हिन्दी
कस्टम एयरोस्पेस सुपरएलॉय पार्ट्स निर्माता
एयरोस्पेस और एविएशन पार्ट्स मैन्युफैक्चरिंग सेवाएँ
NewayAeroTech विमान इंजनों, एयरो टर्बाइनों, UAV प्रोपल्शन सिस्टम्स और उच्च-तापमान उड़ान कंपोनेंट्स के लिए कस्टम एयरोस्पेस और एविएशन पार्ट्स मैन्युफैक्चरिंग सेवाएँ प्रदान करता है। हम वैक्यूम इन्वेस्टमेंट कास्टिंग, सिंगल क्रिस्टल कास्टिंग, डायरेक्शनल कास्टिंग, इक्विएक्स्ड कास्टिंग, सुपरएलॉय CNC मशीनिंग, EDM, हीट ट्रीटमेंट, कोटिंग प्रिपरेशन, निरीक्षण और तैयार कंपोनेंट डिलीवरी का समर्थन करते हैं।
हम जिन एयरोस्पेस और एविएशन पार्ट्स का निर्माण करते हैं
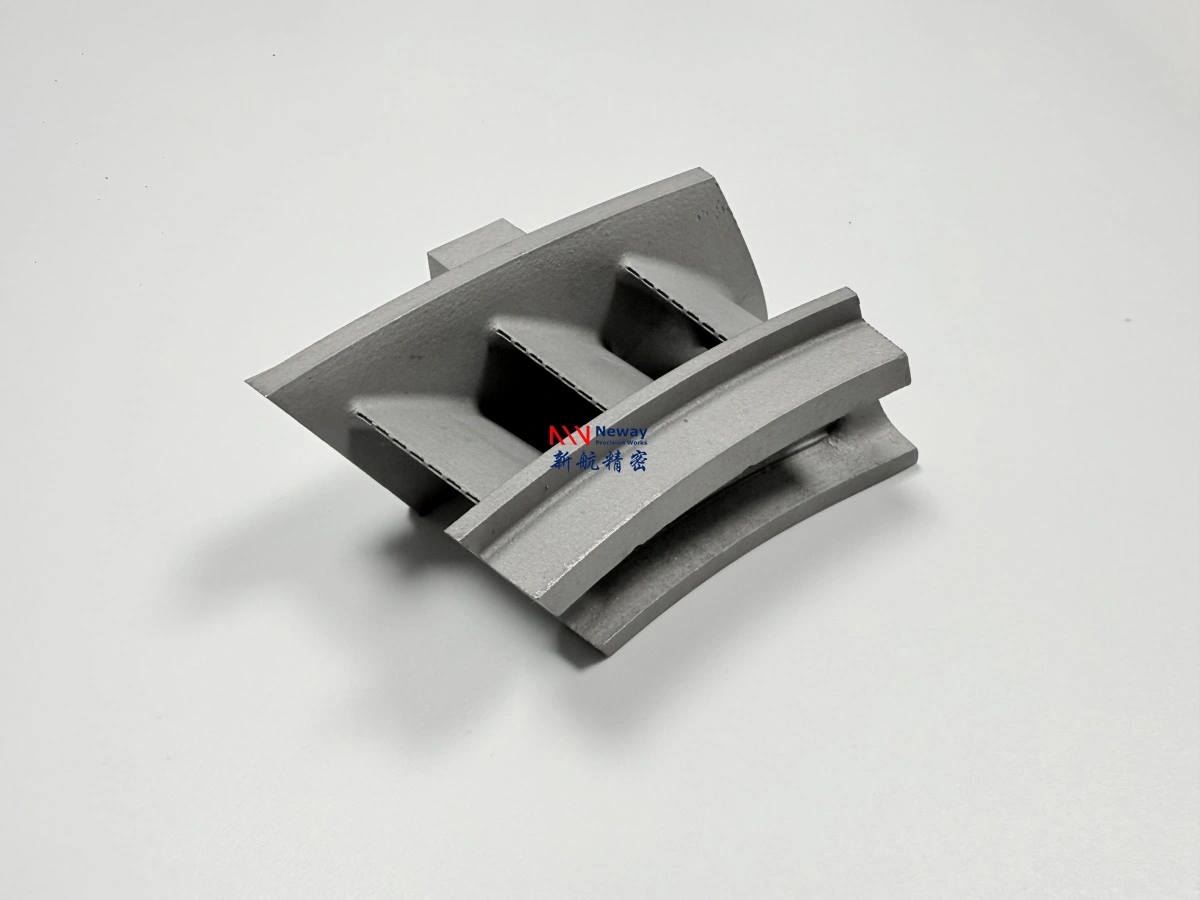
NewayAeroTech विमान इंजनों, UAV टर्बाइनों, एयरो प्रोपल्शन सिस्टम्स और उच्च-तापमान उड़ान अनुप्रयोगों के लिए कस्टम एयरोस्पेस और एविएशन कंपोनेंट्स बनाता है। हम हॉट सेक्शन पार्ट्स, कंबशन और एग्जॉस्ट पार्ट्स, रोटेटिंग और स्ट्रक्चरल कंपोनेंट्स, UAV टर्बाइन पार्ट्स और प्रोटोटाइप से लो-वॉल्यूम प्रोडक्शन तक कस्टम एयरोस्पेस कंपोनेंट्स का समर्थन करते हैं।

