GE 9E 9171E हॉट गैस पथ घटकों के लिए विनिर्माण प्रक्रिया: कास्टिंग, CNC मशीनिंग और TBC
GE 9E / 9171E हॉट गैस पथ घटकों के लिए विनिर्माण प्रक्रिया: कास्टिंग, HIP, CNC, EDM, कूलिंग होल्स और TBC
GE 9E / 9171E हॉट गैस पथ घटक औद्योगिक गैस टरबाइन के सबसे मांग वाले क्षेत्रों में से एक में संचालित होते हैं। नोजल, बकेट, गाइड वेन, श्राउड, दहन लाइनर, संक्रमण टुकड़े और हीट शील्ड उच्च तापमान, ऑक्सीकरण, क्रीप, कंपन, क्षरण और बार-बार होने वाले थर्मल चक्रीय भार के संपर्क में आते हैं। इन भागों के लिए, विनिर्माण प्रक्रिया को न केवल आकार और आकार का नियंत्रण करना चाहिए, बल्कि मिश्र धातु की अखंडता, दाने की संरचना, शीतलन विशेषताएं, कोटिंग गुणवत्ता और अंतिम निरीक्षण रिकॉर्ड भी सुनिश्चित करने चाहिए।
NewayAeroTech एकीकृत सुपरएलॉय विनिर्माण मार्गों के माध्यम से GE 9E-प्रकार, 9171E-क्लास और E-क्लास गैस टरबाइन हॉट गैस पथ घटकों के अनुकूलित विनिर्माण का समर्थन करता है। भाग के प्रकार और सेवा स्थिति के आधार पर, हम वैक्यूम इन्वेस्टमेंट कास्टिंग, इक्विआक्स्ड क्रिस्टल कास्टिंग, सुपरएलॉय डायरेक्शनल कास्टिंग, सिंगल क्रिस्टल कास्टिंग, HIP, हीट ट्रीटमेंट, CNC मशीनिंग, EDM, डीप होल ड्रिलिंग, TBC, वेल्डिंग और अंतिम निरीक्षण को जोड़ सकते हैं।
यह लेख GE 9E / 9171E हॉट गैस पथ भागों के लिए विशिष्ट विनिर्माण मार्ग की व्याख्या करता है, जिसमें प्रक्रिया चयन, कास्टिंग या फोर्जिंग, HIP, हीट ट्रीटमेंट, CNC मशीनिंग, EDM कूलिंग होल्स, कोटिंग, गुणवत्ता निरीक्षण और खरीदारों से आवश्यक कोटेशन जानकारी शामिल है।

चरण 1: GE 9E / 9171E भाग के कार्य और सेवा स्थिति की समीक्षा करें
विनिर्माण प्रक्रिया की शुरुआत भाग के कार्य से होनी चाहिए। एक स्टेज 1 नोजल, स्टेज 1 बकेट, स्टेज 2 बकेट, श्राउड सेगमेंट, दहन लाइनर और संक्रमण टुकड़ा सभी हॉट गैस पथ से संबंधित हो सकते हैं, लेकिन उनमें समान तनाव, तापमान, कोटिंग, शीतलन और असेंबली आवश्यकताएं नहीं होती हैं। गलत प्रक्रिया मार्ग का निर्माण करने से दरारें, विकृति, समय से पहले ऑक्सीकरण, कोटिंग विफलता या खराब असेंबली फिट होने का जोखिम बढ़ सकता है।
GE 9E-प्रकार के टरबाइन भागों के लिए, इंजीनियरिंग टीम को टरबाइन मॉडल, भाग के चरण, सामग्री ग्रेड, संचालन तापमान, गैस पथ एक्सपोजर, लोड दिशा, शीतलन संरचना, कोटिंग आवश्यकता और निरीक्षण स्तर की समीक्षा करनी चाहिए। यह समीक्षा निर्धारित करती है कि भाग को कास्ट किया जाना चाहिए, फोर्ज किया जाना चाहिए, बिलेट से मशीन किया जाना चाहिए, एडिटिव प्रक्रियाओं द्वारा निर्मित किया जाना चाहिए, या हाइब्रिड मार्ग का उपयोग करके उत्पादित किया जाना चाहिए।
इंजीनियरिंग इनपुट | यह क्यों महत्वपूर्ण है | विनिर्माण मार्ग पर प्रभाव |
|---|---|---|
टरबाइन मॉडल | पुष्टि करता है कि भाग GE 9E, 9171E या किसी अन्य E-क्लास प्लेटफॉर्म के लिए है या नहीं | आयामी लिफाफा, अनुप्रयोग और प्रतिस्थापन विनिर्माण आवश्यकता को परिभाषित करने में मदद करता है |
