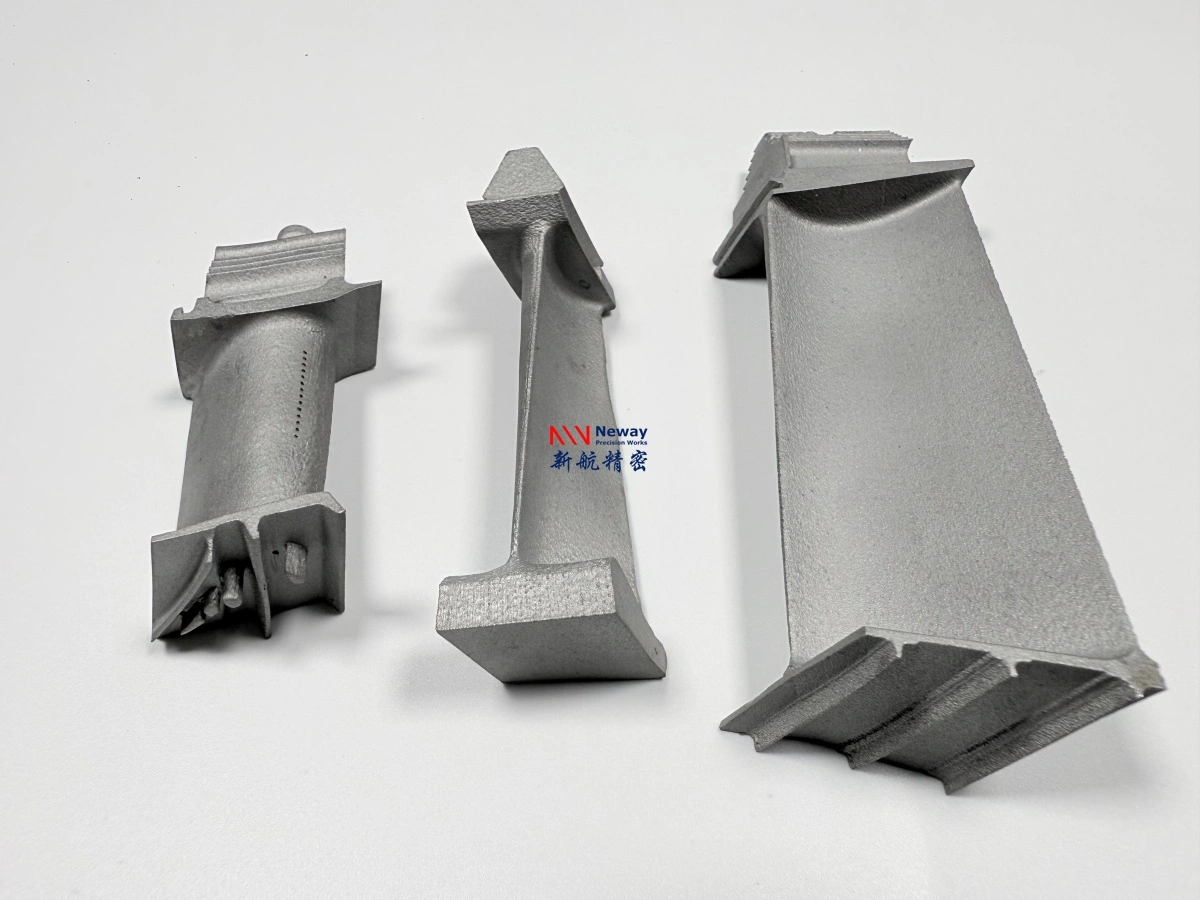
Lames de turbine de remplacement personnalisées pour les projets de réparation de turbines à gaz de...
NewayAeroTech fabrique des lames de turbine de remplacement pour les projets de réparation de turbines à gaz de production d'électricité, y compris des ébauches de lames en superalliage moulé, des racines et plates-formes de lames finies par CNC, des caractéristiques de refroidissement traitées par EDM, un traitement thermique, une préparation au revêtement, un contrôle dimensionnel et des essais non destructifs.
