turbine personnalisées combine généralement la coulée et la finition de précision. La coulée forme le corps complexe de l'aube, le profil aérodynamique, les plateformes et la géométrie du circuit gazeux. L'usinage CNC termine ensuite les caractéristiques d'installation, les surfaces d'étanchéité, les zones de référence et les dimensions critiques d'assemblage.
Un processus typique peut inclure :
Examiner le modèle de turbine, l'étage de l'aube, les plans, les pièces anciennes ou les données de numérisation 3D
Confirmer la nuance de matériau, le procédé de coulée, le traitement thermique, le revêtement et les exigences d'inspection
Concevoir l'outillage de coulée, les modèles en cire, les coquilles céramiques et les allowances de processus
Produire l'ébauche de l'aube par coulée à cire perdue sous vide, coulée équiaxe ou coulée directionnelle
Appliquer un traitement thermique ou un post-traitement après coulée selon les exigences du matériau
Usiner les plateformes, les surfaces de montage, les faces d'étanchéité, les surfaces de référence et les caractéristiques de positionnement
Inspecter le profil de l'aube, la zone de gorge, les défauts de coulée, la chimie du matériau et les dimensions finales
Préparer la documentation pour l'examen par le client, l'inspection de réception ou l'approbation du projet de réparation
NewayAeroTech fournit la coulée à cire perdue sous vide pour les aubes directrices de tuyère lorsque la géométrie complexe d'une aube en superalliage doit être produite sous forme d'ébauche quasi-nette avant l'usinage de précision.
Options de coulée pour les aubes de turbine à gaz
La méthode de coulée correcte dépend de la conception de l'aube, de l'étage de la turbine, de la nuance d'alliage, de la température de service et des spécifications du client. Pour de nombreuses pièces de réparation d'aubes statiques et NGV, la coulée équiaxe est pratique. Pour des applications de turbine plus exigeantes, la coulée directionnelle peut être requise.
La coulée à grains équiaxes pour les aubes de turbine est souvent utilisée pour les composants statiques de section chaude où une structure de grains moulés équilibrée est appropriée. Elle peut supporter une géométrie d'aube complexe, des plateformes et des caractéristiques de chemin d'écoulement tout en maintenant un coût de fabrication et un délai d'exécution pratiques.
La coulée directionnelle pour les aubes de turbine peut être examinée lorsque la conception de l'aube ou les spécifications du client nécessitent une croissance contrôlée des grains et une amélioration des performances à haute température dans une direction privilégiée.
Procédé de coulée | Utilisation typique | Avantage clé |
|---|---|---|
Coulée à cire perdue sous vide | Ébauches d'aubes complexes en superalliages et pièces de réparation NGV | Géométrie quasi-nette du profil aérodynamique, de la plateforme et du circuit gazeux |
Coulée à grains équiaxes | Aubes de turbine statiques, aubes directrices de tuyère, pièces d'aubes de stator | Procédé de coulée pratique pour de nombreux composants statiques de section chaude |
Coulée directionnelle | Applications d'aubes de turbine à température plus élevée lorsque spécifié | Prend en charge une structure de grains contrôlée pour des conditions de service exigeantes |
Le procédé de coulée doit être confirmé à partir de l'exigence de conception originale. Une aube de rechange ne doit pas être rétrogradée vers une méthode de coulée plus simple si la pièce originale nécessite une structure de grains spécifique ou un état matériel particulier.
Choix de matériaux pour les aubes directrices de tuyère et les aubes de stator
Les aubes de turbine et les aubes directrices de tuyère sont généralement fabriquées à partir de superalliages à base de nickel ou de cobalt. Le matériau correct dépend de la température, du risque de corrosion à chaud, de l'exposition à l'oxydation, du système de revêtement, de la conception originale et des spécifications du client.
Les options de matériaux courantes pour les projets de réparation d'aubes de turbine incluent Inconel 713LC, Inconel 738LC, FSX-414, ECY-768, MAR-M 509 et Haynes 188. Ces alliages sont sélectionnés pour les applications de section chaude où les aciers inoxydables ordinaires ne peuvent pas fournir une résistance suffisante à haute température et une résistance à l'oxydation.