भाग का चरण (Part stage) | विभिन्न चरणों में अलग-अलग तापमान और तनाव स्तर का सामना करना पड़ता है | सामग्री, दाने की संरचना, कोटिंग और निरीक्षण स्तर को प्रभावित करता है |
सामग्री ग्रेड | कास्टिंग, फोर्जिंग, हीट ट्रीटमेंट, मशीनिंग और कोटिंग संगतता निर्धारित करता है | प्रक्रिया की व्यवहार्यता और गुणवत्ता जोखिमों को नियंत्रित करता है |
शीतलन विशेषताएं | कूलिंग होल्स और आंतरिक पास हॉट गैस पथ विश्वसनीयता के लिए महत्वपूर्ण हैं | EDM, डीप होल ड्रिलिंग, CT निरीक्षण या प्रवाह सत्यापन की आवश्यकता हो सकती है |
कोटिंग आवश्यकता | TBC, MCrAlY, Al-Si, या ऑक्सीकरण-प्रतिरोधी कोटिंग्स सतह भत्ते को प्रभावित करती हैं | अंतिम मशीनिंग और निरीक्षण योजना से पहले विचार किया जाना चाहिए |
चरण 2: सुपरएलॉय विनिर्माण मार्ग का चयन करें
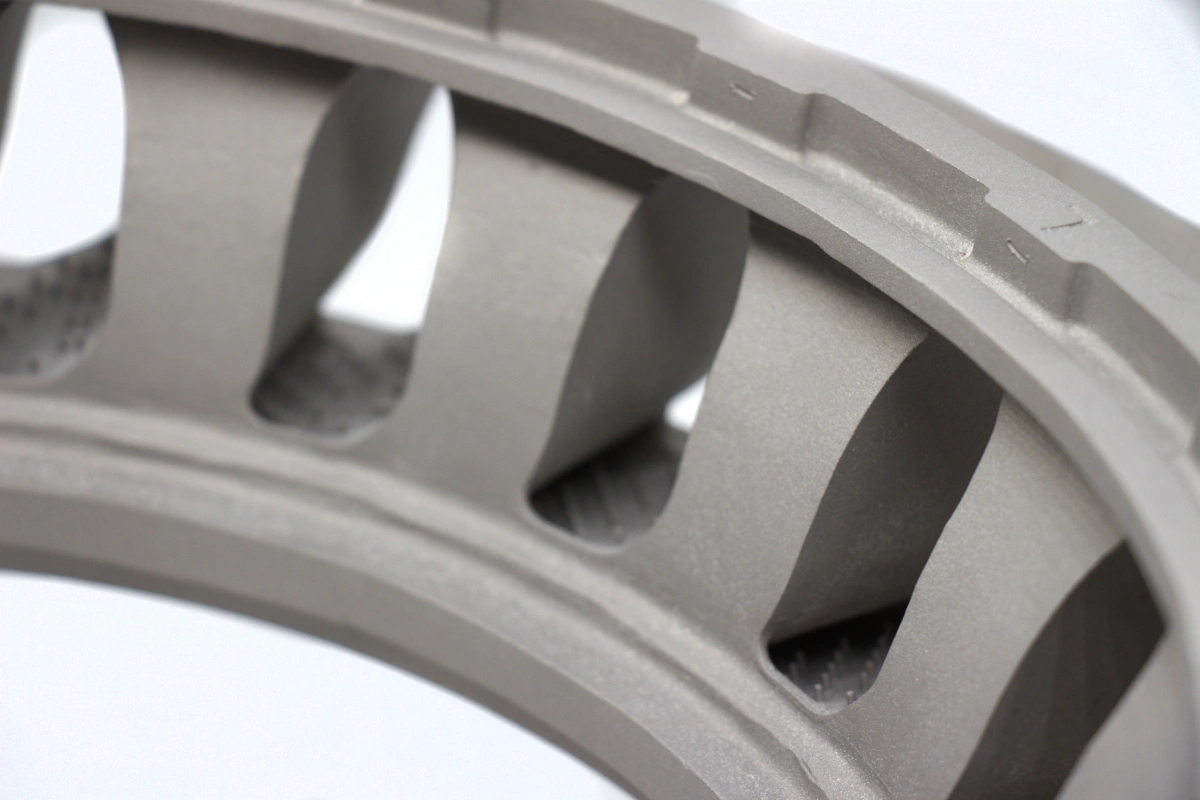
GE 9E / 9171E हॉट गैस पथ घटकों को ज्यामिति और सेवा स्थितियों के आधार पर विभिन्न प्रक्रियाओं का उपयोग करके निर्मित किया जा सकता है। नोजल और गाइड वेन अक्सर इन्वेस्टमेंट कास्टिंग द्वारा उत्पादित किए जाते हैं क्योंकि उनमें जटिल एयरफॉइल प्रोफाइल और एकीकृत प्लेटफॉर्म होते हैं। बकेट और ब्लेड को चरण और क्रीप आवश्यकताओं के आधार पर इक्विआक्स्ड, डायरेक्शनल या सिंगल क्रिस्टल कास्टिंग की आवश्यकता हो सकती है। रोटर-संबंधित या डिस्क-प्रकार के घटकों के लिए पारंपरिक कास्टिंग के बजाय फोर्जिंग या पाउडर मेटलर्जी की आवश्यकता हो सकती है।
NewayAeroTech विभिन्न टरबाइन घटक प्रकारों के लिए कास्टिंग सुपरएलॉय, सुपरएलॉय प्रिसिजन फोर्जिंग और पाउडर मेटलर्जी टरबाइन डिस्क विनिर्माण का समर्थन करता है। टूलिंग, मशीनिंग भत्ता, हीट ट्रीटमेंट, कोटिंग और निरीक्षण योजना शुरू होने से पहले सही मार्ग का चयन किया जाना चाहिए।
घटक प्रकार | सामान्य प्रक्रिया मार्ग | विनिर्माण कारण |
|---|---|---|
स्टेज 1 नोजल | वैक्यूम इन्वेस्टमेंट कास्टिंग + हीट ट्रीटमेंट + कोटिंग + CNC फिनिशिंग | जटिल एयरफॉइल ज्यामिति, उच्च-तापमान मिश्र धातु कास्टिंग और गैस पथ सतह नियंत्रण का समर्थन करता है |
स्टेज 1 बकेट / ब्लेड | डायरेक्शनल या सिंगल क्रिस्टल कास्टिंग + HIP + हीट ट्रीटमेंट + EDM + TBC | क्रीप प्रदर्शन, थकान प्रतिरोध और शीतलन विशेषता विश्वसनीयता में सुधार करता है |
स्टेज 2 नोजल | इक्विआक्स्ड या डायरेक्शनल कास्टिंग + CNC मशीनिंग + सुरक्षात्मक कोटिंग | हॉट गैस पथ प्रदर्शन, आयामी नियंत्रण और उत्पादन लागत को संतुलित करता है |
स्टेज 2 / 3 बकेट | सुपरएलॉय कास्टिंग + श्राउड मशीनिंग + हार्डफेस वेल्डिंग + निरीक्षण | रूट फिट, स्केलोप्ड टिप श्राउड, Z-नॉच क्षेत्र और घिसावट-प्रतिरोधी विशेषताओं को नियंत्रित करता है |
टरबाइन डिस्क / रोटर-संबंधित भाग | प्रिसिजन फोर्जिंग या पाउडर मेटलर्जी + हीट ट्रीटमेंट + CNC मशीनिंग | उच्च तनाव वाले घूर्णी अनुप्रयोगों का समर्थन करता है जिन्हें ताकत और संरचनात्मक अखंडता की आवश्यकता होती है |