Pour les équipes de maintenance des centrales électriques, les entreprises de réparation de turbines et les ingénieurs d'approvisionnement en pièces de rechange, les lames de turbine de remplacement ne sont pas de simples composants métalliques. Ce sont des pièces rotatives à haute température qui doivent résister à l'exposition aux gaz chauds, à la contrainte centrifuge, à la fatigue thermique, à l'oxydation, aux vibrations et aux exigences strictes d'assemblage à l'intérieur de la section de la turbine.
NewayAeroTech prend en charge la fabrication de pièces de turbine de production d'électricité pour la réparation, le remplacement et les programmes de pièces de rechange où les clients ont besoin de lames de turbine finies réalisées à partir de plans, d'échantillons, de données de numérisation 3D ou d'informations sur le modèle de turbine.

Réponse directe : Lames de turbine de remplacement pour la réparation de turbines à gaz
NewayAeroTech peut fabriquer des lames de turbine de remplacement pour les projets de réparation de turbines à gaz de production d'électricité via un processus intégré comprenant la coulée de superalliages, l'usinage CNC, l'EDM, le traitement thermique, la post-transformation et l'inspection.
Selon le modèle de turbine, l'étage de la lame, l'exigence de matériau et les conditions de service, le processus de fabrication peut inclure :
Coulée à cire perdue sous vide pour les ébauches de lames en superalliage
Solidification directionnelle ou coulée monocristalline pour les exigences de lames avancées
Usinage CNC des racines de lames, des plates-formes, des faces de référence et des interfaces d'assemblage
EDM pour les trous de refroidissement, les fentes et les caractéristiques locales difficiles
Traitement thermique pour le contrôle de la microstructure et des performances
Préparation au revêtement avant l'application de barrières thermiques ou de revêtements anti-oxydation
Radiographie X, ressuage (FPI), MMT, vérification des matériaux et rapports d'inspection finale
L'objectif est de fournir des pièces de réparation de lames de turbine finies, prêtes pour l'inspection du client, la revue d'assemblage ou un revêtement ultérieur selon les exigences du projet.
Pourquoi les lames de turbine à gaz doivent être remplacées
Les lames de turbine à gaz fonctionnent dans l'une des zones les plus sévères d'une turbine de production d'électricité. Elles sont exposées à un flux de gaz à haute température, à la rotation, aux vibrations, à l'oxydation, aux cycles thermiques et aux contraintes mécaniques. Sur de longues périodes de service, ces conditions peuvent progressivement réduire la fiabilité des lames.
Le remplacement des lames de turbine peut être nécessaire en raison de :
Fissures de fatigue thermique causées par des cycles répétés de démarrage et d'arrêt
Déformation par fluage sous haute température et charge centrifuge
Oxydation ou corrosion à chaud sur les surfaces du circuit gazeux
Écaillage, décollement ou dégradation locale du revêtement
Usure en bout de pale, dommages par frottement ou perte liée au jeu
Dommages causés par des corps étrangers ou érosion sur les bords d'attaque et de fuite
Dommages à la racine, à la plate-forme ou aux caractéristiques de refroidissement découverts lors de l'inspection d'arrêt
Lorsque les lames de turbine atteignent la limite de réparation ou ne peuvent pas être restaurées en toute sécurité, des lames de remplacement sont nécessaires pour soutenir la révision de la turbine, la planification de la maintenance et la fiabilité à long terme de la centrale électrique.
Processus de fabrication des lames de turbine de remplacement
La fabrication de lames de turbine de remplacement nécessite généralement un processus en plusieurs étapes. La bonne méthode dépend de l'étage de la lame, de la nuance d'alliage, de l'exigence de structure cristalline, de la conception de refroidissement, de l'exigence de revêtement et de la norme d'inspection.
