Wie werden metallische Hitzeschilde vom Typ SGT5-4000F vom Gussrohling zur fertigen Kachel hergestel...
Wie werden metallische Hitzeschilde vom Typ SGT5-4000F vom Gussrohling zur fertigen Kachel hergestellt?
Metallische Hitzeschilde vom Typ SGT5-4000F werden typischerweise in einem kontrollierten Prozess hergestellt, der die Produktion von Gussrohlingen aus Superlegierungen, Wärmebehandlung oder Stabilisierung, CNC-Bearbeitung, EDM, TBC-Beschichtung, Endprüfung und Lieferdokumentation umfasst. Jeder Schritt beeinflusst die Wärmeschutzfunktion, die Maßhaltigkeit, die Beschichtungszuverlässigkeit und die Betriebsleistung der fertigen Kachel im Heißgasbereich der Gasturbine.
Für MHS-Kacheln vom Typ SGT5-4000F aus Nickelbasiswerkstoffen wie Inconel 738LC sollte der Prozess als eine vollständige Fertigungskette für den Heißgasbereich und nicht als einfacher Gussa Auftrag betrachtet werden. Werkstoffauswahl, Gussqualität, Steuerung der Bearbeitungsbezugspunkte, Genauigkeit der EDM-Features, Beschichtungsvorbereitung und Prüfprotokolle müssen gemeinsam geplant werden, um eine zuverlässige Turbinenwartung und -erneuerung zu unterstützen.


1. Direkte Antwort: Wie werden metallische Hitzeschilde vom Typ SGT5-4000F hergestellt?
Metallische Hitzeschilde vom Typ SGT5-4000F werden hergestellt, indem ein nahtformnaher Gussrohling aus Superlegierung produziert, der Werkstoff bei Bedarf durch Wärmebehandlung stabilisiert, kritische Installations- und Dichtflächen bearbeitet, EDM für schwierige Schlitze oder lokale Details eingesetzt, eine TBC- oder Beschichtungsvorbereitung aufgebracht und die fertige Kachel vor der Auslieferung geprüft wird.
Fertigungsschritt | Hauptzweck | Schwerpunkt der Qualitätssicherung |
|---|---|---|
Gussrohling | Bildet den Hauptkörper der gekrümmten Kachel, Rückseitenstrukturen, Rippen und die nahtformnahe Geometrie. | Schwindungskontrolle, Wandstärke, Oberflächenzustand, Porosität, Risse und Verformung. |
Wärmebehandlung / Stabilisierung | Passt das Gefüge an, baut Prozessspannungen ab oder unterstützt die Hochtemperaturleistung. | Temperatursteuerung, Haltezeit, Abkühlmethode und Chargenrückverfolgbarkeit. |
CNC-Bearbeitung | Fertigstellt Montageflächen, Dichtkanten, Bezugsbereiche, Bohrungen und kritische Schnittstellen. | Ausrichtung der Bezugspunkte, Toleranzkontrolle, Oberflächengüte und wiederholbare Vorrichtungspositionierung. |
EDM | Erzeugt schmale Schlitze, schwer zerspanbare Features, kleine Bohrungen oder komplexe lokale Details. | Feature-Genauigkeit, Kontrolle der Umschmelzzone, Kantenqualität und Entfernung von Rückständen. |
TBC-Beschichtung | Bietet eine Wärmedämmschicht, um den Wärmeeintrag in das metallische Substrat zu reduzieren. | Oberflächenvorbereitung, Beschichtungsdicke, Abdeckung, Haftfestigkeit und Gleichmäßigkeit der Beschichtung. |
Endprüfung | Überprüft vor der Auslieferung Geometrie, Fehler, Beschichtungsqualität und funktionale Merkmale. | Messbericht, FPI, ggf. Röntgen/CT, Beschichtungsprüfung und Dokumentation. |