NewayAeroTech prend en charge la coulée à cire perdue sous vide d'alliages Inconel pour les pièces d'aubes de turbine et NGV à base de nickel. Pour les applications de section chaude à base de cobalt, la coulée à cire perdue sous vide d'alliages Stellite peut être examinée lorsque la résistance à l'usure, la résistance à la corrosion à chaud et les performances des alliages à base de cobalt sont requises. Pour d'autres applications à haute température et résistantes à la corrosion, la coulée à cire perdue sous vide d'alliages Hastelloy peut également soutenir la comparaison de matériaux et les projets d'alliages personnalisés.
Matériau | Utilisation typique dans les projets d'aubes | Considération de sélection |
|---|---|---|
Inconel 713LC | Petites turbines NGV et pièces moulées de section chaude | Utile pour les aubes directrices de tuyère moulées nécessitant une résistance à haute température |
Inconel 738LC | Aubes de turbines à gaz industrielles et pièces statiques de section chaude | Candidat solide pour les composants de turbine moulés à haute température |
FSX-414 | Aubes de turbine et composants de tuyère à base de cobalt | Peut être envisagé pour la corrosion à chaud et le service de circuit de gaz chaud stationnaire |
ECY-768 | Applications d'aubes de turbine et de tuyère lourdes à base de cobalt | Pertinent pour les programmes d'aubes de rechange sélectionnés nécessitant des performances d'alliage de cobalt |
MAR-M 509 | Pièces d'aubes et de tuyères à haute température à base de cobalt | Utile lorsque la résistance à la corrosion à chaud et les performances des alliages de cobalt moulés sont requises |
Haynes 188 | Composants de section chaude à haute température à base de cobalt | Peut être examiné pour les exigences de résistance à l'oxydation et à la corrosion à chaud |
Pour les pièces de rechange, le matériau doit suivre le plan original ou les données d'échantillon vérifiées dans la mesure du possible. Si un matériau équivalent est requis, la température de fonctionnement, l'environnement gazeux, le système de revêtement et les critères d'acceptation de l'inspection doivent être examinés avant le devis.
Focus sur l'usinage CNC pour les plateformes et interfaces d'aubes
La coulée forme le corps de l'aube, mais l'usinage CNC est nécessaire pour contrôler la précision de l'assemblage. Les plateformes d'aubes, les faces d'étanchéité, les interfaces de montage et les caractéristiques de positionnement nécessitent généralement des tolérances plus serrées que le corps de l'aube moulé.
NewayAeroTech fournit l'usinage CNC de superalliages pour les plateformes d'aubes, y compris les alliages à base de nickel et de cobalt difficiles à usiner utilisés dans les pièces de réparation de turbines.
Les domaines d'intervention de l'usinage comprennent :
Surfaces supérieure et inférieure de la plateforme
Faces de montage et interfaces d'assemblage
Surfaces d'étanchéité et zones de contact
Trous de positionnement, fentes ou caractéristiques de fixation locales
Surfaces de référence pour la MMT et l'inspection de profil
Bord d'attaque, bord de fuite ou zones limites lorsque spécifié par le plan
Pour les pièces de réparation d'aubes, la stratégie de datum d'usinage est importante. Si le datum de coulée ne correspond pas au datum d'assemblage fonctionnel, la pièce peut passer les contrôles de dimensions locaux mais échouer à l'ajustement final ou au contrôle de la zone de gorge.
Post-traitement des superalliages pour les aubes de turbine
Les aubes de turbine peuvent nécessiter un traitement thermique, une préparation de surface, une préparation de revêtement, un polissage, un nettoyage ou d'autres post-traitements avant la livraison finale. Le processus de post-traitement exact dépend de la nuance de matériau, des exigences du plan, du système de revêtement et de la norme d'inspection du client.
NewayAeroTech prend en charge le post-traitement des superalliages pour les aubes de turbine afin de relier la coulée, l'usinage, le contrôle de l'état de surface et l'inspection finale en un seul processus de fabrication.