Un processus de fabrication pratique peut inclure :
Examen du modèle de turbine, de l'étage de la lame, des plans, des échantillons ou des données de numérisation 3D
Confirmation de la nuance d'alliage, de la structure cristalline, du traitement thermique et des exigences de revêtement
Conception de l'outillage de coulée, du modèle en cire, de la coquille céramique et du processus de coulée
Production de l'ébauche de lame en superalliage par coulée sous vide, coulée directionnelle ou coulée monocristalline
Application d'un traitement thermique selon l'état matériel requis
Usinage de la racine de la lame, de la plate-forme, des interfaces de montage, des surfaces de référence et des dimensions critiques
Utilisation de l'EDM pour les trous de refroidissement, les fentes et les caractéristiques limitées par l'accès des outils si nécessaire
Préparation des surfaces pour le revêtement, le polissage ou la post-transformation spécifiée par le client
Inspection de l'intégrité de la coulée, des dimensions, de la chimie des matériaux, des défauts de surface et de la géométrie finale
Préparation des rapports finaux et de la documentation de livraison
NewayAeroTech fournit la coulée à cire perdue sous vide pour les lames de turbine lorsque des ébauches de superalliages quasi-nettes sont requises avant l'usinage de précision et l'inspection.
Options de coulée pour les lames de turbine de production d'électricité
La coulée de lames de turbine n'est pas un processus unique. Différentes conceptions de lames peuvent nécessiter différentes méthodes de coulée en fonction de la température de service, du niveau de contrainte, de l'étage de la lame et des spécifications du client.
Pour certaines lames de remplacement, la coulée à cire perdue sous vide conventionnelle peut convenir. Pour les lames à haute température plus exigeantes, la coulée directionnelle pour les lames de turbine peut être requise pour améliorer la résistance au fluage à haute température dans le sens de la charge de la lame. Pour les applications avancées de lames de section chaude, la coulée monocristalline pour les lames de turbine peut être nécessaire lorsque l'élimination des joints de grains et le contrôle de l'orientation cristalline sont critiques.
Méthode de coulée | Utilisation typique | Avantage clé |
|---|---|---|
Coulée à cire perdue sous vide | Ébauches complexes de lames en superalliage et pièces de rechange pour réparation | Géométrie quasi-nette avec réduction des déchets d'usinage |
Coulée directionnelle | Lames à haute température nécessitant une meilleure résistance au fluage directionnel | Croissance contrôlée des grains dans le sens de la contrainte principale |
Coulée monocristalline | Lames de turbine avancées de section chaude | Élimine les joints de grains et supporte un service à très haute température |
La méthode de coulée doit être confirmée conformément à la conception originale de la lame et aux exigences du client. L'utilisation d'une mauvaise méthode de coulée peut affecter la durée de vie, la stabilité dimensionnelle et l'approbation du projet de réparation.
Options de matériaux pour les lames de turbine de remplacement
Les lames de turbine de remplacement sont couramment fabriquées à partir de superalliages à base de nickel ou de matériaux monocristallins avancés. Le choix du matériau dépend du modèle de turbine, de l'étage de la lame, de la température de fonctionnement, de la charge mécanique, du système de revêtement et de la spécification d'origine.
NewayAeroTech prend en charge plusieurs familles de matériaux de lames de turbine, y compris la coulée à cire perdue sous vide d'alliages Inconel, la coulée à cire perdue sous vide d'alliages Rene et la coulée à cire perdue sous vide de la série CMSX.
Les considérations typiques concernant les matériaux incluent :
Alliages Inconel pour les applications de lames et d'aubes à haute température à base de nickel
Alliages Rene pour les composants avancés de sections chaudes de turbines aéronautiques
Alliages de la série CMSX pour les applications de lames de turbine monocristallines
Alliages équivalents spécifiés par le client lorsque les données originales sur les matériaux sont disponibles
Vérification des matériaux par tests de composition chimique et registres de traçabilité
Pour les pièces de remplacement, le matériau ne doit pas être sélectionné uniquement par une apparence similaire ou une classification de température approximative. Le plan original, la norme d'alliage, l'état de traitement thermique et le système de revêtement doivent être examinés avant la production.