2. Wie wird der Gussrohling hergestellt?
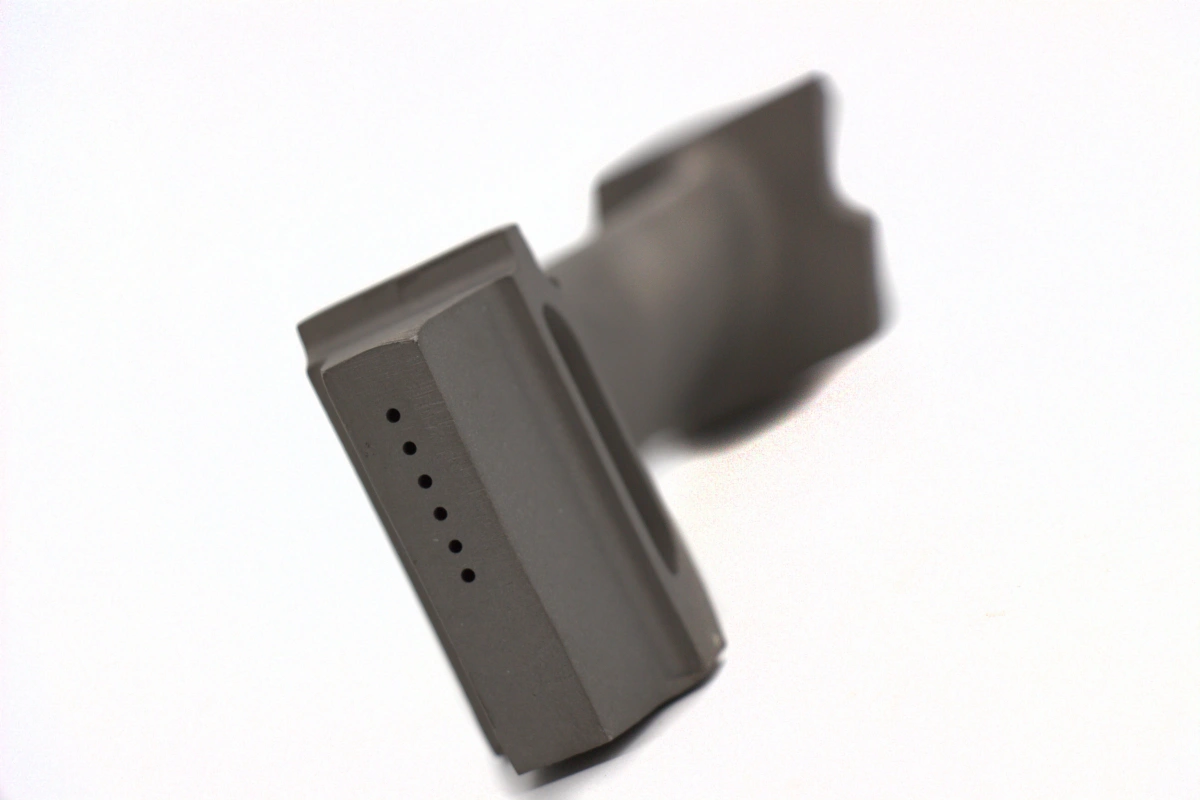
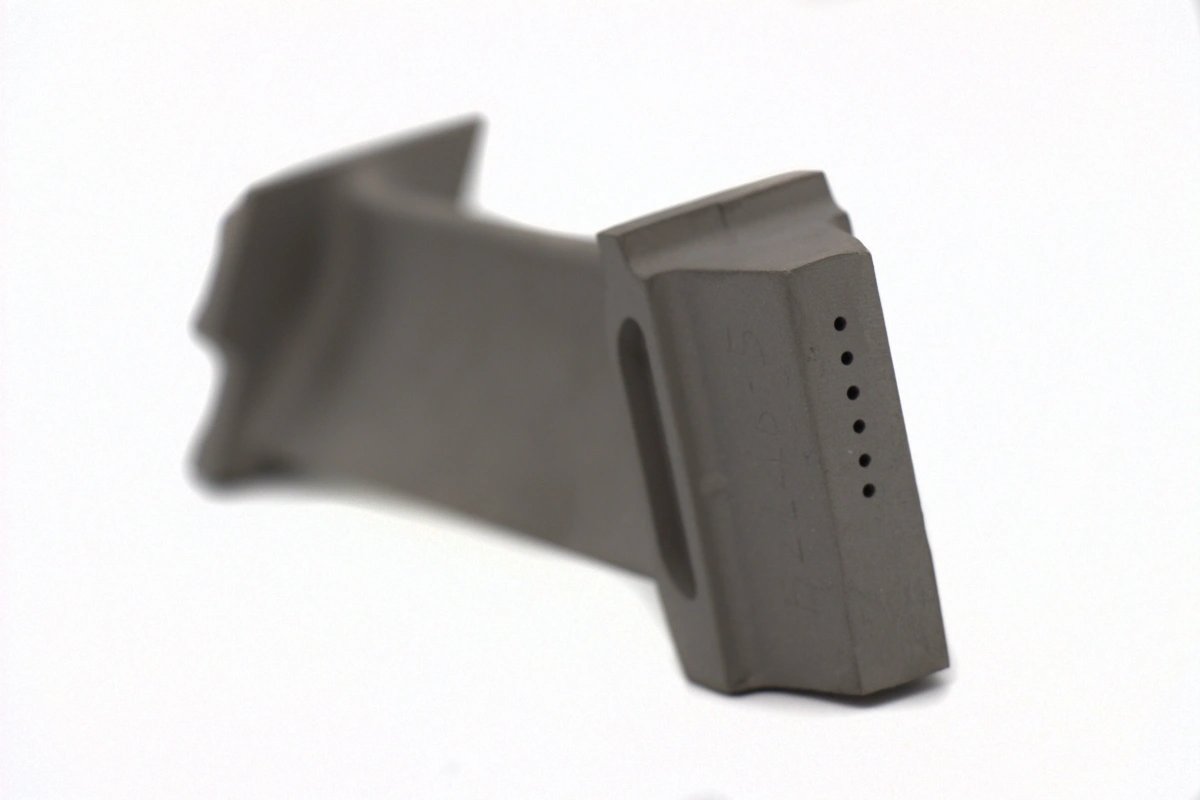
Der Gussrohling bildet den Hauptkörper des metallischen Hitzeschildes vom Typ SGT5-4000F. Er umfasst üblicherweise die heiße gekrümmte Oberfläche, Stützstrukturen auf der Rückseite, lokale Rippen, Kantenprofile und die nahtformnahe Geometrie, die später durch Bearbeitung und Beschichtungsvorbereitung fertiggestellt wird.
Für Inconel 738LC oder ähnliche nickelbasierte Superlegierungen ist die Qualität des Gussrohlings entscheidend, da Fehler oder Verformungen in dieser Phase jeden nachgelagerten Prozess beeinflussen können. Beim Gießen von Inconel-Legierungen müssen Schwindung, Porosität, Rissbildung, Wandstärke und Bezugszugabe kontrolliert werden, bevor das Teil in die CNC-Bearbeitung geht.
Merkmal des Gussrohlings | Fertigungszweck | Steuerungsanforderung |
|---|---|---|
Gekrümmte Oberfläche auf der Heißgasseite | Bildet die exponierte wärmeschützende Fläche der MHS-Kachel. | Glatte Oberflächenübergänge, kontrollierte Form und stabile Beschichtungsgrundlage. |
Stützstruktur auf der Rückseite | Schnittstelle zum Träger, Gehäuse oder zur Montagestütze. | Zugabe für Kontaktflächen, Verzugskontrolle und Positions stabilität. |
Rippen und lokale Verstärkungen | Verbessert die Steifigkeit und unterstützt die thermomechanische Dauerfestigkeit. | Konsistente Formfüllung, keine Schwindungskonzentration und kontrollierter Wandübergang. |
Nahtformnahes Kantenprofil | Reduziert den Bearbeitungsaufwand und erhält die Konstruktionsgeometrie. | Werkzeugkompensation, Kantenzugabe und Rückmeldung zur Verformung. |
Bearbeitungszugabe | Bietet Material für die finale CNC- und EDM-Fertigbearbeitung. | Ausreichende Zugabe für Korrekturen ohne übermäßige Bearbeitungskosten. |
Abhängig von der Bauteilgeometrie und Spezifikation können Speziallegierungsguss und Guss mit equiaxialen Kristallen verwendet werden, um statische MHS-Kacheln für den Heißgasbereich herzustellen, bei denen nahtformnahe Geometrie, Gießbarkeit und Wiederholgenauigkeit wichtig sind.