Le post-traitement peut inclure :
Traitement thermique pour le conditionnement du matériau et le contrôle de la microstructure
Relaxation des contraintes lorsque requis après usinage ou EDM
Nettoyage de surface et élimination des oxydes
Préparation de revêtement pour les revêtements résistants à l'oxydation ou les barrières thermiques
Ébavurage et finition des bords autour des plateformes, des trous et des bords du profil aérodynamique
Révision finale de la surface avant inspection et livraison
Si un revêtement est requis, l'allowance de revêtement et les zones de masquage doivent être définies avant l'usinage final. Sinon, la pièce peut respecter les dimensions pré-revêtement mais échouer à l'assemblage final après l'ajout de l'épaisseur du revêtement.
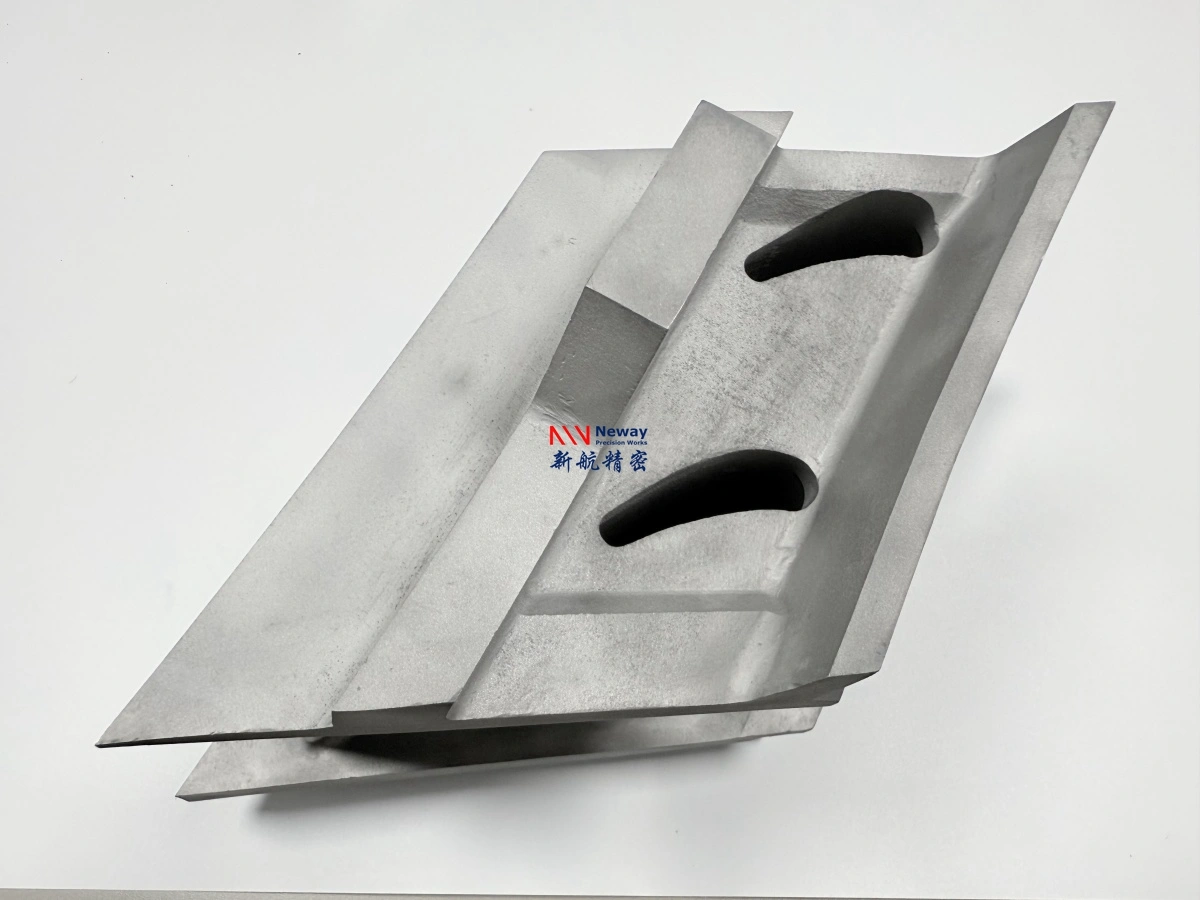
Caractéristiques critiques des pièces de rechange NGV et d'aubes de turbine
Pour les pièces de rechange d'aubes directrices de tuyère et d'aubes de turbine, plusieurs caractéristiques nécessitent un contrôle spécial car elles affectent le flux de gaz, l'ajustement, l'étanchéité et la fiabilité de service.
