GE 9E टर्बाइन बकेट्स पर कूलिंग होल, कोटिंग सतहें और घिसाव वाले क्षेत्र कैसे निर्मित किए जाते हैं?
GE 9E टर्बाइन बकेट्स पर कूलिंग होल, कोटिंग सतहें और घिसाव वाले क्षेत्र कैसे निर्मित किए जाते हैं?
GE 9E टर्बाइन बकेट्स पर कूलिंग होल, कोटिंग सतहें और घिसाव वाले क्षेत्र सुपरअलॉय कास्टिंग, HIP, हीट ट्रीटमेंट, CNC मशीनिंग, EDM ड्रिलिंग, डीप होल ड्रिलिंग, थर्मल बैरियर कोटिंग, MCrAlY बॉन्ड कोट, हार्डफेस वेल्डिंग और अंतिम निरीक्षण के नियंत्रित संयोजन के माध्यम से निर्मित किए जाते हैं। ये विशेषताएं महत्वपूर्ण हैं क्योंकि टर्बाइन बकेट उच्च तापमान, अपकेंद्रीय भार, ऑक्सीकरण, कंपन और बार-बार होने वाले थर्मल साइक्लिंग के तहत काम करते हैं।
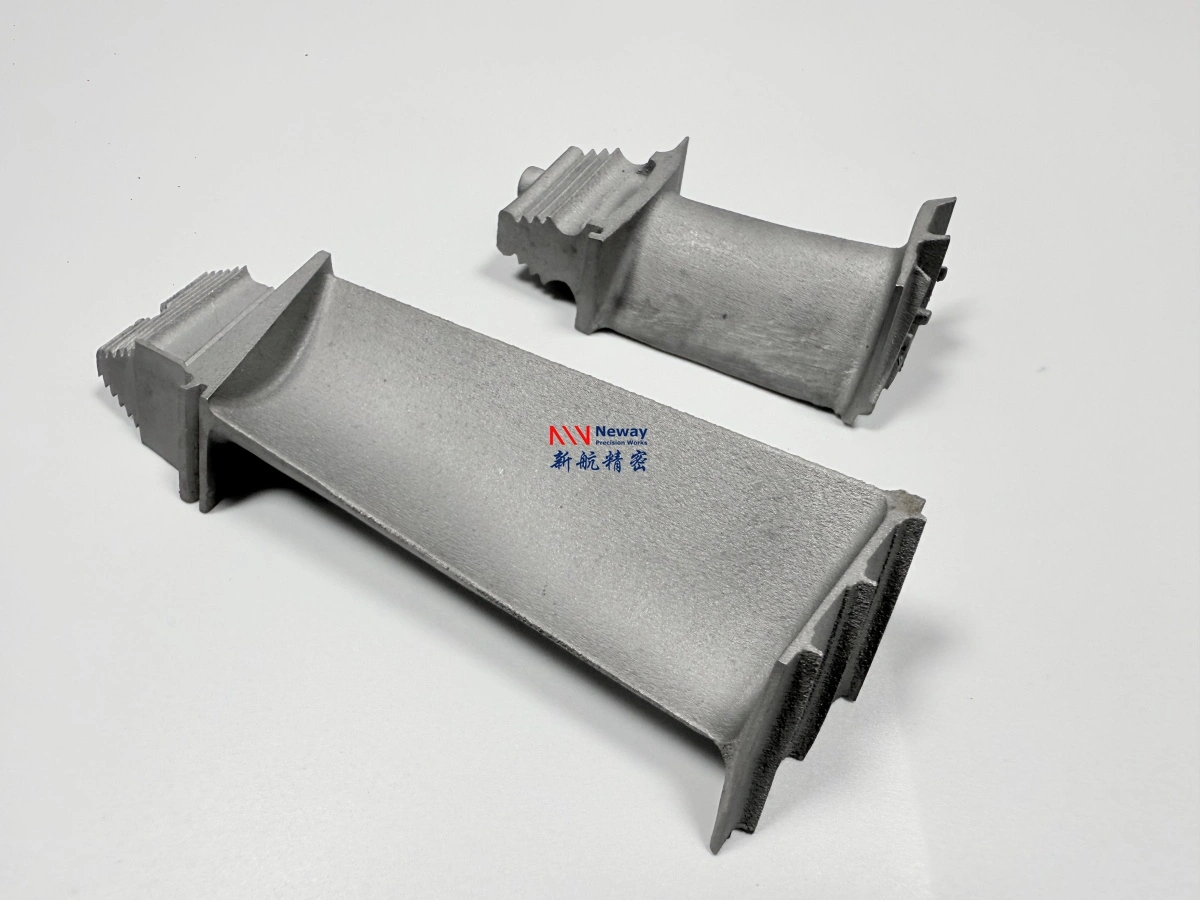
GE 9E / 9171E टर्बाइन बकेट विनिर्माण के लिए, बकेट बॉडी आमतौर पर कास्टिंग या उन्नत ठोसीकरण नियंत्रण द्वारा उच्च-तापमान सुपरअलॉय से बनाई जाती है। ब्लैंक बनने के बाद, रूट, प्लेटफ़ॉर्म, श्राउड, कूलिंग होल, Z-नॉच क्षेत्र, सीलिंग फेस और कोटेड सतहों को सावधानीपूर्वक प्रोसेस किया जाना चाहिए। NewayAeroTech कस्टम हॉट सेक्शन कंपोनेंट्स के लिए Superalloy CNC Machining, Electrical Discharge Machining (EDM), Superalloy Deep Hole Drilling, Thermal Barrier Coating (TBC), और Superalloy Welding का समर्थन करता है।
1. GE 9E टर्बाइन बकेट्स पर कूलिंग होल, कोटिंग्स और घिसाव वाले क्षेत्र क्यों महत्वपूर्ण हैं