3. Warum ist nach dem Gießen eine Wärmebehandlung oder Stabilisierung erforderlich?
Nach dem Gießen kann eine Wärmebehandlung oder Stabilisierung erforderlich sein, um das Werkstoffgefüge zu steuern, Eigenspannungen zu reduzieren und die Hochtemperaturleistung des metallischen Hitzeschildes zu unterstützen. Für MHS-Kacheln aus IN738LC oder ähnlichen Superlegierungen sollte der thermische Prozess der Werkstoffspezifikation, dem Kundenstandard oder den technischen Anforderungen des Turbinenwartungsprojekts folgen.
Wärmebehandlung von Superlegierungen kann die Dimensionsstabilität, die Thermische Ermüdungsbeständigkeit, das Kriechverhalten und die Beschichtungskompatibilität beeinflussen. Bei schlecht kontrollierter Wärmebehandlung kann die fertige Kachel unter instabilen mechanischen Eigenschaften, Verzug oder reduzierter Betriebssicherheit leiden.
Ziel der Wärmebehandlung | Warum dies für MHS-Kacheln wichtig ist | Schwerpunkt der Prozesssteuerung |
|---|---|---|
Gefügestabilisierung | Unterstützt konsistentes Werkstoffverhalten bei hohen Temperaturen. | Kontrollierte Ofentemperatur, Zeit, Atmosphäre und Abkühlmethode. |
Reduktion von Eigenspannungen | Hilft, Verzug und Rissrisiko während der Bearbeitung oder im Betrieb zu reduzieren. | Auswahl des thermischen Zyklus und Dimensionsprüfung nach der Behandlung. |
Eigenschaftsanpassung | Unterstützt Festigkeit, Kriechbeständigkeit und Leistung bei thermischer Ermüdung. | Werkstoffspezifischer Behandlungsprozess und Chargendokumentation. |
Unterstützung der Beschichtungsvorbereitung | Verbessert die Substratstabilität vor der TBC- oder oxidationsschutzbeschichtung. | Prüfung des Oberflächenzustands und Inspektion nach der Behandlung. |
4. Wann wird HIP für metallische Hitzeschild-Kacheln eingesetzt?
Heißisostatisches Pressen (HIP) kann in Betracht gezogen werden, wenn die MHS-Kachel eine verbesserte innere Dichte, reduzierte Gussporosität oder höhere Zuverlässigkeit für den kritischen Einsatz im Heißgasbereich erfordert. HIP ist nicht für jedes Projekt mit metallischen Hitzeschildern erforderlich, kann jedoch wertvoll sein, wenn das Teil anspruchsvolle Prüfanforderungen, ein hohes Betriebsrisiko oder kundenseitig spezifizierte Grenzwerte für innere Fehler aufweist.
Heißisostatisches Pressen (HIP) für Superlegierungen kann helfen, die innere Integrität von gegossenen Superlegierungsbauteilen zu verbessern. Für Austauschprogramme von MHS-Kacheln des Typs SGT5-4000F sollte die Entscheidung für den Einsatz von HIP auf der Werkstoffgüte, dem Gusszustand, den Akzeptanzkriterien für Fehler, den Kostenzielen und den Qualitätsanforderungen des Kunden basieren.