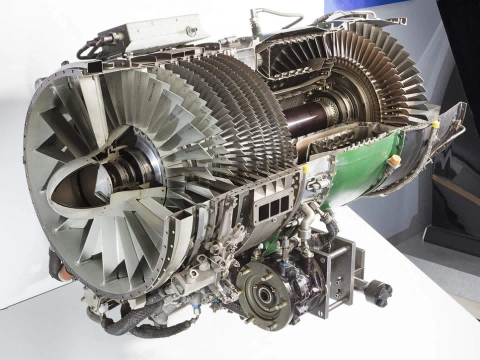
एयरो इंजन सेक्शन जिनका हम समर्थन करते हैं
NewayAeroTech कंबशन, टर्बाइन, कंप्रेसर, एग्जॉस्ट, एक्सेसरी और स्ट्रक्चरल सेक्शनों में एयरोस्पेस इंजन और एविएशन प्रोपल्शन कंपोनेंट्स का समर्थन करता है, जिससे ग्राहकों को उच्च-तापमान, हल्के और प्रिसीजन उड़ान-संबंधित कंपोनेंट्स बनाने में मदद मिलती है।

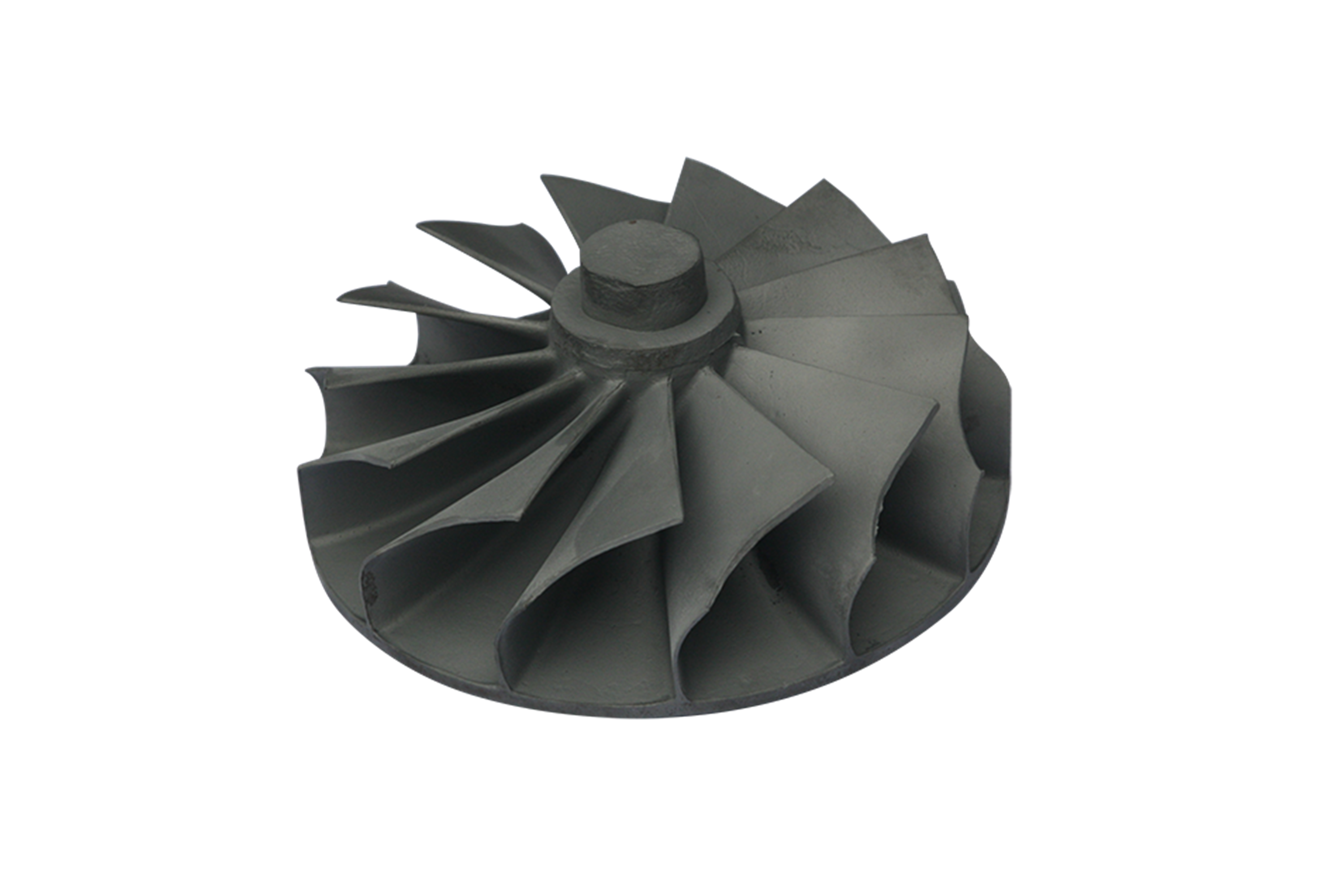
सुपरएलॉय कास्टिंग से उड़ान-तैयार एयरोस्पेस कंपोनेंट्स तक
NewayAeroTech सामग्री चयन और सुपरएलॉय कास्टिंग से लेकर पोस्ट-प्रोसेसिंग और निरीक्षण तक एयरोस्पेस कंपोनेंट मैन्युफैक्चरिंग का समर्थन करता है, जिससे ग्राहकों को उड़ान-तैयार एयरक्राफ्ट इंजन पार्ट्स, UAV टर्बाइन कंपोनेंट्स और उच्च-तापमान एविएशन पार्ट्स विकसित करने में मदद मिलती है।
आज ही नया प्रोजेक्ट शुरू करें
प्रोटोटाइप और लो-वॉल्यूम एयरोस्पेस सैंपल मैन्युफैक्चरिंग