GE 9E टर्बाइन बकेट उच्च-तापमान गैस प्रवाह में काम करते हैं जबकि घूर्णी यांत्रिक भार भी वहन करते हैं। एयरफ़ॉइल को ऊष्मा, ऑक्सीकरण, क्रिप और थकान का प्रतिरोध करना चाहिए। रूट को रोटर स्लॉट में सुरक्षित रूप से फिट होना चाहिए। श्राउड और Z-नॉच क्षेत्रों को संपर्क, सीलिंग, कंपन और घिसाव को नियंत्रित करना चाहिए। कूलिंग होल और कोटिंग्स थर्मल क्षति को कम करने और कंपोनेंट के जीवनकाल को बढ़ाने में मदद करते हैं।
यदि कूलिंग होल सटीक नहीं हैं, अवरुद्ध हैं, ओवरसाइज्ड हैं, अंडरसाइज्ड हैं या गलत संरेखित हैं, तो कूलिंग प्रदर्शन प्रभावित हो सकता है। यदि कोटिंग की मोटाई या आसंजन अस्थिर है, तो बकेट थर्मल सुरक्षा खो सकता है। यदि Z-नॉच या श्राउड घिसाव वाले क्षेत्रों को ठीक से मशीन नहीं किया गया है या हार्डफेस नहीं किया गया है, तो संपर्क क्षति और कंपन से संबंधित समस्याएं बढ़ सकती हैं।
विशेषता | यह क्यों महत्वपूर्ण है | मुख्य विनिर्माण जोखिम |
|---|---|---|
कूलिंग होल | गर्म गैस पथ संचालन के दौरान धातु के तापमान को नियंत्रित करता है | अवरुद्ध छिद्र, गलत कोण, खराब प्रवाह, बर्स, रिकास्ट लेयर |
TBC सतह | उच्च-तापमान गैस पथ सतहों पर थर्मल एक्सपोजर को कम करता है | खराब आसंजन, असमान मोटाई, कोटिंग स्पॉलेशन, सतह दूषित होना |
MCrAlY बॉन्ड कोट | ऑक्सीकरण प्रतिरोध में सुधार करता है और TBC आसंजन का समर्थन करता है | कमजोर बॉन्डिंग, ऑक्सीकरण क्षति, कोटिंग बेमेल |
श्राउड सतह | टिप क्षेत्र, सीलिंग, संपर्क और कंपन व्यवहार को नियंत्रित करता है | प्रोफ़ाइल त्रुटि, घिसाव, दरारें, खराब संपर्क फिट |
Z-नॉच हार्डफेस क्षेत्र | संपर्क क्षेत्रों में घिसाव प्रतिरोध में सुधार करता है | दरारें, खराब वेल्ड बॉन्डिंग, अत्यधिक मशीनिंग भत्ते का नुकसान |
