Usinage CNC d'Alliages Hastelloy pour Pièces de Turbo-Surpresseurs avec Précision Supérieure
Introduction
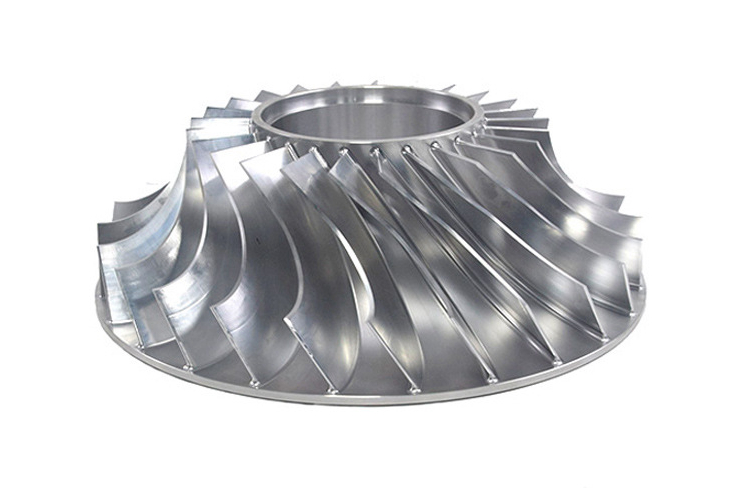
Les alliages Hastelloy sont reconnus pour leur excellente résistance à la corrosion, leur stabilité thermique et leur résistance mécanique, ce qui en fait des matériaux idéaux pour les pièces de turbo-surpresseurs fonctionnant dans des environnements sévères. Chez Neway AeroTech, nous sommes spécialisés dans l'usinage CNC de précision des alliages Hastelloy, produisant des composants de turbocompresseur avec des tolérances dimensionnelles exceptionnelles (±0,005 mm) et une résistance supérieure à la fatigue et à la fatigue thermique.
En utilisant des équipements CNC multi-axes avancés, des paramètres d'usinage optimisés et un contrôle qualité de qualité aérospatiale, Neway garantit que chaque composant turbo en Hastelloy répond aux normes les plus élevées en matière de durabilité et de fiabilité opérationnelle.
Principaux Défis de Fabrication pour les Composants Turbo en Hastelloy
L'usinage CNC des alliages Hastelloy tels que l'Hastelloy X et l'Hastelloy C-22 présente plusieurs défis techniques :
La haute résistance et les caractéristiques d'écrouissage entraînent une usure rapide des outils.
Le maintien de tolérances ultra-précises (±0,005 mm) est critique pour les fonctions aérodynamiques et d'étanchéité du turbocompresseur.
La gestion de l'accumulation de chaleur et la minimisation de la distorsion thermique pendant l'usinage.
L'obtention de finitions de surface fines (Ra ≤0,8 µm) pour des performances d'écoulement d'air et d'assemblage optimales.
Processus d'Usinage CNC de Précision pour Pièces de Turbocompresseur en Hastelloy
Notre processus d'usinage CNC pour les pièces turbo en Hastelloy comprend :
Analyse du Matériau : Évaluer les propriétés de l'Hastelloy pour sélectionner l'outillage et la stratégie d'usinage corrects.
Outillage Avancé : Utiliser des plaquettes en carbure ou céramique optimisées pour les matériaux à faible conductivité thermique et haute dureté.
Usinage CNC Multi-Axes : Usinage 5 axes pour réduire les montages, améliorer la précision des caractéristiques et maintenir des tolérances serrées.
Paramètres d'Usinage Optimisés : Vitesses (15–40 m/min) et avances (0,02–0,10 mm/tr) contrôlées pour équilibrer les taux d'enlèvement de matière et la qualité de surface.
Passes de Finition de Surface : Coupes de finition légères pour atteindre Ra ≤0,8 µm tout en préservant l'intégrité dimensionnelle.
Inspection Finale : Vérification complète de la dimension et de la qualité de surface à l'aide de systèmes CMM et optiques.
Comparaison des Méthodes de Fabrication pour Composants Turbo en Hastelloy
Méthode de Fabrication | Précision Dimensionnelle | Finition de Surface (Ra) | Stabilité Thermique | Résistance Mécanique | Rentabilité |
|---|---|---|---|---|---|
Usinage CNC de Précision | ±0,005 mm | ≤0,8 µm | Supérieure | Excellente | Moyenne-Élevée |
Usinage par Électroérosion à Fils | ±0,003 mm | ≤0,4 µm | Supérieure | Excellente | Élevée |
Usinage Conventionnel | ±0,01 mm | ≤1,6 µm | Bonne | Bonne | Moyenne |
Stratégie de Sélection de la Méthode de Fabrication
La sélection de la meilleure approche de fabrication dépend de la complexité géométrique, des exigences de précision et du volume :
Usinage CNC de Précision : Le mieux adapté pour produire des composants turbo complexes tels que les carter de turbine, les brides d'échappement et les anneaux d'étanchéité, nécessitant une haute résistance, une résistance à la fatigue et des tolérances dimensionnelles inférieures à ±0,005 mm.
