Hochpräzise CNC-gefertigte Tiefbohrkomponenten aus Superlegierungen
Tiefstbohrungen für anspruchsvolle Anwendungen
In kritischen Systemen der Luft- und Raumfahrt, Energieerzeugung und Verteidigung spielen Bauteile mit tiefgebohrten Merkmalen eine Schlüsselrolle bei der Kühlmittelverteilung, Kraftstoffeinspritzung und strukturellen Entlüftung. Diese Bohrungen überschreiten oft ein Verhältnis von 25×D und erfordern präzise Verfahren zur CNC-Bearbeitung von Superlegierungen sowie Tiefbohrungen, um die strukturelle Integrität unter extremen thermischen und mechanischen Belastungen zu gewährleisten.
Neway AeroTech ist spezialisiert auf CNC-gefertigte Komponenten mit großer Bohrtiefe aus Inconel 718, CMSX-4, Hastelloy X und Rene 41 mit präzisen Bohrungen, Senkungen und gewinkelten Kanälen.
Kerntechnologie für tiefe CNC-Bohrungen in Superlegierungen
Tiefbohrmerkmale in Superlegierungen erfordern Werkzeugstabilität, Temperaturkontrolle und Echtzeitüberwachung, um Abweichungen zu verhindern.
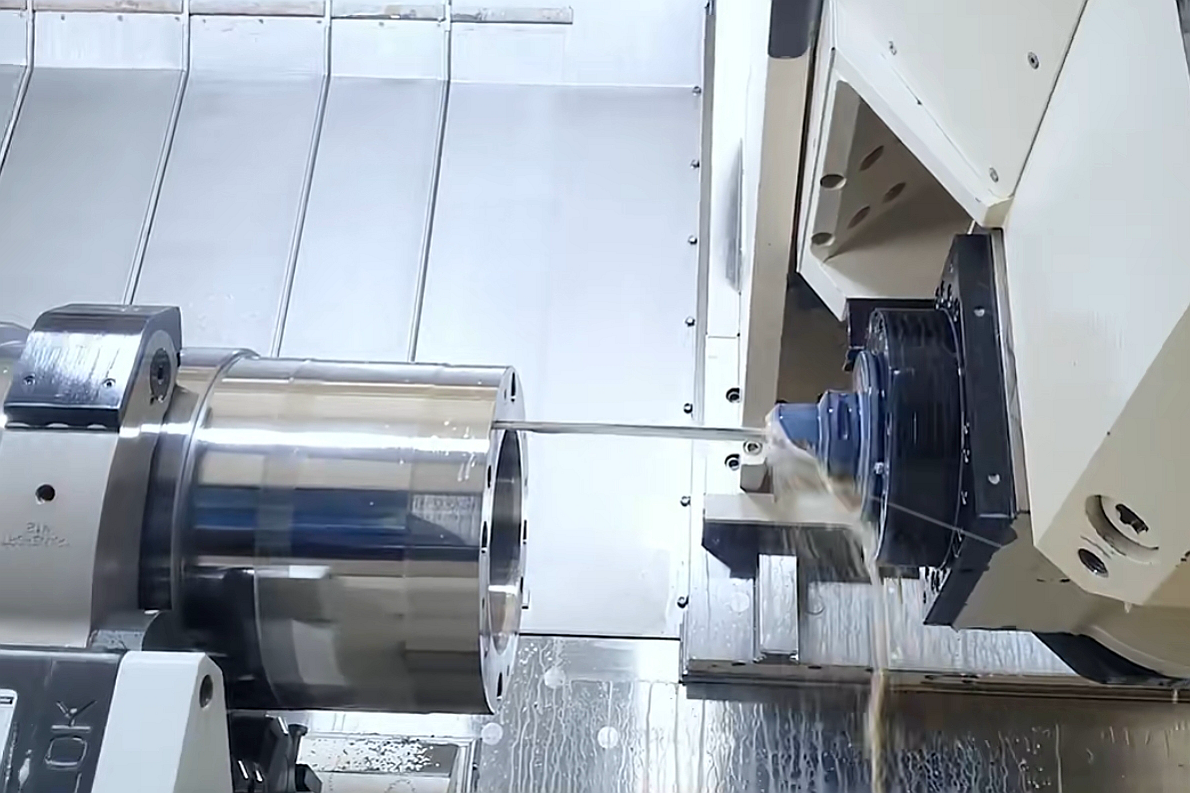
Einzugbohren (Gun Drilling) und BTA-Ausbohren für Bohrtiefen >25×D mit Innenkühlung
5-Achs-CNC-Bearbeitung für gewinkelte Eintrittsmerkmale
Dreh- und Peck-Bohrstrategien zur Kontrolle der Spanabfuhr
Kühlmittelgespeiste Hartmetallwerkzeuge, ausgelegt für Schnittbedingungen bis 1000 °C
Alle Prozesse werden gemäß den Normen ISO 10791 und NADCAP gesteuert.