2. GE 9E टर्बाइन बकेट्स में कूलिंग होल कैसे बनाए जाते हैं?
GE 9E टर्बाइन बकेट्स में कूलिंग होल आमतौर पर कास्टिंग और हीट ट्रीटमेंट चरणों के बाद बनाए जाते हैं। चूंकि टर्बाइन बकेट सामग्री आमतौर पर निकेल-आधारित सुपरअलॉय या उन्नत उच्च-तापमान मिश्र धातु होती है, इसलिए सभी कूलिंग विशेषताओं के लिए पारंपरिक ड्रिलिंग उपयुक्त नहीं हो सकती है। छिद्र के आकार, गहराई, कोण, पहुंच की दिशा और एयरफ़ॉइल ज्यामिति के आधार पर EDM, लेजर ड्रिलिंग या डीप होल ड्रिलिंग का चयन किया जा सकता है।
Electrical Discharge Machining (EDM) कठोर सुपरअलॉय में छोटे कूलिंग होल, कोणीय छिद्र, संकीर्ण स्लॉट और कठिन प्रोफ़ाइल के लिए उपयुक्त है। Superalloy Deep Hole Drilling का उपयोग तब किया जा सकता है जब लंबे और अपेक्षाकृत सीधे आंतरिक मार्गों की आवश्यकता हो। जटिल टर्बाइन बकेट एयरफ़ॉइल के लिए, निरीक्षण यह पुष्टि करना चाहिए कि छिद्र का आकार, छिद्र का कोण, सफाई और प्रवाह पथ स्थिरता सही है।
कूलिंग विशेषता | संभावित प्रक्रिया | गुणवत्ता नियंत्रण फोकस |
|---|---|---|
फिल्म कूलिंग होल | ज्यामिति के आधार पर EDM ड्रिलिंग या लेजर ड्रिलिंग | व्यास, कोण, निकास गुणवत्ता, बर्स नियंत्रण, प्रवाह स्थिरता |
कोणीय छिद्र | फिक्स्चर सपोर्ट के साथ EDM या नियंत्रित ड्रिलिंग | छिद्र अभिविन्यास, एयरफ़ॉइल स्थान, दोहराव, सतह की स्थिति |
टर्बुलेटेड कूलिंग विशेषताएं | डिजाइन के आधार पर EDM या विशेषज्ञ ड्रिलिंग प्रक्रिया | आंतरिक विशेषता दोहराव, अवरोधन जोखिम, सफाई पहुंच |
गहरे आंतरिक मार्ग | पहुंच और गहराई-से-व्यास अनुपात के अनुसार डीप होल ड्रिलिंग या EDM | सीधापन, ब्रेकथ्रू जोखिम, आंतरिक सफाई, दीवार की मोटाई नियंत्रण |
संकीर्ण स्लॉट | वायर EDM या सिंकर EDM | स्लॉट चौड़ाई, किनारे की स्थिति, रिकास्ट लेयर, आयामी सटीकता |
3. सुपरअलॉय कूलिंग विशेषताओं के लिए EDM क्यों महत्वपूर्ण है
EDM महत्वपूर्ण है क्योंकि टर्बाइन बकेट सुपरअलॉय को पारंपरिक कटिंग द्वारा मशीन करना मुश्किल होता है। निकेल-आधारित मिश्र धातुओं में उच्च हॉट स्ट्रेंथ, कम थर्मल चालकता, मजबूत वर्क-हार्डनिंग प्रवृत्ति और उच्च टूल वियर होता है। जब कूलिंग होल छोटे, कोणीय होते हैं या वक्र एयरफ़ॉइल सतहों पर स्थित होते हैं, तो EDM यांत्रिक ड्रिलिंग की तुलना में एक अधिक व्यावहारिक मार्ग प्रदान कर सकता है।
हालांकि, EDM को अभी भी सावधानीपूर्वक नियंत्रित किया जाना चाहिए। यदि पैरामीटर नियंत्रित नहीं हैं, तो प्रक्रिया एक रिकास्ट लेयर या माइक्रो-क्रैक बना सकती है। महत्वपूर्ण टर्बाइन बकेट विशेषताओं के लिए, ग्राहक विनिर्देश द्वारा आवश्यक होने पर EDM गुणवत्ता का मूल्यांकन आयामी जांच, दृश्य निरीक्षण, सेक्शन विश्लेषण, प्रवाह परीक्षण या CT निरीक्षण द्वारा किया जाना चाहिए।
EDM नियंत्रण आइटम | यह क्यों महत्वपूर्ण है |
|---|---|
डिस्चार्ज पैरामीटर नियंत्रण | अत्यधिक हीट-अफेक्टेड लेयर को कम करता है और छिद्र की गुणवत्ता में सुधार करता है |
इलेक्ट्रोड संरेखण | कूलिंग होल कोण, स्थिति और दोहराव को नियंत्रित करता है |
फ्लशिंग और सफाई | मशीनिंग के दौरान मलबे, अवरोधन और अस्थिर डिस्चार्ज को रोकता है |
रिककास्ट लेयर नियंत्रण | थकान और थर्मल साइक्लिंग स्थितियों के लिए सतह की अखंडता में सुधार करता है |
अंतिम छिद्र निरीक्षण | पुष्टि करता है कि कूलिंग विशेषताएं ड्राइंग और प्रवाह आवश्यकताओं को पूरा करती हैं |
4. टर्बाइन बकेट्स पर TBC और MCrAlY कोटिंग्स कैसे लगाई जाती हैं?