Entscheidungsfaktor für HIP | Wann HIP nützlich sein kann | Erforderliche Eingaben des Käufers |
|---|---|---|
Risiko innerer Porosität | Wenn die Gussgeometrie oder Prüfergebnisse Bedenken hinsichtlich innerer Hohlräume zeigen. | Standard für Fehlerakzeptanz und Anforderung an Röntgen/CT. |
Kritische Betriebsbedingungen | Wenn die Kachel in einer extremen Heißgasumgebung mit hohen Zuverlässigkeitsanforderungen arbeitet. | Betriebstemperatur, Lastzyklus und erwartete Lebensdauer. |
Kundenspezifikation | Wenn die Zeichnung, der Reparaturstandard oder die Beschaffungsanforderung HIP vorschreibt. | Anwendbarer Werkstoff- und Verarbeitungsstandard. |
Kosten-Nutzen-Abwägung | Wenn die zusätzlichen Prozesskosten durch Qualitätsverbesserung oder Risikoreduzierung gerechtfertigt sind. | Projektphase, Menge, Dringlichkeit der Wartung und Prüfniveau. |
5. Was steuert die CNC-Bearbeitung bei fertigen MHS-Kacheln?
Die CNC-Bearbeitung steuert die funktionale Geometrie fertiger MHS-Kacheln vom Typ SGT5-4000F. Während der Guss den Hauptkörper in Nahtform erzeugt, ist die CNC-Bearbeitung für Montageflächen, Dichtkanten, Bezugsbereiche, Bohrungslagen, Kontaktflächen und lokale Merkmale erforderlich, die eine engere Maßgenauigkeit erfordern, als sie allein durch Gießen erreicht werden kann.
CNC-Bearbeitung von Superlegierungen ist besonders wichtig, da IN738LC und ähnliche Hochtemperaturlegierungen schwer zu bearbeiten sind. Werkzeugverschleiß, Steifigkeit der Vorrichtung, Auswahl der Bezugspunkte und die Bearbeitungsreihenfolge müssen kontrolliert werden, um Maßabweichungen, Kantenschäden, Vibrationsmarken oder schlechte Oberflächengüte zu vermeiden.
CNC-bearbeiteter Bereich | Funktion auf der MHS-Kachel | Schwerpunkt der Qualitätskontrolle |
|---|---|---|
Montageflächen | Sicherstellen des korrekten Kontakts mit der Stütz- oder Trägerstruktur. | Ebenheit, Position, Oberflächengüte und Ausrichtung der Bezugspunkte. |
Dichtkanten | Hilft bei der Kontrolle von Heißgasleckagen zwischen benachbarten Kacheln. | Kantenprofil, Spielraum, Gratkontrolle und Beschichtungszugabe. |
Bohrungslagen | Unterstützen Installation, Befestigung oder Montagepositionierung. | Durchmesser, Position, Tiefe, Rechtwinkligkeit und Kantenzustand. |
Bezugsmerkmale | Definieren Referenzpunkte für Prüfung und Montage. | Stabile Aufspannung vom Gussrohling bis zur Endprüfung. |
Kontaktbereiche auf der Rückseite | Steuerung der Passung der Stütze und Übertragung thermomechanischer Lasten. | Kontaktfläche, lokale Dicke und Verzug nach der Bearbeitung. |
6. Warum wird EDM bei der Herstellung metallischer Kacheln eingesetzt?
EDM wird bei der Herstellung metallischer Kacheln eingesetzt, wenn das Teil schmale Schlitze, kleine Bohrungen, scharfe lokale Merkmale, schwierige Innenecken oder Bereiche enthält, die für konventionelle Schneidwerkzeuge nicht praktikabel sind. Für MHS-Kacheln von Gasturbinen aus harten nickelbasierten Superlegierungen kann EDM helfen, komplexe Merkmale ohne übermäßige Schnittkräfte zu erzeugen.