चरण 3: कास्टिंग या फोर्जिंग ब्लैंक बनाएं
ब्लैंक विनिर्माण चरण अंतिम भाग की गुणवत्ता की नींव निर्धारित करता है। कास्ट किए गए नोजल, वेन और बकेट के लिए, मोल्ड डिजाइन, वैक्स पैटर्न सटीकता, शेल गुणवत्ता, मिश्र धातु पिघलना, pouring नियंत्रण, ठोसीकरण, दाने की संरचना और शीतलन दर सभी अंतिम प्रदर्शन को प्रभावित करते हैं। फोर्ज्ड या पाउडर मेटलर्जी भागों के लिए, बिलेट गुणवत्ता, विरूपण नियंत्रण, तापमान, दबाव और हीट ट्रीटमेंट इतिहास यांत्रिक गुणों को प्रभावित करते हैं।
GE 9E / 9171E हॉट सेक्शन कास्टिंग के लिए, वैक्यूम मेल्टिंग और नियंत्रित कास्टिंग महत्वपूर्ण हैं क्योंकि उच्च-तापमान सुपरएलॉय ऑक्सीकरण, संदूषण, संकुचन और सूक्ष्म संरचनात्मक भिन्नता के प्रति संवेदनशील होते हैं। कास्टिंग मार्ग को दीवार की मोटाई, एयरफॉइल आकार, प्लेटफॉर्म विशेषताएं, संकुचन भत्ता, कोर हटाने और बाद के CNC मशीनिंग डेटम पर विचार करना चाहिए।
ब्लैंक विनिर्माण कारक | नियंत्रण उद्देश्य | नियंत्रित न करने पर विशिष्ट जोखिम |
|---|---|---|
वैक्स पैटर्न सटीकता | कास्टिंग से पहले एयरफॉइल, प्लेटफॉर्म, रूट और श्राउड ज्यामिति बनाए रखता है | प्रोफाइल विचलन, खराब मशीनिंग भत्ता, असेंबली बेमेल |
सिरामिक शेल गुणवत्ता | सतह फिनिश, आयामी स्थिरता और दोष कम करने का समर्थन करता है | सतह दोष, शेल समावेशन, आयामी विकृति |
वैक्यूम मेल्टिंग और pouring | ऑक्सीकरण को कम करता है और मिश्र धातु की शुद्धता में सुधार करता है | समावेशन, रसायन विज्ञान विचलन, ऑक्साइड दोष |
ठोसीकरण नियंत्रण | दाने की संरचना, संकुचन और आंतरिक गुणवत्ता को नियंत्रित करता है | सरंध्रता, हॉट टीयरिंग, stray grains, कम क्रीप प्रदर्शन |
मशीनिंग भत्ता | अंतिम रूट, प्लेटफॉर्म और इंटरफेस मशीनिंग के लिए पर्याप्त स्टॉक सुनिश्चित करता है | अपर्याप्त सफाई, फिक्स्चर अस्थिरता, सहनशीलता विफलता |
चरण 4: सुपरएलॉय अखंडता के लिए HIP और हीट ट्रीटमेंट लागू करें
कास्टिंग के बाद, GE 9E / 9171E हॉट गैस पथ घटकों को अक्सर आंतरिक अखंडता और यांत्रिक प्रदर्शन में सुधार के लिए पोस्ट-प्रोसेसिंग की आवश्यकता होती है। हॉट आइसोस्टेटिक प्रेसिंग (HIP) का उपयोग महत्वपूर्ण सुपरएलॉय कास्टिंग में आंतरिक सरंध्रता को कम करने और घनत्व में सुधार करने के लिए किया जाता है। यह विशेष रूप से थर्मल थकान, क्रीप और चक्रीय लोडिंग के संपर्क में आने वाले भागों के लिए महत्वपूर्ण है।
सूक्ष्म संरचना को अनुकूलित करने, आयामों को स्थिर करने, ताकत में सुधार करने और सेवा के लिए मिश्र धातु को तैयार करने के लिए हीट ट्रीटमेंट का उपयोग किया जाता है। निकल-आधारित सुपरएलॉय के लिए, हीट ट्रीटमेंट पैरामीटर अवक्षेप वितरण, क्रीप प्रतिरोध, थकान व्यवहार और दीर्घकालिक थर्मल स्थिरता को प्रभावित करते हैं। मिश्र धातु ग्रेड, कास्टिंग संरचना, भाग के कार्य और ग्राहक विनिर्देश के अनुसार हीट ट्रीटमेंट का चयन किया जाना चाहिए।
पोस्ट प्रक्रिया | उद्देश्य | विशिष्ट GE 9E-प्रकार के भाग |