Usinage par Électroérosion à Fils : Utilisé pour des exigences de caractéristiques internes ou très complexes où une tolérance serrée (±0,003 mm) est critique, bien que généralement plus lent et plus coûteux.
Usinage Conventionnel : Approprié pour les pièces moins critiques ou les composants avec des géométries plus simples où des tolérances de ±0,01 mm sont acceptables.
Matrice de Performance des Alliages Hastelloy
Matériau Alliage | Température de Service Max (°C) | Résistance à la Traction (MPa) | Résistance à la Corrosion | Stabilité Thermique | Applications Typiques |
|---|---|---|---|---|---|
900 | 860 | Supérieure | Excellente | Sections chaudes de turbocompresseur, brides d'échappement | |
800 | 690 | Exceptionnelle | Bonne | Carter de compresseur, joints de turbo | |
850 | 790 | Exceptionnelle | Bonne | Collecteurs d'échappement de turbo, conduits de turbine | |
815 | 750 | Excellente | Bonne | Composants de turbocompresseur industriel |
Stratégie de Sélection d'Alliage pour Pièces de Turbocompresseur
La sélection de l'alliage Hastelloy approprié est cruciale pour les performances opérationnelles :
Hastelloy X : Le mieux adapté pour les pièces de section chaude de turbocompresseur fonctionnant en continu jusqu'à 900°C avec une excellente résistance à l'oxydation et à la fatigue thermique.
Hastelloy C-22 : Idéal pour les carter de compresseur et les composants d'étanchéité nécessitant une résistance supérieure à la corrosion et une stabilité thermique modérée.
Hastelloy C-276 : Préféré pour les pièces du système d'échappement soumises à des environnements chimiques et thermiques agressifs.
Hastelloy C-2000 : Choisi pour les pièces de turbocompresseur industriel équilibrant résistance à la corrosion et performances mécaniques.
Techniques Clés de Post-Traitement
Les opérations critiques de post-traitement pour les pièces turbo en Hastelloy incluent :
Finition de Surface de Précision : Rectification et polissage atteignant Ra ≤0,8 µm pour l'efficacité d'écoulement.
Traitement Thermique : Traitements de détente et de mise en solution pour optimiser les propriétés mécaniques.
Revêtements Protecteurs : Application de revêtements résistants à la corrosion et à l'oxydation pour prolonger la durée de vie des pièces.
Pressage Isostatique à Chaud (HIP) : Élimination des vides internes et amélioration des performances en fatigue.
Méthodes de Test et Assurance Qualité
Neway AeroTech garantit une qualité supérieure pour chaque composant turbo en Hastelloy grâce à :
Machine à Mesurer Tridimensionnelle (CMM) : Inspections dimensionnelles avec une précision de ±0,005 mm.
Contrôle Non Destructif par Rayons X : Détection des défauts internes.
Microscopie Métallographique : Évaluation de la structure des grains et de la microstructure.
Essai de Traction : Validation de la résistance mécanique et de l'allongement.
Tous les systèmes qualité fonctionnent selon les normes certifiées AS9100.
Étude de Cas : Composants de Section Chaude de Turbo en Hastelloy X Usinés CNC
Neway AeroTech a produit des composants de section chaude en Hastelloy X usinés CNC de précision pour des applications de turbocompresseur haute performance :
Température de Fonctionnement : Service jusqu'à 900°C en continu
Précision Dimensionnelle : ±0,005 mm atteint de manière constante
Finition de Surface : Ra ≤0,6 µm après passes de finition fine
Certification : Conformité totale aux normes de qualité aérospatiale AS9100
FAQ
Pourquoi les alliages Hastelloy sont-ils idéaux pour les composants de turbocompresseur et surpresseur ?
Quelles tolérances d'usinage CNC peuvent être atteintes pour les pièces turbo en Hastelloy ?
Comment Neway AeroTech gère-t-il l'usure des outils lors de l'usinage de l'Hastelloy ?
Quelles nuances d'Hastelloy sont recommandées pour les pièces de section chaude de turbocompresseur ?
Quels post-traitements et contrôles qualité assurent la fiabilité des pièces turbo en Hastelloy ?
