Fournisseur de fabrication additive et d'impression 3D de turbocompresseurs en superalliage Inconel...
Introduction à l'impression 3D de pièces de turbocompresseur en Inconel 718
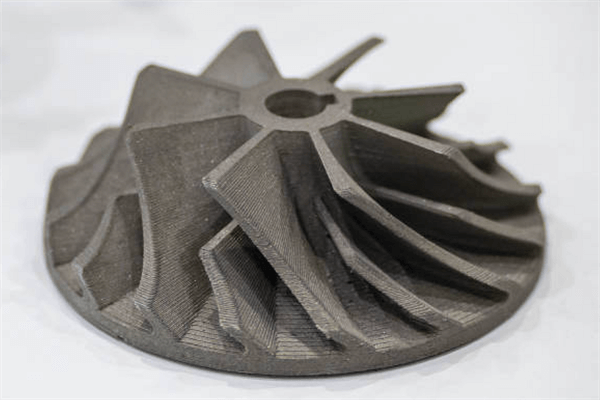
L'Inconel 718 est un superalliage à base de nickel idéal pour les composants de turbocompresseur fonctionnant sous des contraintes thermiques et mécaniques extrêmes. La fabrication additive permet la production de géométries de turbocompresseur complexes et légères qui ne peuvent pas être réalisées par usinage ou moulage conventionnels.
Chez Neway Aerotech, nos services d'impression 3D en Inconel 718 fournissent des composants de turbocompresseur de précision avec une haute résistance à la fatigue, une durabilité contre la corrosion et des performances thermiques, desservant les industries aérospatiale, automobile et énergétique.
Technologies de fabrication additive pour les composants de turbocompresseur
Méthodes d'impression 3D applicables
Technologie | Épaisseur de couche (μm) | Rugosité de surface (Ra, μm) | Résolution des caractéristiques (mm) | Applications courantes |
|---|---|---|---|---|
SLM | 30–50 | 5–15 | ≥0,2 | Carters de turbine, roues, supports de paliers |
DMLS | 40–60 | 6–18 | ≥0,25 | Volutes d'échappement, canaux en spirale, plaques d'extrémité |
Le SLM est le procédé préféré pour l'Inconel 718 en raison de son excellent contrôle de la densité et de ses détails structurels fins.
Performance de l'Inconel 718 dans les environnements de turbocompresseur
Propriété | Valeur | Avantage dans les applications de turbocompresseur |
|---|---|---|
Limite d'élasticité @ 700°C | ≥ 720 MPa | Maintient la structure sous les charges thermiques du rotor à grande vitesse |
Résistance à la fatigue | > 10⁸ cycles @ 650 MPa | Assure la durée de vie dans les zones à fortes vibrations et cycles thermiques |
Résistance à l'oxydation | Jusqu'à 980°C | Adapté aux pièces exposées aux gaz d'échappement sans dégradation |
Résistance au fluage et à la rupture | > 1000 heures @ 704°C / 620 MPa | Prend en charge un fonctionnement continu dans des conditions de suralimentation |
Soudabilité et imprimabilité | Excellente pour le SLM | Assure un traitement additif et un usinage ultérieur sans fissures |
Justification du choix des matériaux
L'Inconel 718 est sélectionné plutôt que la fonte ou l'aluminium en raison de sa stabilité à 700–980°C et de sa fiabilité en fatigue lors de cycles de suralimentation continus.
Sa soudabilité supérieure et sa résistance aux fissures le rendent bien adapté pour la réparation post-impression ou l'assemblage hybride.
Le durcissement par précipités fins (phases γ″ et γ′) assure la stabilité lors des cycles répétés de chauffage/refroidissement.
Étude de cas : Carter d'échappement de turbocompresseur en Inconel 718 imprimé en 3D
Contexte du projet
Un client automobile de performance nécessitait un carter d'échappement de turbocompresseur léger capable de résister à des températures d'échappement de 950°C et de fonctionner en continu à 120 000 tr/min. Des géométries internes complexes en spirale et des canaux de refroidissement à parois minces étaient essentiels.
Flux de fabrication
Matériau : Poudre d'Inconel 718 avec une taille de particule D50 = 35 µm, morphologie sphérique.
Impression : Fabrication additive SLM avec une hauteur de couche de 30 μm, utilisant une atmosphère inerte d'argon pour le contrôle de l'oxydation.
Stratégie de construction : Spirale interne supportée par un noyau en treillis ; optimisation de la peau inférieure pour assurer des surplombs de paroi à un angle de 45°.
Traitement post-impression : Compactage isostatique à chaud (HIP) à 1200°C/100 MPa pendant 4 heures pour éliminer la microporosité.
Finition CNC : Usinage des brides d'étanchéité à une planéité de ±0,01 mm et concentricité de l'alésage interne dans les 0,02 mm.
Finition de surface
Surfaces internes polies à la vapeur jusqu'à Ra ≤ 6 μm pour un flux de gaz optimal.
Revêtement TBC appliqué sur les parois extérieures pour la déviation de la chaleur rayonnante.
Pièce finale passivée pour prévenir l'oxydation de surface lors des cycles thermiques initiaux.
Inspection et vérification
L'inspection par MMT a confirmé la conformité dimensionnelle dans les ±0,03 mm.
La tomodensitométrie par rayons X (CT) n'a détecté aucun délaminage interne.
Les essais par ultrasons ont validé la densité des parois dans les sections de spirale à parois minces.
Test de flux réussi à 1800 L/min avec une variance de contre-pression <1,5% entre les échantillons.
Résultats et vérification
Le carter de turbocompresseur en Inconel 718 imprimé a atteint une réduction de poids de 30 % par rapport à la version moulée et a réussi avec succès un test d'endurance de 1000 heures à 950°C. Il a maintenu une intégrité dimensionnelle complète sous fatigue thermomécanique et a résisté à 300 000 révolutions de turbine par cycle de test de durabilité.
FAQ
Quelle est la température maximale de fonctionnement des pièces de turbocompresseur imprimées en Inconel 718 ?
Comment l'Inconel 718 se compare-t-il au 625 dans les applications de turbocompresseur ?
Les composants de turbocompresseur imprimés peuvent-ils être soudés à d'autres matériaux ?
Quels traitements de surface améliorent la résistance à l'oxydation sur les carters de turbocompresseur ?
Proposez-vous une optimisation topologique pour les conceptions de turbocompresseurs imprimés ?