Usinage CNC pour les racines, les plates-formes et les interfaces des lames
Après la coulée, l'usinage CNC est nécessaire pour finir les caractéristiques fonctionnelles de la lame de turbine. L'ébauche coulée fournit le profil aérodynamique de la lame et la géométrie quasi-nette, mais la racine de la lame, la plate-forme, les faces de référence et les caractéristiques d'assemblage nécessitent un usinage de précision.
NewayAeroTech fournit l'usinage CNC de superalliages pour les racines et les plates-formes de lames, y compris les composants en alliages à base de nickel et monocristallins difficiles à usiner.
Les caractéristiques typiques des lames de turbine usinées par CNC incluent :
Racines en sapin, racines à queue d'aronde ou autres caractéristiques de fixation de la racine
Plates-formes de lames et surfaces de contact d'étanchéité
Surfaces de référence pour l'inspection et l'alignement de l'assemblage
Caractéristiques liées au bout de la lame et zones de contrôle du jeu local
Interfaces de montage et dimensions fonctionnelles spécifiées par le client
Surfaces nécessitant une planéité, un parallélisme ou une tolérance de profil contrôlés
L'usinage de la racine de la lame est particulièrement important car la géométrie de la racine transfère la charge centrifuge vers le disque de la turbine. Tout écart dimensionnel, défaut de surface ou concentration de contrainte peut affecter l'ajustement de l'assemblage et la fiabilité en service.
EDM pour les trous de refroidissement, les fentes et les caractéristiques difficiles
De nombreuses lames de turbine de production d'électricité comprennent des caractéristiques locales difficiles à usiner avec des outils de coupe conventionnels. Cela peut inclure des trous de refroidissement, des fentes, des caractéristiques d'étanchéité, des limites locales nettes et des zones à accès limité par outil près de la géométrie du profil ou de la plate-forme.
L'EDM est souvent utilisé car les superalliages sont durs, résistants à la chaleur et difficiles à couper mécaniquement dans des caractéristiques petites ou complexes. L'EDM peut traiter des caractéristiques locales avec une force de coupe mécanique réduite, ce qui est utile pour la géométrie délicate des lames.
Pour les lames de turbine de remplacement, le contrôle de l'EDM doit se concentrer sur :
Emplacement et diamètre des trous de refroidissement
Largeur de la fente et précision des limites
Couche refondue et état de la surface affectée par la chaleur
Qualité des bords autour des trous, des fentes et des caractéristiques du profil
Nettoyage et inspection post-EDM
Compatibilité avec la préparation au revêtement et les exigences de service finales
L'EDM doit être planifié conjointement avec la coulée, l'usinage et la préparation au revêtement, car les caractéristiques locales peuvent affecter le débit d'air, l'efficacité de refroidissement, la concentration de contraintes et le comportement du revêtement.
Traitement thermique et post-transformation pour les lames de turbine
Le traitement thermique est critique pour les lames de turbine de remplacement car il contrôle la microstructure de l'alliage, les performances mécaniques et la stabilité à haute température. Le processus de traitement thermique doit correspondre à la nuance d'alliage, à la méthode de coulée et aux spécifications du client.
NewayAeroTech prend en charge la post-transformation de superalliages pour les lames de turbine, y compris la coordination du traitement thermique, la préparation de surface, la finition et le support d'inspection selon les exigences du projet.
La post-transformation peut inclure :
Traitement thermique de mise en solution et de vieillissement selon les exigences de l'alliage
Relaxation des contraintes après usinage ou EDM si nécessaire
Préparation de surface avant revêtement
Ébavurage, polissage ou mélange de surfaces sélectionnées
Nettoyage des trous de refroidissement et des caractéristiques locales
Inspection dimensionnelle et de surface finale avant livraison
Si la lame nécessite un revêtement barrière thermique, un revêtement anti-oxydation ou tout autre revêtement spécifié par le client, la tolérance de revêtement et l'état de surface doivent être pris en compte avant que les dimensions d'usinage finales ne soient verrouillées.
Caractéristiques critiques des lames de turbine de remplacement
Les lames de turbine de remplacement doivent correspondre aux exigences fonctionnelles de l'assemblage de turbine d'origine. Les caractéristiques les plus importantes ne sont pas seulement la forme visible de la lame, mais aussi la géométrie qui affecte le transfert de charge, le flux de gaz, le refroidissement, l'étanchéité et le jeu en bout de pale.