थर्मल बैरियर कोटिंग उन टर्बाइन बकेट सतहों पर लगाई जाती है जिन्हें गर्म गैस के संपर्क से थर्मल सुरक्षा की आवश्यकता होती है। एक विशिष्ट कोटिंग सिस्टम में सतह की तैयारी, MCrAlY बॉन्ड कोट, सिरेमिक थर्मल बैरियर लेयर और अंतिम निरीक्षण शामिल हो सकते हैं। बॉन्ड कोट ऑक्सीकरण प्रतिरोध में सुधार करता है और सिरेमिक लेयर को सुपरअलॉय सबस्ट्रेट से चिपकने में मदद करता है।
Thermal Barrier Coating (TBC) की योजना मशीनिंग भत्ते के साथ मिलकर बनाई जानी चाहिए क्योंकि कोटिंग की मोटाई अंतिम आयामों, क्लीयरेंस, सतह की खुरदरापन और वायु प्रवाह को प्रभावित कर सकती है। कोटेड क्षेत्रों को ड्राइंग पर स्पष्ट रूप से परिभाषित किया जाना चाहिए, विशेष रूप से रूट इंटरफेस, प्लेटफ़ॉर्म सतहों, सीलिंग क्षेत्रों और कूलिंग होल के पास।
कोटिंग चरण | उद्देश्य | इंजीनियरिंग नियंत्रण |
|---|---|---|
सतह की तैयारी | दूषित पदार्थों को हटाता है और कोटिंग के लिए सबस्ट्रेट तैयार करता है | सफाई, खुरदरापन, मास्किंग, सतह सक्रियण |
MCrAlY बॉन्ड कोट | ऑक्सीकरण प्रतिरोध में सुधार करता है और सिरेमिक कोटिंग आसंजन का समर्थन करता है | मोटाई, बॉन्डिंग, कवरेज, ऑक्सीकरण प्रतिरोध |
सिरेमिक TBC लेयर | बेस सुपरअलॉय के थर्मल एक्सपोजर को कम करता है | मोटाई, समानता, सरंध्रता, आसंजन, थर्मल साइक्लिंग व्यवहार |
मास्किंग और क्लीयरेंस नियंत्रण | उन क्षेत्रों की रक्षा करता है जिन्हें अनकोटेड या आयामी रूप से नियंत्रित रहना चाहिए | रूट सतहें, मिलान फेस, कूलिंग होल निकास, सील सतहें |
अंतिम कोटिंग निरीक्षण | सत्यापित करता है कि कोटिंग ड्राइंग या विनिर्देश आवश्यकताओं को पूरा करती है | दृश्य निरीक्षण, मोटाई निरीक्षण, आसंजन समीक्षा, सतह की स्थिति |
5. श्राउड, Z-नॉच और घिसाव वाले क्षेत्र कैसे निर्मित किए जाते हैं?