|---|---|---|
HIP | आंतरिक सरंध्रता को कम करता है और कास्टिंग घनत्व में सुधार करता है | टरबाइन बकेट, ब्लेड, नोजल, गाइड वेन, श्राउड |
सॉल्यूशन हीट ट्रीटमेंट | मिश्र धातु को समरूप बनाता है और सूक्ष्म संरचना को तैयार करता है | Inconel, Rene, CMSX, Nimonic और अन्य निकल-आधारित सुपरएलॉय भाग |
एजिंग ट्रीटमेंट | अंतिम ताकत और उच्च-तापमान गुणों को विकसित करता है | टरबाइन ब्लेड, बकेट, वेन, उच्च-ताकत वाले हॉट-सेक्शन घटक |
तनाव राहत (Stress relief) | मशीनिंग से पहले या बाद में अवशिष्ट तनाव को कम करता है | मशीन किए गए कास्टिंग, वेल्डेड घटक, प्रिसिजन हॉट-सेक्शन भाग |
चरण 5: रूट, प्लेटफॉर्म, श्राउड और सीलिंग सतहों की CNC मशीनिंग
अधिकांश कास्ट किए गए GE 9E / 9171E हॉट गैस पथ घटकों को कास्टिंग और हीट ट्रीटमेंट के बाद CNC मशीनिंग की आवश्यकता होती है। नोजल माउंटिंग सतहें, बकेट रूट, ब्लेड प्लेटफॉर्म, श्राउड विशेषताएं, सीलिंग चेहरे, बोल्ट छेद, डेटम सतहें और संपर्क क्षेत्रों को असेंबली और निरीक्षण आवश्यकताओं को पूरा करने के लिए मशीन किया जाना चाहिए। As-cast सटीकता आमतौर पर महत्वपूर्ण इंटरफेस के लिए पर्याप्त नहीं होती है।
NewayAeroTech उच्च-तापमान कास्टिंग और फोर्ज्ड घटकों के लिए सुपरएलॉय CNC मशीनिंग प्रदान करता है। गैस टरबाइन भागों के लिए, मशीनिंग की योजना कास्टिंग भत्ता और निरीक्षण डेटम के साथ मिलकर बनाई जानी चाहिए। एक खराब डेटम रणनीति कास्ट एयरफॉइल, मशीन किए गए रूट और अंतिम असेंबली सतहों के बीच ज्यामिति शिफ्ट का कारण बन सकती है।
मशीन किया गया क्षेत्र | विनिर्माण उद्देश्य | निरीक्षण फोकस |
|---|---|---|
बकेट रूट | रोटर स्लॉट में सुरक्षित फिट सुनिश्चित करता है | प्रोफाइल सहनशीलता, सतह फिनिश, संपर्क क्षेत्र, डेटम संबंध |
ब्लेड प्लेटफॉर्म | गैस पथ सीमा और असेंबली इंटरफेस को नियंत्रित करता है | समतलता, समानांतरता, कॉन्टूर सटीकता, मशीनिंग भत्ता |
नोजल माउंटिंग फेस | नोजल फिट, चरण संरेखण और सीलिंग को नियंत्रित करता है | डेटम स्थिति, बोल्ट होल सटीकता, सीलिंग सतह फिनिश |
स्केलोप्ड टिप श्राउड | टिप-क्षेत्र ज्यामिति और संपर्क व्यवहार में सुधार करता है | श्राउड प्रोफाइल, घिसावट क्षेत्र, Z-नॉच इंटरफेस, स्थानीय मोटाई |
सीलिंग सतहें | लीकेज को कम करता है और असेंबली विश्वसनीयता में सुधार करता है | सतह खुरदरापन, कोटिंग भत्ता, आयामी स्थिरता |
चरण 6: कूलिंग होल्स और आंतरिक पास के लिए EDM और डीप होल ड्रिलिंग
कूलिंग होल्स टरबाइन बकेट, ब्लेड, नोजल और वेन पर सबसे महत्वपूर्ण विनिर्माण विशेषताओं में से एक हैं। ये विशेषताएं उच्च-तापमान गैस टरबाइन संचालन के दौरान धातु के तापमान को प्रबंधित करने में मदद करती हैं। GE 9E-क्लास हॉट सेक्शन घटकों के लिए, कूलिंग होल ज्यामिति में कोणीय छेद, फिल्म कूलिंग होल, टर्बुलेटेड कूलिंग विशेषताएं, आंतरिक चैनल और संकीर्ण स्लॉट शामिल हो सकते हैं।