Typische Superlegierungswerkstoffe für Tiefbohrungen
Legierung | Max. Temp. (°C) | Streckgrenze (MPa) | Anwendungsfall |
|---|---|---|---|
704 | 1035 | Entlüftungsrohre für Triebwerke | |
1140 | 980 | Bohrungen in Turbinenauskleidungen | |
980 | 950 | Druckkörper für Raketen | |
1175 | 790 | Hitzefeste Kanäle |
Diese Legierungen sind optimiert für Thermische Ermüdung, Kriechbeständigkeit und Dimensionsstabilität.
Fallstudie: 26×D-Bohrung in einem Rohrgehäuse aus Hastelloy X
Projekthintergrund
Ein Kunde aus der Kernenergiebranche benötigte eine durchgehende Bohrung mit 5 mm Durchmesser und 130 mm Tiefe (26×D) in Hastelloy X. Toleranzen: Rundheit <0,007 mm, Oberflächenrauheit Ra ≤ 0,4 μm, keine Grate oder Risse. Die Spanabfuhr und die thermische Verformung waren die Hauptprobleme.
Typische Modelle und Anwendungen von tiefgebohrten Komponenten
Bauteilmodell | Beschreibung | Werkstoff | Tiefenverhältnis | Industrie |
|---|---|---|---|---|
DHC-600 | Einspritzhülse mit 2-mm-Bohrung über 55 mm | Inconel 718 | 27×D | |
LHP-480 | Heatpipe-Gehäuse mit konzentrischen Doppelbohrungen | Rene 41 | 25×D | |
FTV-200 | Filmkühlkanal in einer Einkristallbasis | CMSX-4 | 30×D | |
HXD-350 | Drucksammler mit axialen und quer verlaufenden Bohrungen | Hastelloy X | 26×D |
Bohrungsgeometrie und Kühlstromleistung hängen von einer präzisen Ausrichtung und einer glatten Innenoberfläche ab.
Herausforderungen beim CNC-Tiefbohren von Komponenten aus Superlegierungen
Werkzeugdurchbiegung über 0,02 mm bei Bohrungen >25×D
Wärmeaufbau über 500 °C ohne interne Kühlmittelsteuerung
Spanansammlung führt zu Fressspuren und konischer Abweichung der Maße
Verformung des Werkstücks in dünnwandigen Bereichen nach dem Bohren
Fehlausrichtung am Eintritt beeinflusst nachgelagerte sich kreuzende Kanäle
CNC-Bearbeitungslösungen für das Langlochbohren in Superlegierungen
BTA-Systeme mit 100 bar Kühlmitteldruck und Echtzeit-Drehmomentsensoren
Optimierung des Peck-Zyklus zum Ausspülen von Spänen alle 2×D
Mehrachsige Bearbeitung zur Ausrichtung gewinkelter Anschlüsse innerhalb von ±0,01 mm
Wärmebehandlung vor und nach der Bearbeitung zum Abbau von Eigenspannungen
Röntgenprüfung und KMG zur Kartierung und Überprüfung der Bohrungen
Ergebnisse und Verifizierung
Fertigungsverfahren
Komponenten wurden aus geschmiedeten Rohlingen oder Feingussteilen gefertigt. Das Einzugbohren (Gun Drilling) wurde bei Inconel, Rene und Hastelloy angewendet, um Bohrungen mit einem Tiefen-Durchmesser-Verhältnis von über 25:1 zu erzielen.
Präzisionsfinish
Die Bohrungen wurden gegebenenfalls mit Polierköpfen und EDM-Nachbearbeitung verfeinert. Oberflächenrauheit ≤ Ra 0,4 μm. Endgenauigkeit des Bohrdurchmessers ±0,01 mm. Die Eintrittsflächen wurden CNC-plan bearbeitet, um eine Ebenheit <0,01 mm für Dichtflächen zu erreichen.
Nachbearbeitung
Zur Beseitigung interner Poren wurde eine HIP-Behandlung durchgeführt, gefolgt von einer spannungsarmen Wärmebehandlung bei 900–980 °C. Ausgewählte Komponenten erhielten je nach Anwendungszweck eine Passivierung oder TBC-Beschichtungen.
Inspektion
Das KMG verifizierte die Konzentrizität und Bohrungsalignment innerhalb von 0,006 mm. Die Röntgenprüfung bestätigte die durchgehende Bohrtiefe und den Austrittspunkt. Das Rasterelektronenmikroskop (SEM) wurde zur Mikrorisserkennung und zur Validierung der Gratfreiheit eingesetzt.
Häufig gestellte Fragen (FAQs)
Welche maximale Bohrtiefe ist mit der CNC-Bearbeitung von Superlegierungen erreichbar?
Wie verhindern Sie Werkzeugdurchbiegung bei tiefen Bohrungen?
Kann EDM zur Bohrkorrektur oder zur Reinigung des Austritts verwendet werden?
Wie werden Bohrungsmaße intern ohne zerstörende Prüfung verifiziert?
Welche Legierungen eignen sich am besten für tiefe Kraftstoffkanäle in der Luft- und Raumfahrt?