Les caractéristiques critiques incluent :
Contour du profil aérodynamique sur le côté pression et le côté aspiration
Géométrie du bord d'attaque et du bord de fuite
Zone de gorge et cohérence du canal d'écoulement entre les aubes
Dimensions supérieure et inférieure de la plateforme
Faces d'étanchéité et surfaces de contact
Faces de montage, trous et caractéristiques de positionnement
Défauts internes de coulée tels que retassures, porosité et inclusions
Chimie du matériau et état de traitement thermique
Pour le remplacement d'échantillons usés, la géométrie fonctionnelle originale doit être reconstruite avec soin. L'usure, l'érosion, la perte de revêtement et la déformation ne doivent pas être copiées dans la nouvelle aube de rechange.
Exigences d'inspection pour les aubes de turbine personnalisées
L'inspection est cruciale pour les aubes de turbine car ce sont des composants de contrôle du circuit gazeux. Une aube de rechange finie doit répondre aux exigences matérielles et géométriques avant la livraison.
Article d'inspection | Quoi vérifier | Pourquoi c'est important |
|---|---|---|
Profil de l'aube | Côté pression, côté aspiration, bord d'attaque, bord de fuite | Contrôle la direction du flux de gaz et l'efficacité de la turbine |
Zone de gorge | Taille du passage de flux de gaz et cohérence entre les aubes | Prend en charge le débit correct, la distribution de pression et l'appariement des étages |
FPI (Ressuage) | Fissures de surface et défauts ouverts | Aide à identifier les risques de fissures avant la livraison ou le revêtement |
Rayons X ou CT | Porosité interne, retassures, inclusions, défauts de coulée cachés | Vérifie l'intégrité de la coulée pour le service en section chaude |
Inspection MMT | Plateformes, faces de montage, surfaces d'étanchéité, caractéristiques de référence | Confirme l'ajustement de l'assemblage et la répétabilité dimensionnelle |
Rapport matériau | Composition chimique, nuance d'alliage, registres de traitement thermique si requis | Confirme la cohérence et la traçabilité du matériau |
Les exigences d'inspection doivent être confirmées avant le devis. L'inspection du profil de l'aube, la mesure de la zone de gorge, les rayons X, le CT, le FPI, la MMT et les tests de matériaux peuvent tous affecter le coût, le délai d'exécution et la planification de l'acceptation.
Support d'ingénierie inverse pour les anciennes aubes et pièces NGV
De nombreux projets de réparation d'aubes de turbine commencent par des pièces anciennes plutôt que par des dessins complets. Dans ces cas, l'ingénierie inverse doit séparer l'intention de conception originale des dommages de service. Une aube usagée peut présenter de l'érosion, une perte de revêtement, une distorsion de la plateforme, un changement de zone de gorge ou des fissures thermiques.
NewayAeroTech peut examiner les projets basés sur :
Dessins originaux et fichiers CAO 3D
Anciens échantillons d'aubes ou NGV
Données de numérisation 3D et modèles reconstruits
Analyse de matériaux à partir de pièces échantillons
Photos montrant l'usure, les fissures ou la perte de revêtement
Modèle de turbine, numéro d'étage et conditions de fonctionnement
Pour les pièces NGV issues de l'ingénierie inverse, le contour du profil aérodynamique et la zone de gorge doivent être examinés attentivement. Une aube de rechange visuellement similaire peut toujours mal performer si la géométrie du flux de gaz n'est pas contrôlée.
Valeur du fournisseur pour la réparation d'aubes de turbine de production d'énergie
Un fournisseur qualifié de pièces de réparation d'aubes de turbine doit offrir plus qu'une capacité de coulée. Le fournisseur doit comprendre la sélection des matériaux, la fonction de l'aube, le procédé de coulée, le datum d'usinage, le contrôle de la zone de gorge, la planification de l'inspection et la documentation de livraison.