चूंकि निकल-आधारित सुपरएलॉय को मशीन करना मुश्किल होता है, इसलिए सभी कूलिंग विशेषताओं के लिए पारंपरिक ड्रिलिंग उपयुक्त नहीं हो सकती है। इलेक्ट्रिकल डिस्चार्ज मशीनिंग (EDM) कठोर सुपरएलॉय में छोटे छेद, जटिल स्लॉट और कठिन आंतरिक विशेषताएं उत्पन्न कर सकता है। जब भाग ज्यामिति अनुमति देती है तो लंबे, सीधे आंतरिक पास के लिए सुपरएलॉय डीप होल ड्रिलिंग का उपयोग किया जा सकता है।
शीतलन या आंतरिक विशेषता | विनिर्माण प्रक्रिया | नियंत्रित करने के लिए गुणवत्ता जोखिम |
|---|---|---|
फिल्म कूलिंग होल्स | ज्यामिति के आधार पर EDM ड्रिलिंग या लेजर ड्रिलिंग | छेद व्यास, कोण, burr, recast layer, प्रवाह स्थिरता |
टर्बुलेटेड कूलिंग होल्स | EDM और नियंत्रित ड्रिलिंग प्रक्रिया | आंतरिक विशेषता दोहराव, अवरोध, सफाई कठिनाई |
गहरे आंतरिक चैनल | गहराई और पहुंच के अनुसार डीप होल ड्रिलिंग या EDM | सीधापन, दीवार टूटना, आंतरिक सतह गुणवत्ता |
संकीर्ण स्लॉट | वायर EDM या सिंकर EDM | स्लॉट चौड़ाई, किनारे की स्थिति, हीट-अफेक्टेड लेयर |
अवरुद्ध या छिपे हुए पास | आवश्यकता होने पर मशीनिंग प्लस CT या प्रवाह सत्यापन | आंतरिक अवरोध, फंसी हुई सामग्री, असंगत शीतलन प्रदर्शन |
चरण 7: TBC, MCrAlY, Al-Si और घिसावट-प्रतिरोधी सतह उपचार
GE 9E / 9171E हॉट गैस पथ घटकों के लिए सतह सुरक्षा महत्वपूर्ण है। कोटिंग सिस्टम का चयन मिश्र धातु, तापमान क्षेत्र, गैस पथ एक्सपोजर, ऑक्सीकरण जोखिम और घिसावट स्थिति के अनुसार किया जाना चाहिए। उच्च-तापमान एयरफॉइल सतहों के लिए, थर्मल बैरियर कोटिंग (TBC) बेस मेटल के थर्मल एक्सपोजर को कम करने में मदद कर सकती है। MCrAlY बॉन्ड कोट्स ऑक्सीकरण प्रतिरोध में सुधार कर सकते हैं और सिरेमिक कोटिंग आसंजन का समर्थन कर सकते हैं।
चयनित नोजल और वेन के लिए, Al-Si सुरक्षात्मक कोटिंग या अन्य ऑक्सीकरण-प्रतिरोधी सतह प्रणालियों का उपयोग किया जा सकता है। श्राउड, Z-नॉच क्षेत्र, सीलिंग चेहरे और घिसावट-संपर्क क्षेत्रों के लिए, घिसावट प्रतिरोध में सुधार के लिए सुपरएलॉय वेल्डिंग या हार्डफेस प्रोसेसिंग की आवश्यकता हो सकती है। अंतिम मशीनिंग और निरीक्षण से पहले कोटिंग मोटाई और हार्डफेस भत्ते पर विचार किया जाना चाहिए।
सतह उपचार | विशिष्ट उपयोग | नियंत्रण आवश्यकता |
|---|---|---|
TBC | स्टेज 1 बकेट, टरबाइन ब्लेड, नोजल, वेन, हीट शील्ड | कोटिंग मोटाई, आसंजन, कवरेज, थर्मल चक्रीय व्यवहार |
MCrAlY बॉन्ड कोट | TBC-कोटेड हॉट गैस पथ घटकों के लिए बॉन्ड लेयर | सतह तैयारी, ऑक्सीकरण प्रतिरोध, सिरेमिक कोटिंग संगतता |
Al-Si कोटिंग | चयनित नोजल, वेन और ऑक्सीकरण-संवेदनशील सतहें | समान कवरेज, सबस्ट्रेट संगतता, अंतिम निरीक्षण |
हार्डफेस वेल्डिंग | Z-नॉच क्षेत्र, श्राउड संपर्क सतहें, सीलिंग घिसावट क्षेत्र | दरार नियंत्रण, बॉन्डिंग गुणवत्ता, अंतिम मशीनिंग, सतह निरीक्षण |
ऑक्सीकरण-प्रतिरोधी कोटिंग | दहन लाइनर, संक्रमण टुकड़े, हॉट-सेक्शन संरचनाएं | तापमान क्षमता, चक्रीय टिकाऊपन, कोटिंग अखंडता |