Funkenerosive Bearbeitung (EDM) für Superlegierungen unterstützt die Bearbeitung schwieriger Merkmale in Hochtemperaturlegierungen. Allerdings muss EDM die Umschmelzzone, den Kantenzustand, die Maßgenauigkeit und die Reinigung nach der Bearbeitung kontrollieren, insbesondere wenn das Merkmal heißem Gas oder Beschichtungsprozessen ausgesetzt wird.
EDM-Merkmal | Warum EDM eingesetzt wird | Schwerpunkt der Inspektion |
|---|---|---|
Schmale Schlitze | Konventionelle Werkzeuge passen möglicherweise nicht oder erzeugen übermäßigen Werkzeugdruck. | Schlitzbreite, Länge, Kantenqualität und gratfreier Zustand. |
Kleine Bohrungen | Härte und Geometrie der Superlegierung können das Bohren erschweren. | Durchmesser, Position, Tiefe und Prüfung auf Verstopfung. |
Lokale scharfe Details | EDM kann in einigen Zonen engere innere Merkmale erzeugen als Fräsen. | Zustand der Ecken, Umschmelzzone und rissfreie Oberfläche. |
Schwer zugängliche Kanten | Komplexe MHS-Geometrie kann den Werkzeugzugang einschränken. | Vollständigkeit des Merkmals und Sauberkeit der Oberfläche. |
Beschichtungsempfindliche Öffnungen | Öffnungen müssen nach der Beschichtung oder Oberflächenbehandlung frei bleiben. | Inspektion von Bohrungen oder Schlitzen vor und nach der Beschichtung. |
7. Wie wird die TBC-Beschichtung auf metallische Hitzeschilde aufgebracht?
TBC-Beschichtungen werden auf metallische Hitzeschilde aufgebracht, um den Wärmeeintrag in das Substrat aus IN738LC oder ähnlichen Superlegierungen zu reduzieren. Vor der Beschichtung muss die fertige Kachel einen kontrollierten Oberflächenzustand, korrekte Abdeckbereiche, saubere Bohrungen und Schlitze sowie ausreichende Maßzugaben für die finale Beschichtungsdicke aufweisen.
Für MHS-Kacheln vom Typ SGT5-4000F sollte die TBC-Beschichtung gemeinsam mit der CNC-Bearbeitung und dem EDM geplant werden. Wenn die Beschichtungsdicke nicht berücksichtigt wird, kann die fertige Kachel Passprobleme an Dichtkanten, Montageflächen, Bohrungen, Schlitzen oder Spalten zwischen benachbarten Kacheln aufweisen. Bei schlechter Oberflächenvorbereitung kann sich die Beschichtung während thermischer Zyklen ablösen oder abplatzen.
Bedenken beim TBC-Prozess | Warum dies wichtig ist | Steuerung in der Fertigung |
|---|---|---|
Oberflächenvorbereitung | Die Haftung der Beschichtung hängt von der Sauberkeit und Rauheit der Oberfläche ab. | Strahlen, Reinigen, Rauheitskontrolle und Vermeidung von Kontamination. |
Abdeckung (Masking) | Einige Montagebereiche, Bohrungen oder Dichtmerkmale müssen möglicherweise unbeschichtet bleiben. | Definierte Beschichtungsgrenzen und Inspektion der Abdeckung. |
Beschichtungsdicke | Die Dicke beeinflusst den Wärmeschutz und die finale Passung. | Spezifikation der Dicke, Maßzugabe und Prüfung nach der Beschichtung. |
Gleichmäßigkeit der Beschichtung | Unebene Beschichtung kann lokale Hotspots oder Interferenzen verursachen. | Sichtprüfung und Qualitätskontrolle der Beschichtung. |
Zustand von Bohrungen und Schlitzen | Überspray oder Verstopfung können Funktion und Installation beeinträchtigen. | Reinigung vor der Beschichtung und Inspektion der Öffnungen nach der Beschichtung. |
8. Welche Inspektion ist vor der Auslieferung erforderlich?
Die Endprüfung verifiziert, ob der fertige metallische Hitzeschild vom Typ SGT5-4000F die Anforderungen an Geometrie, Werkstoff, Fehler, Merkmale und Beschichtung erfüllt. Je nach Kundenstandard kann die Inspektion dimensionsmessung, Sichtprüfung, FPI, Röntgen, CT, Materialanalyse, Beschichtungsprüfung sowie Kontrollen des Zustands von Bohrungen oder Schlitzen umfassen.