Les caractéristiques critiques incluent :
Profil du profil aérodynamique, y compris l'intrados, l'extrados, le bord d'attaque et le bord de fuite
Géométrie de la racine de la lame pour la fixation au disque et le transfert de charge
Surfaces de la plate-forme et interfaces d'étanchéité
Trous de refroidissement, passages de refroidissement internes et caractéristiques de débit d'air
Géométrie du bout de la lame et surfaces liées au jeu
Références de datum utilisées pour l'inspection et l'assemblage
État de surface dans les régions à haute contrainte et à haute température
Pour les lames rétro-conçues, ces caractéristiques doivent être définies soigneusement à partir d'échantillons, de données de numérisation, des conditions de service et des exigences d'assemblage de la turbine. La copie de la géométrie externe seule ne suffit pas pour une lame de remplacement fiable.
Exigences d'inspection pour les lames de turbine finies
L'inspection est essentielle pour les lames de turbine finies car elles fonctionnent sous haute température, haute contrainte et charge de rotation. Un plan d'inspection complet doit vérifier le matériau, l'intégrité de la coulée, la structure cristalline, la précision d'usinage, la qualité de surface, l'état du traitement thermique et la documentation finale.
Poste d'inspection | Ce qu'il faut vérifier | Pourquoi c'est important |
|---|---|---|
Vérification des matériaux | Nuance d'alliage, composition chimique, numéro de coulée, registres de matériaux | Confirme que la lame utilise le superalliage spécifié |
Radiographie X ou CT | Porosité interne, retrait, inclusions, intégrité des caractéristiques de refroidissement | Vérifie l'intégrité de la coulée avant acceptation |
Ressuage (FPI) | Fissures de surface et défauts ouverts | Détecte les défauts débouchant en surface qui peuvent devenir des fissures en service |
Inspection MMT | Racine, plate-forme, surfaces de référence, profil, bout et dimensions critiques | Confirme l'ajustement de l'assemblage et la géométrie aérodynamique |
Examen de la structure cristalline | État équiaxe, directionnel ou monocristallin selon la spécification | Assure que la méthode de coulée correspond à la conception de la lame |
État du traitement thermique | Registre de traitement thermique, dureté, microstructure si requis | Supporte la performance des matériaux et la traçabilité du processus |
Les exigences d'inspection doivent être confirmées avant le devis car la radiographie X, le CT, le FPI, la MMT, l'inspection de la structure cristalline et les tests de matériaux peuvent affecter significativement le coût et le délai d'exécution.
Support pour la rétro-ingénierie et les pièces de réparation en petits lots
De nombreux projets de réparation de turbines à gaz commencent avec de vieilles lames, des échantillons usés, des plans incomplets ou des données de numérisation 3D. Dans ces cas, le fournisseur doit prendre en charge à la fois la fabrication et la revue technique.
NewayAeroTech peut évaluer les projets de lames de turbine de remplacement basés sur :
Plans 2D originaux et modèles CAO 3D
Échantillons de lames usagées pour la rétro-ingénierie
Données de numérisation 3D et reconstruction dimensionnelle
Analyse des matériaux à partir de pièces échantillons
Exigences de réparation en petits lots pour la maintenance d'arrêt
Fabrication de lots de lames de rechange pour la planification de l'inventaire à long terme
Lorsque la rétro-ingénierie est impliquée, les zones usées doivent être séparées de la géométrie fonctionnelle d'origine. La racine de la lame, la plate-forme, le profil, les trous de refroidissement et les surfaces de jeu en bout de pale doivent être reconstruits selon la fonction plutôt que copiés aveuglément à partir d'une pièce usagée.
Valeur du fournisseur pour les projets de réparation de turbines de production d'électricité
Un fournisseur qualifié de lames de turbine de remplacement ne doit pas seulement livrer une pièce coulée. Le fournisseur doit comprendre l'ensemble du processus de fabrication, de la sélection de l'alliage à l'inspection finale.