चरण 8: अंतिम निरीक्षण और गुणवत्ता दस्तावेज़ीकरण
अंतिम निरीक्षण पुष्टि करता है कि GE 9E / 9171E हॉट गैस पथ घटक ड्राइंग, सामग्री, आयामी, सतह, कोटिंग और दस्तावेज़ीकरण आवश्यकताओं को पूरा करता है या नहीं। सुपरएलॉय नोजल, बकेट, वेन और श्राउड के लिए, निरीक्षण में विनिर्माण सत्यापन और सेवा-जोखिम मूल्यांकन दोनों शामिल होने चाहिए। केवल बाहरी आकार की जांच करना पर्याप्त नहीं है।
NewayAeroTech उच्च-तापमान मिश्र धातु भागों के लिए सामग्री परीक्षण और विश्लेषण प्रदान करता है। ग्राहक आवश्यकताओं के आधार पर, रिपोर्ट में CMM निरीक्षण, 3D स्कैन तुलना, एक्स-रे निरीक्षण, CT निरीक्षण, FPI, धातुकीय विश्लेषण, SEM/EDS, रासायनिक संरचना सत्यापन, GDMS, ICP-OES, कार्बन सल्फर विश्लेषण, तन्य परीक्षण, कोटिंग मोटाई माप और अंतिम दृश्य निरीक्षण शामिल हो सकते हैं।
निरीक्षण आइटम | विशिष्ट विधि | उद्देश्य |
|---|---|---|
आयामी सटीकता | CMM निरीक्षण, 3D स्कैनिंग | रूट, प्लेटफॉर्म, एयरफॉइल, श्राउड, माउंटिंग और सीलिंग विशेषताओं को सत्यापित करता है |
आंतरिक दोष | एक्स-रे, CT, अल्ट्रासोनिक निरीक्षण | सरंध्रता, संकुचन, दरारें, समावेशन और अवरुद्ध आंतरिक विशेषताओं का पता लगाता है |
सतह दरारें | FPI या डाई पेनिट्रेंट निरीक्षण | कास्टिंग, वेल्डिंग, हीट ट्रीटमेंट या मशीनिंग के बाद खुली सतह दरारें पाता है |
सामग्री रसायन विज्ञान | स्पेक्ट्रोमीटर, GDMS, ICP-OES, कार्बन सल्फर विश्लेषण | मिश्र धातु ग्रेड और महत्वपूर्ण तत्व नियंत्रण की पुष्टि करता है |
सूक्ष्म संरचना | धातुकीय, SEM/EDS, आवश्यकता होने पर EBSD | दाने की स्थिति, चरण, हीट ट्रीटमेंट परिणाम और दोष रूपरेखा का मूल्यांकन करता है |
कोटिंग गुणवत्ता | मोटाई निरीक्षण, आसंजन समीक्षा, दृश्य निरीक्षण, सतह खुरदरापन | पुष्टि करता है कि TBC, बॉन्ड कोट, Al-Si या हार्डफेस सतह विनिर्देश को पूरा करती है |
GE 9E / 9171E टरबाइन नोजल और बकेट के लिए प्रक्रिया मार्ग उदाहरण
एक विशिष्ट GE 9E-क्लास टरबाइन नोजल विनिर्माण परियोजना 3D CAD मॉडल, 2D ड्राइंग या रिवर्स-इंजीनियर्ड नमूने से शुरू हो सकती है। प्रक्रिया में वैक्स पैटर्न टूलिंग, वैक्यूम इन्वेस्टमेंट कास्टिंग, हीट ट्रीटमेंट, माउंटिंग सतहों की CNC मशीनिंग, सुरक्षात्मक कोटिंग, आयामी निरीक्षण और अंतिम दस्तावेज़ीकरण शामिल हो सकते हैं। यदि नोजल में आंतरिक विशेषताएं या सख्त एयरफॉइल प्रोफाइल आवश्यकताएं शामिल हैं, तो CT निरीक्षण या 3D स्कैनिंग जोड़ा जा सकता है।
एक टरबाइन बकेट या ब्लेड परियोजना को अधिक उन्नत नियंत्रण की आवश्यकता हो सकती है। चरण और सामग्री के आधार पर, मार्ग में डायरेक्शनल कास्टिंग या सिंगल क्रिस्टल कास्टिंग, HIP, हीट ट्रीटमेंट, रूट मशीनिंग, EDM कूलिंग होल्स, TBC कोटिंग, श्राउड मशीनिंग, हार्डफेस वेल्डिंग, FPI, CMM निरीक्षण और कोटिंग निरीक्षण शामिल हो सकते हैं। वास्तविक भाग विनिर्देश के आधार पर मार्ग को अनुकूलित किया जाना चाहिए, न कि किसी अन्य घटक से कॉपी किया जाना चाहिए।