Werkstoffprüfung und -analyse für Superlegierungen kann die Überprüfung alter Teile, Legierungsbestätigung, Gefügeprüfung, Schadensanalyse und Produktionsvalidierung unterstützen. Bei Ersatz-MHS-Kacheln sollte sich die Inspektion nicht nur auf die endgültige Form konzentrieren, sondern auch auf die Gussqualität, das Rissrisiko, die Beschichtungsbereitschaft und die Zuverlässigkeit der Installation.
Inspektionspunkt | Was wird überprüft | Wann ist dies wichtig |
|---|---|---|
Dimensionsprüfung | Montageflächen, Dichtkanten, Bohrungen, Schlitze, Dicke und Gesamtprofil. | Erforderlich für Montagepassung und Wiederholgenauigkeit von Ersatzteilen. |
Sichtprüfung | Oberflächenschäden, Beschichtungsfehler, Kantenzustand und offensichtliche Gussfehler. | Grundvoraussetzung für alle fertigen MHS-Kacheln. |
FPI | Oberflächenbrechende Risse oder Diskontinuitäten. | Nützlich für riss empfindliche Superlegierungsteile im Heißgasbereich. |
Röntgen oder CT | Innere Porosität, Schwindung, Risse und versteckte Fehler. | Verwendet, wenn interne Qualitätsstandards spezifiziert sind. |
Werkstoffverifizierung | Legierungschemie, Gefüge oder Werkstoffzustand. | Wichtig für den Ersatz alter Teile und die Validierung von IN738LC. |
Beschichtungsinspektion | Beschichtungsabdeckung, Dicke, haftungsbedingte Fehler und blockierte Öffnungen. | Erforderlich, wenn TBC oder Beschichtungsvorbereitung included ist. |
9. Welche Lieferdokumentation kann geplant werden?
Die Lieferdokumentation für die Herstellung metallischer Hitzeschilde vom Typ SGT5-4000F kann Erstmustprüfberichte, Dimensionsberichte, Materialberichte, Wärmebehandlungsprotokolle, HIP-Protokolle, ZfP-Berichte, Beschichtungsprüfprotokolle und Konformitätszertifikate umfassen. Der erforderliche Umfang sollte während der Angebotsprüfung bestätigt werden, da die Dokumentation Kosten, Durchlaufzeiten und die Produktionsplanung beeinflusst.
Dokumenttyp | Was wird unterstützt | Empfohlene Verwendung |
|---|---|---|
FAI-Bericht | Bestätigt Abmessungen des ersten Musters und Prozessbereitschaft. | Prototyp, erste Charge oder Validierung neuer Werkzeuge. |
Materialbericht | Bestätigt Legierungschemie und Werkstoffrückverfolgbarkeit. | Projekte mit IN738LC oder kundenspezifischen Superlegierungen. |
Wärmebehandlungsprotokoll | Dokumentiert thermische Prozessparameter und Chargenhistorie. | Projekte, die kontrolliertes Gefüge oder Leistungsvalidierung erfordern. |
HIP-Protokoll | Bestätigt HIP-Zyklus und Chargenrückverfolgbarkeit. | Kritische Gussteile mit HIP-Anforderungen. |
ZfP-Bericht | Dokumentiert Ergebnisse von FPI, Röntgen, CT oder anderen Fehlerprüfungen. | Teile für den Heißgasbereich mit Akzeptanzkriterien für Risse oder innere Fehler. |
Beschichtungsprüfprotokoll | Bestätigt Beschichtungsabdeckung, Dicke, visuellen Zustand und Öffnungen. | TBC-beschichtete metallische Hitzeschilde. |
COC | Bestätigt die Konformität mit vereinbarten Kauf- und Qualitätsanforderungen. | Finale Lieferung und Aufbewahrung in der Kundendatei für Qualität. |