NewayAeroTech कास्टिंग, CNC मशीनिंग, 3D प्रिंटिंग, हीट ट्रीटमेंट, HIP, पोस्ट-प्रोसेसिंग, और निरीक्षण के माध्यम से एयरोस्पेस प्रोटोटाइप और सैंपल मैन्युफैक्चरिंग का समर्थन करता है। हम ग्राहकों को ड्रॉइंग्स, CAD फाइल्स, सैंपल्स, या 3D स्कैन डेटा के आधार पर UAV टर्बाइन पार्ट्स, एयरक्राफ्ट इंजन कंपोनेंट्स, इंजीनियरिंग टेस्ट पार्ट्स, और लो-वॉल्यूम एयरोस्पेस कंपोनेंट्स विकसित करने में मदद करते हैं।

एयरोस्पेस इंजन और टर्बाइन कंपोनेंट अनुभव
NewayAeroTech सुपरएलॉय कास्टिंग, CNC मशीनिंग, EDM, हीट ट्रीटमेंट, HIP, पोस्ट-प्रोसेसिंग, निरीक्षण, और लो-वॉल्यूम प्रोडक्शन समर्थन के माध्यम से एयरक्राफ्ट इंजन, UAV टर्बाइन, एयरोस्पेस कंबशन, रोटेटिंग, और स्ट्रक्चरल कंपोनेंट्स का समर्थन करता है।
संबंधित संसाधन एक्सप्लोर करें



Neway Precision Works Ltd.
नं.3 लेफुशान इंडस्ट्री वेस्ट रोड
फेंगगांग, डोंगगुआन, चीन
पिन 523000
सेवाएँ
समाधान
Copyright © 2026 Aero Precision Works Ltd.All Rights Reserved.