NewayAeroTech soutient les projets de réparation d'aubes de turbine en fournissant :
Examen des matériaux en superalliages et sélection du procédé de coulée
Options de coulée à cire perdue sous vide, de coulée équiaxe et de coulée directionnelle
Usinage CNC pour les plateformes, les faces d'étanchéité, les zones de montage et les caractéristiques de référence
Support de post-traitement et de préparation de revêtement
Planification de l'inspection du profil de l'aube, de la zone de gorge, du FPI, des rayons X, de la MMT et des matériaux
Support d'ingénierie inverse à partir de pièces anciennes, d'échantillons ou de données de numérisation 3D
Prototypage, pièces de réparation en petites séries et fabrication d'aubes de rechange en lots
Cette approche intégrée réduit les lacunes de communication entre les fournisseurs de coulée, d'usinage, de revêtement et d'inspection, en particulier lorsque les projets de réparation de turbines ont des calendriers d'arrêt serrés ou une documentation originale limitée.
Liste de contrôle RFQ pour les aubes de turbine et les aubes directrices de tuyère personnalisées
Pour citer avec précision les aubes de turbine et les aubes directrices de tuyère, les clients doivent fournir des données techniques liées à la géométrie, au matériau, à l'inspection et aux conditions de service. Cela aide le fournisseur à évaluer l'outillage de coulée, le processus d'usinage, le coût d'inspection et le risque de fabrication.
Une demande de devis complète doit inclure :
Modèle de turbine, étage de l'aube, numéro de pièce et niveau de révision
Dessin 2D et fichier CAO 3D si disponible
Échantillon de pièce ancienne, photos ou données de numérisation 3D si l'ingénierie inverse est requise
Nuance de matériau requise, telle que Inconel 713LC, Inconel 738LC, FSX-414, ECY-768, MAR-M 509 ou Haynes 188
Exigence de procédé de coulée, telle que coulée à cire perdue sous vide, coulée équiaxe ou coulée directionnelle
Exigences de traitement thermique, de revêtement ou de post-traitement
Exigences concernant le profil de l'aube, la zone de gorge, la plateforme, la surface d'étanchéité et l'interface de montage
Exigences d'inspection telles que FPI, rayons X, CT, MMT, rapport de matériau, rapport de profil d'aube ou rapport de zone de gorge
Quantité pour le prototype, le lot de réparation ou le programme de pièces de rechange à long terme
Calendrier de livraison, timing d'arrêt, exigences d'emballage et de documentation
Si le projet est basé sur un échantillon endommagé, les clients doivent marquer les zones usées, les fissures, le revêtement manquant, les zones réparées et les surfaces fonctionnelles critiques. Cela aide à prévenir les erreurs d'ingénierie inverse et soutient une conception de pièce de rechange plus fiable.
Conclusion
Les aubes de turbine et les aubes directrices de tuyère personnalisées pour la réparation de turbines de production d'énergie nécessitent une coulée contrôlée de superalliages, un usinage CNC, un post-traitement et une inspection. Ces pièces sont des composants de contrôle du circuit gazeux, donc le profil de l'aube, la zone de gorge, les dimensions de la plateforme, les surfaces d'étanchéité, les interfaces de montage, les défauts internes et la cohérence du matériau doivent être gérés avec soin.
NewayAeroTech prend en charge la fabrication de pièces de rechange d'aubes de turbine et NGV à partir de plans, de pièces anciennes, de données de numérisation 3D ou d'informations sur le modèle de turbine. Nos capacités incluent la coulée à cire perdue sous vide, la coulée à grains équiaxes, la coulée directionnelle, l'usinage CNC de superalliages, le post-traitement, l'inspection du profil de l'aube, le contrôle de la zone de gorge, le FPI, les rayons X, la MMT et les rapports de matériaux.
Pour un devis de pièces de réparation d'aubes de turbine, veuillez envoyer le modèle de turbine, l'étage de l'aube, le numéro de pièce, le dessin 2D, le fichier 3D, les photos d'échantillon, l'exigence de matériau, le procédé de coulée, l'exigence de revêtement, la norme d'inspection, la quantité et l'objectif de livraison. Notre équipe d'ingénierie peut examiner le processus de fabrication le plus adapté à votre projet de remplacement d'aubes de turbine à gaz.