10. Was sollten Käufer für eine Fertigungsanfrage (RFQ) bereitstellen?
Für die Herstellung kundenspezifischer Hitzeschilde für Gasturbinen sollten Käufer das Turbinenmodell, die Teilenummer, Zeichnungen, 3D-CAD-Dateien, Muster oder Fotos alter Teile, Werkstoffspezifikation, Anforderungen an Wärmebehandlung, HIP-Anforderungen, Beschichtungsanforderungen, Inspektionsstandard, Menge und den angestrebten Liefertermin bereitstellen. Wenn nur alte Kacheln verfügbar sind, können 3D-Scannen und Materialanalyse helfen, eine Fertigungsbasis zu erstellen.
Informationen für RFQ | Empfohlene Eingaben | Warum dies wichtig ist |
|---|---|---|
Turbinenmodell und Teilreferenz | SGT5-4000F, Teilenummer, Einbauort oder Montagereferenz. | Hilft bei der Identifizierung der Betriebsumgebung und Schnittstellenanforderungen. |
Geometriedaten | 2D-Zeichnung, STEP, X_T, STL-Scan, Blaulichtscan oder altes Muster. | Definiert Gusswerkzeug, Bearbeitungszugabe und Inspektionsbasis. |
Werkstoffanforderung | IN738LC, kundenspezifischer Werkstoffstandard oder zugelassene äquivalente Legierung. | Bestimmt den Weg für Guss, Wärmebehandlung, Prüfung und Dokumentation. |
Anforderung an Nachbearbeitung | Wärmebehandlung, HIP, CNC-Bearbeitung, EDM, TBC, Reinigung oder Beschichtungsvorbereitung. | Ermöglicht vollständige Prozessplanung vom Gussrohling bis zur fertigen Kachel. |
Inspektionsanforderung | Dimensionsbericht, FAI, FPI, Röntgen, CT, Materialbericht, Beschichtungsbericht oder COC. | Definiert den Umfang der Qualitätskontrolle, Kosten und Durchlaufzeit. |
Menge und Zeitplan | Prototypmenge, Menge für Erstmuster, Wartungscharge, Jahresbedarf und Frist. | Unterstützt Werkzeugstrategie, Produktionsplanung und Lieferzusagen. |
11. Zusammenfassung
Metallische Hitzeschilde vom Typ SGT5-4000F werden in einem mehrstufigen Prozess hergestellt, der typischerweise die Produktion von Gussrohlingen aus Superlegierungen, Wärmebehandlung oder Stabilisierung, optionales HIP, CNC-Bearbeitung, EDM, TBC-Beschichtung, Inspektion und Lieferdokumentation umfasst. Jeder Schritt beeinflusst die Wärmeschutzfunktion der Kachel, die Maßhaltigkeit, die Beschichtungszuverlässigkeit und die Betriebsleistung im Heißgasbereich.
Für die Herstellung kundenspezifischer Hitzeschilde für Gasturbinen sollte der Lieferant den gesamten Weg vom Gussrohling bis zur fertigen MHS-Kachel steuern. Ein zuverlässiger Fertigungsplan sollte die Auswahl von Inconel-Legierungen, Guss von Superlegierungen, Machbarkeit des Gusses mit equiaxialen Kristallen, CNC-Bezugsstrategie, Steuerung der EDM-Features, Wärmebehandlung, HIP-Entscheidung, Vorbereitung der TBC-Beschichtung, Endprüfung und vollständige Dokumentation für Wartungs- oder Ersatzprojekte abdecken.