NewayAeroTech soutient les fabricants de pièces de réparation de turbines, les équipes de maintenance de centrales électriques et les acheteurs de lames de rechange pour turbines à gaz en fournissant :
Revue de la méthode de coulée de superalliages
Options de coulée sous vide, de coulée directionnelle et de coulée monocristalline
Usinage CNC pour les racines de lames, les plates-formes et les interfaces de précision
EDM pour les trous de refroidissement et les caractéristiques locales complexes
Coordination du traitement thermique et de la post-transformation
Vérification des matériaux, radiographie X, FPI, MMT et rapports d'inspection finale
Support pour les prototypes, les pièces de réparation en petits lots et la fabrication de lots de lames de rechange
Ce processus intégré aide à réduire les lacunes de communication entre les fournisseurs de coulée, les fournisseurs d'usinage, les fournisseurs de revêtement et les équipes d'inspection. Il soutient également une prise de décision plus rapide lors des projets de réparation avec des calendriers d'arrêt serrés.
Liste de contrôle RFQ pour les lames de turbine de remplacement
Pour obtenir un devis précis pour les lames de turbine de remplacement, les clients doivent fournir autant d'informations techniques que possible. La fabrication de lames de turbine dépend du matériau, de la structure cristalline, de la géométrie de la lame, des caractéristiques de refroidissement, des exigences de revêtement et des normes d'inspection.
Une demande de devis complète doit inclure :
Modèle de turbine, étage de la lame, numéro de pièce et niveau de révision
Plan 2D et fichier CAO 3D si disponible
Échantillon de lame usagée, photos ou données de numérisation 3D si la rétro-ingénierie est requise
Nuance d'alliage requise, telle que Inconel, Rene, CMSX ou autre superalliage
Exigence de méthode de coulée, telle que la coulée à cire perdue sous vide, la coulée directionnelle ou la coulée monocristalline
Exigences de traitement thermique, HIP, revêtement ou post-transformation
Trous de refroidissement, passages internes, géométrie de la racine de la lame, plate-forme et exigences de jeu en bout de pale
Exigences d'inspection telles que radiographie X, CT, FPI, MMT, tests de matériaux, inspection cristalline ou rapport de traitement thermique
Quantité pour le prototype, le lot de réparation ou le programme de pièces de rechange à long terme
Calendrier de livraison, timing d'arrêt, exigences d'emballage et de documentation
Si le projet est urgent, les clients doivent identifier clairement quelles exigences sont fixes et lesquelles peuvent être examinées pour la faisabilité de fabrication. Cela aide à raccourcir le temps d'évaluation technique et à réduire l'incertitude du devis.
Conclusion
Les lames de turbine de remplacement pour les projets de réparation de turbines à gaz de production d'électricité nécessitent un contrôle de fabrication intégré. Une lame de remplacement finie peut impliquer la coulée à cire perdue sous vide, la coulée directionnelle, la coulée monocristalline, l'usinage CNC, l'EDM, le traitement thermique, la préparation au revêtement, l'inspection dimensionnelle et les essais non destructifs.
NewayAeroTech peut prendre en charge la fabrication de pièces de réparation de turbines personnalisées à partir de plans, d'échantillons, de données de numérisation 3D ou d'informations sur le modèle de turbine. Notre processus de fabrication couvre les ébauches de coulée de superalliages, les racines et plates-formes de lames finies par CNC, les caractéristiques locales traitées par EDM, la post-transformation, la vérification des matériaux et les rapports d'inspection finale.
Pour un devis de lames de turbine de remplacement, veuillez envoyer le modèle de turbine, l'étage de la lame, le numéro de pièce, le plan 2D, le fichier 3D, les photos d'échantillons, l'exigence d'alliage, l'exigence de structure cristalline, l'exigence de revêtement, la norme d'inspection, la quantité et l'objectif de livraison. Notre équipe d'ingénierie peut examiner la méthode de fabrication la plus adaptée à votre projet de réparation de turbine à gaz de production d'électricité.