उदाहरण भाग | संभावित मार्ग | मुख्य विनिर्माण जोखिम |
|---|---|---|
स्टेज 1 नोजल | वैक्यूम इन्वेस्टमेंट कास्टिंग → हीट ट्रीटमेंट → CNC माउंटिंग फेस → कोटिंग → CMM / CT निरीक्षण | एयरफॉइल प्रोफाइल विचलन, आंतरिक दोष, कोटिंग असंगति |
स्टेज 1 बकेट | डायरेक्शनल या सिंगल क्रिस्टल कास्टिंग → HIP → हीट ट्रीटमेंट → रूट मशीनिंग → EDM कूलिंग होल्स → TBC → निरीक्षण | क्रीप प्रतिरोध, कूलिंग होल सटीकता, रूट फिट, कोटिंग आसंजन |
स्टेज 2 बकेट | सुपरएलॉय कास्टिंग → हीट ट्रीटमेंट → श्राउड मशीनिंग → Z-नॉच हार्डफेस → FPI → आयामी निरीक्षण | श्राउड ज्यामिति, घिसावट सतह दरारें, रूट और प्लेटफॉर्म सहनशीलता |
दहन लाइनर | उच्च-तापमान मिश्र धातु फॉर्मिंग या फैब्रिकेशन → वेल्डिंग → हीट ट्रीटमेंट → कोटिंग → निरीक्षण | वेल्ड अखंडता, थर्मल थकान, ऑक्सीकरण, विकृति |
लीगेसी GE 9E / 9171E घटकों के लिए रिवर्स इंजीनियरिंग सहायता
कुछ GE 9E / 9171E प्रतिस्थापन भाग परियोजनाएं घिसे हुए नमूनों या अधूरे ड्राइंग के साथ शुरू होती हैं। इस स्थिति में, विनिर्माण से पहले रिवर्स इंजीनियरिंग की आवश्यकता हो सकती है। हालांकि, एक गैस टरबाइन हॉट सेक्शन भाग का रिवर्स इंजीनियरिंग केवल स्कैनिंग कार्य नहीं है। घिसे हुए क्षेत्रों को मूल ज्यामिति से अलग किया जाना चाहिए, कार्यात्मक सतहों की पहचान की जानी चाहिए, और सामग्री, हीट ट्रीटमेंट, कोटिंग और निरीक्षण आवश्यकताओं का पुनर्निर्माण या पुष्टि की जानी चाहिए।
हॉट गैस पथ घटकों के लिए, रिवर्स इंजीनियरिंग में नमूना निरीक्षण, 3D स्कैनिंग, सामग्री सत्यापन, कार्यात्मक सतह विश्लेषण, मशीनिंग डेटम योजना, कोटिंग समीक्षा और विनिर्माण योग्यता मूल्यांकन शामिल होना चाहिए। कूलिंग होल, एयरफॉइल, श्राउड, Z-नॉच विशेषताएं या कोटेड सतहों वाले भागों के लिए, टूलिंग से पहले इंजीनियरिंग समीक्षा उत्पादन जोखिम को कम कर सकती है और अंतिम असेंबली फिट में सुधार कर सकती है।
रिवर्स इंजीनियरिंग चरण | उद्देश्य | विनिर्माण लाभ |
|---|---|---|
नमूना सफाई और दृश्य समीक्षा | घिसावट, दरारें, कोटिंग क्षति और कार्यात्मक क्षेत्रों की पहचान करें | घिसी हुई ज्यामिति को सीधे कॉपी करने से रोकता है |
3D स्कैनिंग | एयरफॉइल, रूट, श्राउड और इंटरफेस ज्यामिति को कैप्चर करता है | CAD पुनर्निर्माण और आयामी तुलना का समर्थन करता है |
सामग्री सत्यापन | मिश्र धातु परिवार और रसायन विज्ञान दिशा की पुष्टि करता है | कास्टिंग, हीट ट्रीटमेंट, कोटिंग और निरीक्षण मार्ग चुनने में मदद करता है |
डेटम पुनर्निर्माण | परिभाषित करता है कि भाग को कैसे मशीन और निरीक्षण किया जाना चाहिए | असेंबली फिट में सुधार करता है और ज्यामिति शिफ्ट से बचता है |
DFM समीक्षा | कास्टिंग, मशीनिंग, कूलिंग होल, कोटिंग और निरीक्षण व्यवहार्यता का मूल्यांकन करता है | टूलिंग परिवर्तन, मशीनिंग विफलता और डिलीवरी जोखिम को कम करता है |
GE 9E / 9171E हॉट गैस पथ घटकों का कोटेशन देने के लिए किस जानकारी की आवश्यकता है?