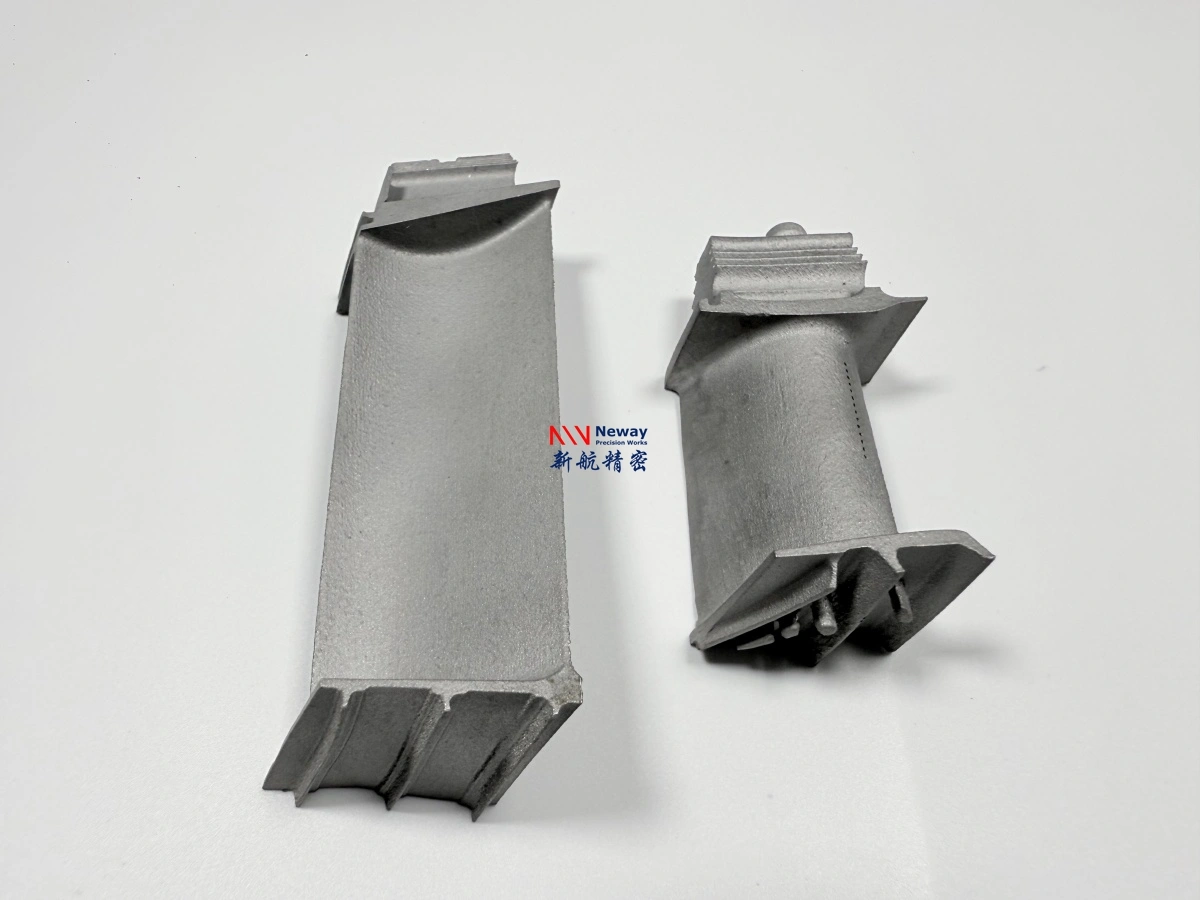
GE 9E टर्बाइन बकेट्स पर श्राउड, Z-नॉच और घिसाव-संपर्क क्षेत्रों को सावधानीपूर्वक मशीनिंग और सतह उपचार की आवश्यकता होती है क्योंकि ये विशेषताएं टिप सीलिंग, कंपन नियंत्रण, संपर्क व्यवहार और दीर्घकालिक घिसाव प्रदर्शन को प्रभावित करती हैं। इन क्षेत्रों को CNC मशीनिंग, हार्डफेस वेल्डिंग, ग्राइंडिंग, पॉलिशिंग और सतह निरीक्षण की आवश्यकता हो सकती है।
हार्डफेस या संपर्क क्षेत्रों के लिए Stellite 6 या Stellite 6B जैसे घिसाव-प्रतिरोधी सामग्रियों का मूल्यांकन किया जा सकता है। चुनिंदा हार्डफेस зонаओं के लिए Superalloy Welding का उपयोग किया जा सकता है, लेकिन प्रोसेसिंग के बाद वेल्ड क्षेत्र को दरारों, बॉन्डिंग गुणवत्ता और आयामी स्थिरता के लिए निरीक्षण किया जाना चाहिए।
घिसाव क्षेत्र | विनिर्माण विधि | गुणवत्ता नियंत्रण फोकस |
|---|---|---|
स्कैलोप्ड टिप श्राउड | CNC मशीनिंग, ग्राइंडिंग, सतह फिनिशिंग | प्रोफ़ाइल सटीकता, स्थानीय मोटाई, संपर्क सतह, सतह फिनिश |
Z-नॉच क्षेत्र | हार्डफेस वेल्डिंग, CNC फिनिशिंग, FPI निरीक्षण | दरार नियंत्रण, वेल्ड बॉन्डिंग, घिसाव प्रतिरोध, आयामी पुनर्प्राप्ति |
सीलिंग सतह | CNC मशीनिंग, कोटिंग नियंत्रण, सतह फिनिशिंग | समतलता, खुरदरापन, कोटिंग भत्ता, लीकेज नियंत्रण |
संपर्क इंटरफेस | घिसाव-प्रतिरोधी मिश्र धातु, हार्डफेस, मशीनिंग, निरीक्षण | संपर्क पैटर्न, सतह अखंडता, दीर्घकालिक घिसाव व्यवहार |
प्लेटफ़ॉर्म एज | CNC मशीनिंग, ब्लेंडिंग, कोटिंग नियंत्रण | किनारे की स्थिति, तनाव एकाग्रता, कोटिंग संक्रमण |
6. कूलिंग होल मशीनिंग और कोटिंग के बाद किस निरीक्षण की आवश्यकता है?