GE 9E / 9171E हॉट गैस पथ घटकों का सटीक कोटेशन देने के लिए, आपूर्तिकर्ता को घटक कार्य, टरबाइन फ्रेम, सामग्री आवश्यकता, ज्यामिति, प्रक्रिया मार्ग, पोस्ट-प्रोसेसिंग, कोटिंग, निरीक्षण स्तर और डिलीवरी शेड्यूल को समझना चाहिए। कूलिंग होल और TBC कोटिंग वाले टरबाइन बकेट के लिए कोटेशन संरचना स्थिर नोजल, श्राउड सेगमेंट या दहन लाइनर से अलग होती है।
तेज कोटेशन के लिए, कृपया निम्नलिखित जानकारी प्रदान करें:
टरबाइन मॉडल या अनुप्रयोग, जैसे GE 9E, 9171E, E-क्लास गैस टरबाइन, या समकक्ष प्लेटफॉर्म
भाग का नाम और चरण, जैसे स्टेज 1 नोजल, स्टेज 1 बकेट, स्टेज 2 नोजल, स्टेज 3 बकेट, श्राउड, दहन लाइनर, संक्रमण टुकड़ा, या हीट शील्ड
3D CAD मॉडल, preferably STEP, X_T, IGS, या कोई अन्य एडिटेबल प्रारूप
सहनशीलता, डेटम आवश्यकताएं, कूलिंग होल नोट्स, कोटिंग आवश्यकताएं और निरीक्षण मानकों के साथ 2D ड्राइंग
आवश्यक सामग्री ग्रेड, जैसे Inconel 713C, Inconel 738LC, CMSX-4, Rene N5, Nimonic 90, Stellite 6B, Hastelloy X, या कोई अन्य सुपरएलॉय
आवश्यक विनिर्माण मार्ग, जैसे वैक्यूम इन्वेस्टमेंट कास्टिंग, इक्विआक्स्ड कास्टिंग, डायरेक्शनल कास्टिंग, सिंगल क्रिस्टल कास्टिंग, प्रिसिजन फोर्जिंग, पाउडर मेटलर्जी, CNC मशीनिंग, EDM, या डीप होल ड्रिलिंग
आवश्यक पोस्ट-प्रोसेसिंग, जैसे HIP, हीट ट्रीटमेंट, TBC, MCrAlY बॉन्ड कोट, Al-Si कोटिंग, हार्डफेस वेल्डिंग, ऑक्सीकरण-प्रतिरोधी कोटिंग, या सतह फिनिशिंग
निरीक्षण आवश्यकताएं, जैसे CMM रिपोर्ट, FAI, एक्स-रे, CT, FPI, धातुकीय, SEM, रासायनिक विश्लेषण, तन्य परीक्षण, कोटिंग निरीक्षण, या प्रवाह सत्यापन
प्रोटोटाइप सत्यापन, आउटेज स्पेयर पार्ट्स, प्रतिस्थापन विनिर्माण, या पुनरावृत्ति उत्पादन आदेश के लिए मात्रा
लक्षित डिलीवरी शेड्यूल और शिपिंग गंतव्य
GE 9E / 9171E हॉट गैस पथ घटक विनिर्माण के लिए NewayAeroTech क्यों?
GE 9E / 9171E हॉट गैस पथ घटकों के विनिर्माण के लिए एक एकीकृत प्रक्रिया श्रृंखला की आवश्यकता होती है। एक सफल नोजल, बकेट, वेन, श्राउड, या दहन घटक सुपरएलॉय चयन, कास्टिंग गुणवत्ता, HIP, हीट ट्रीटमेंट, CNC डेटम नियंत्रण, EDM कूलिंग होल सटीकता, कोटिंग प्रदर्शन और निरीक्षण दस्तावेज़ीकरण पर निर्भर करता है। यदि इन चरणों को इंजीनियरिंग समन्वय के बिना अलग-अलग संभाला जाता है, तो आयामी और धातुकीय जोखिम बढ़ सकते हैं।
NewayAeroTech प्रक्रिया योजना से लेकर अंतिम निरीक्षण तक उच्च-तापमान मिश्र धातु घटक विनिर्माण का समर्थन करता है। हम ग्राहक ड्राइंग, नमूने, विनिर्देश और अनुप्रयोग आवश्यकताओं के अनुसार सामग्री चयन, कास्टिंग विधि, पोस्ट-प्रोसेसिंग, मशीनिंग भत्ता, कूलिंग होल विनिर्माण, कोटिंग रणनीति और गुणवत्ता रिपोर्टों का मूल्यांकन करने में मदद कर सकते हैं। हमारी क्षमताएं बिजली उत्पादन, एयरोस्पेस, ऊर्जा, समुद्री, तेल और गैस, और अन्य उच्च-तापमान औद्योगिक अनुप्रयोगों का समर्थन करती हैं।
GE 9E और 9171E नामों का उपयोग केवल टरबाइन-फ्रेम अनुप्रयोग आवश्यकताओं का वर्णन करने के लिए किया जाता है। NewayAeroTech ग्राहक-प्रदान किए गए ड्राइंग, नमूने, विनिर्देश और परियोजना आवश्यकताओं के अनुसार सुपरएलॉय घटकों के अनुकूलित विनिर्माण पर केंद्रित है।
FAQ
सुपरएलॉय से कौन से GE 9E / 9171E गैस टरबाइन भागों को अनुकूलित रूप से निर्मित किया जा सकता है?
GE 9E टरबाइन नोजल, बकेट और वेन के लिए कौन सी विनिर्माण प्रक्रिया उपयुक्त है?
GE 9E हॉट गैस पथ घटकों के लिए किन सामग्रियों का उपयोग किया जाता है?
GE 9E टरबाइन बकेट पर कूलिंग होल, कोटिंग सतहें और घिसावट क्षेत्र कैसे निर्मित किए जाते हैं?
GE 9E / 9171E प्रतिस्थापन हॉट सेक्शन घटकों के लिए कौन से निरीक्षण रिपोर्ट की आवश्यकता है?