कूलिंग होल मशीनिंग और कोटिंग के बाद, निरीक्षण यह पुष्टि करना चाहिए कि टर्बाइन बकेट अभी भी आयामी, धातुurgical, सतह और कार्यात्मक आवश्यकताओं को पूरा करता है। कूलिंग होल की जांच आकार, कोण, अवरोधन, बर्स, रिकास्ट लेयर और सफाई के लिए की जानी चाहिए। कोटेड सतहों की जांच मोटाई, कवरेज, आसंजन, सतह की स्थिति और मास्किंग सटीकता के लिए की जानी चाहिए।
NewayAeroTech उच्च-तापमान मिश्र धातु कंपोनेंट्स के लिए Material Testing and Analysis प्रदान करता है। ग्राहक की आवश्यकताओं के आधार पर, निरीक्षण में CMM, 3D स्कैनिंग, X-ray, CT, FPI, मेटलोग्राफी, SEM/EDS, कोटिंग मोटाई निरीक्षण और अंतिम दृश्य समीक्षा शामिल हो सकती है।
निरीक्षण आइटम | विशिष्ट विधि | उद्देश्य |
|---|---|---|
कूलिंग होल व्यास | पिन गेज, ऑप्टिकल मापन, बोरेस्कोप, आवश्यक होने पर CT | छिद्र के आकार और दोहराव की पुष्टि करता है |
कूलिंग होल कोण | 3D निरीक्षण, फिक्स्चर निरीक्षण, CT, या सेक्शन विश्लेषण | छिद्र की दिशा और एयरफ़ॉइल संबंध की पुष्टि करता है |
आंतरिक अवरोधन | CT निरीक्षण, प्रवाह जांच, बोरेस्कोप, सफाई सत्यापन | सुनिश्चित करता है कि कूलिंग पथ खुला और कार्यात्मक है |
रिककास्ट लेयर | आवश्यक होने पर मेटलोग्राफिक सेक्शन या SEM विश्लेषण | EDM सतह अखंडता का मूल्यांकन करता है |
कोटिंग मोटाई | मोटाई मापन और कोटिंग रिपोर्ट | TBC, बॉन्ड कोट, या सुरक्षात्मक कोटिंग की मोटाई की पुष्टि करता है |
सतह दरारें | FPI या डाई पेनिट्रेंट निरीक्षण | मशीनिंग, वेल्डिंग, कोटिंग या हीट ट्रीटमेंट के बाद खुली दरारें खोजता है |
7. खरीदारों को कूलिंग होल और कोटिंग परियोजनाओं के लिए क्या जानकारी प्रदान करनी चाहिए?
कूलिंग होल, कोटिंग्स और घिसाव-प्रतिरोधी क्षेत्रों वाले GE 9E टर्बाइन बकेट्स के निर्माण के लिए, खरीदारों को विस्तृत ज्यामिति, सामग्री, कोटिंग और निरीक्षण आवश्यकताएं प्रदान करनी चाहिए। कूलिंग होल नोट्स, कोटिंग मोटाई आवश्यकताओं, मास्किंग क्षेत्रों और घिसाव-क्षेत्र विनिर्देशों के बिना, आपूर्तिकर्ता प्रक्रिया जोखिम का सटीक मूल्यांकन नहीं कर पा सकता है।
आवश्यक जानकारी | यह क्यों महत्वपूर्ण है |
|---|---|
3D CAD फ़ाइल | एयरफ़ॉइल ज्यामिति समीक्षा, कूलिंग होल अभिविन्यास और मशीनिंग योजना का समर्थन करता है |
कूलिंग होल नोट्स के साथ 2D ड्राइंग | छिद्र व्यास, कोण, स्थान, सहनशीलता और निरीक्षण आवश्यकता को परिभाषित करता है |
सामग्री ग्रेड | EDM कठिनाई, हीट ट्रीटमेंट, कोटिंग संगतता और निरीक्षण विधि निर्धारित करता है |
कोटिंग विनिर्देश | TBC, MCrAlY, Al-Si, ऑक्सीकरण कोटिंग, मोटाई और मास्किंग आवश्यकताओं को स्पष्ट करता है |
घिसाव क्षेत्र आवश्यकता | परिभाषित करता है कि Stellite, हार्डफेस वेल्डिंग, ग्राइंडिंग या अंतिम मशीनिंग की आवश्यकता है या नहीं |
निरीक्षण मानक | पुष्टि करता है कि CMM, CT, FPI, मेटलोग्राफी, कोटिंग रिपोर्ट या प्रवाह जांच की आवश्यकता है या नहीं |
पार्ट चरण और अनुप्रयोग | तापमान क्षेत्र, तनाव स्थिति, कोटिंग जोखिम और सेवा आवश्यकता का मूल्यांकन करने में मदद करता है |
मात्रा और डिलीवरी लक्ष्य | फिक्स्चर डिजाइन, इलेक्ट्रोड तैयारी, कोटिंग बैच और लीड टाइम का मूल्यांकन करने में मदद करता है |
8. व्यावहारिक इंजीनियरिंग सिफारिश
GE 9E टर्बाइन बकेट्स के लिए, कूलिंग होल, कोटिंग सतहें और घिसाव वाले क्षेत्रों को एक एकीकृत विनिर्माण मार्ग के रूप में योजनाबद्ध किया जाना चाहिए। कूलिंग होल थर्मल प्रदर्शन को प्रभावित करते हैं, TBC और MCrAlY सतह सुरक्षा को प्रभावित करते हैं, और श्राउड या Z-नॉच हार्डफेस क्षेत्र घिसाव और संपर्क व्यवहार को प्रभावित करते हैं। पूर्ण बकेट ज्यामिति और सेवा आवश्यकता की समीक्षा किए बिना इन विशेषताओं को अलग से कोट या निर्मित नहीं किया जाना चाहिए।
त्वरित तकनीकी मूल्यांकन के लिए, टर्बाइन मॉडल, बकेट चरण, 3D CAD फ़ाइल, 2D ड्राइंग, सामग्री ग्रेड, कूलिंग होल विवरण, कोटिंग विनिर्देश, घिसाव-क्षेत्र नोट्स, निरीक्षण मानक, मात्रा और लक्षित डिलीवरी शेड्यूल प्रदान करें। NewayAeroTech कंपोनेंट की समीक्षा कर सकता है और GE 9E-प्रकार, 9171E-क्लास और अन्य E-क्लास टर्बाइन बकेट अनुप्रयोगों के लिए एक व्यावहारिक विनिर्माण मार्ग की सिफारिश कर सकता है।
GE 9E और 9171E नामों का उपयोग केवल टर्बाइन-फ्रेम अनुप्रयोग आवश्यकताओं का वर्णन करने के लिए किया जाता है। NewayAeroTech ग्राहक-प्रदान किए गए ड्राइंग, नमूनों, विनिर्देशों और परियोजना आवश्यकताओं के अनुसार सुपरअलॉय पार्ट्स के कस्टम विनिर्माण पर केंद्रित है।
