Fonderie de pièces de pompes et de vannes en superalliage Inconel 625 à structure granulaire aléatoi...
Introduction
Les composants de pompes et de vannes utilisés dans les procédés chimiques, les applications marines, la production d'énergie et les systèmes de fluides à haute température sont soumis à des charges mécaniques sévères, des milieux corrosifs et des contraintes thermiques élevées. Ces composants nécessitent des matériaux présentant une excellente résistance à la corrosion, une grande résistance et une bonne endurance à la fatigue thermique. L'Inconel 625, un alliage nickel-chrome-molybdène renforcé par solution solide, est idéal pour de telles applications en raison de sa résistance supérieure à la piqûre, à la corrosion sous contrainte induite par les chlorures et à l'oxydation.
Neway AeroTech est une fonderie professionnelle de superalliages proposant des pièces de pompes et de vannes en Inconel 625 produites via le moulage à structure granulaire aléatoire. Notre procédé de moulage à la cire perdue sous vide garantit une précision dimensionnelle, des propriétés mécaniques isotropes et une résistance exceptionnelle à la corrosion. Nous servons des industries telles que les procédés chimiques, les systèmes marins et la production d'énergie.
Technologie clé du moulage à grains aléatoires pour les composants en Inconel 625
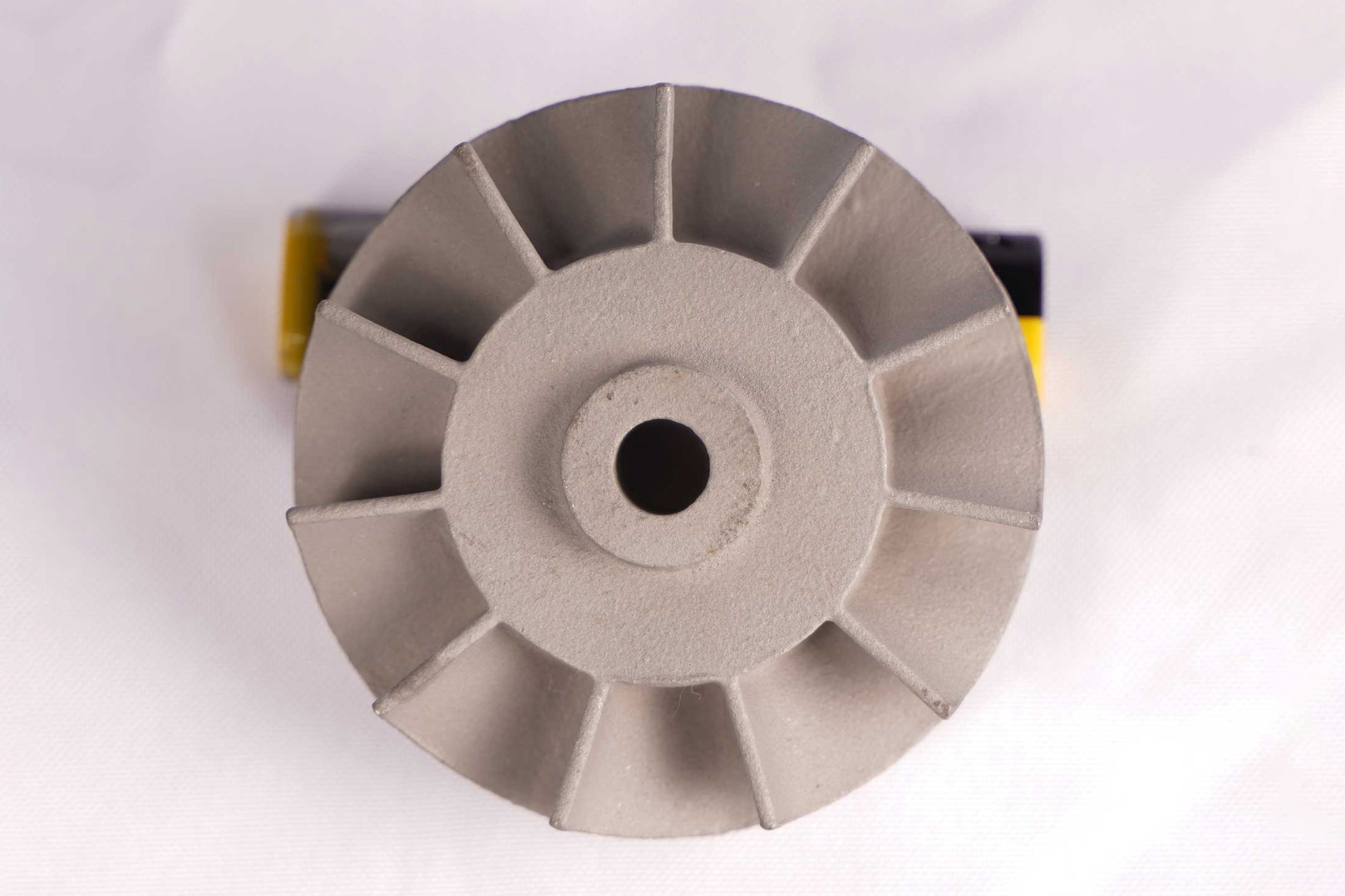
Développement du modèle en cire Les carter de pompes, les roues, les corps de vannes et les brides sont reproduits via des modèles en cire haute précision avec une tolérance de ±0,05 mm.
Construction du moule en coquille céramique Des coquilles céramiques multicouches de 6 à 8 mm d'épaisseur sont appliquées pour une haute stabilité thermique et une reproduction précise de la surface.
Fusion par induction sous vide L'Inconel 625 est fondu à ~1350–1400°C sous vide (≤10⁻³ Pa) pour garantir la pureté et minimiser la formation d'oxydes.
Solidification équiaxe à grains aléatoires L'alliage fondu se solidifie dans des moules préchauffés, produisant des grains équiaxes, orientés de manière aléatoire (ASTM 4–6), assurant un comportement mécanique uniforme.
Démoulage et nettoyage Les coquilles sont retirées par grenaillage à haute pression et lixiviation, protégeant les passages internes et les surfaces d'étanchéité.
Traitement thermique Le recuit de mise en solution à 980–1040°C optimise la résistance à la corrosion et soulage les contraintes résiduelles.
Finition CNC et EDM Les surfaces critiques, y compris les orifices filetés, les faces d'étanchéité et les sièges de vanne, sont finalisées par usinage CNC et EDM.
Inspection et essais Les pièces subissent une vérification par MMC, des essais de pression et une inspection par rayons X selon les besoins pour l'intégrité structurelle.
Propriétés du matériau Inconel 625 sous forme coulée
Température de service maximale : ~980°C
Résistance à la traction : ≥830 MPa
Limite d'élasticité : ≥414 MPa
Résistance à la corrosion : Exceptionnelle contre l'eau de mer, les acides, les alcalis et les sels oxydants
Résistance au fluage : Bonne sous des charges modérées de température/pression
Structure granulaire : Grains équiaxes aléatoires (ASTM 4–6)
Étude de cas : Pièces de vannes et de pompes en Inconel 625 pour plateforme offshore
Contexte du projet
Neway AeroTech a fabriqué des corps de vannes, des tiges et des carter de pompes en Inconel 625 pour une plateforme pétrolière et gazière en eaux profondes. Les composants fonctionnaient dans des conditions de haute pression, riches en chlorures, à 250°C. Les exigences incluaient une fuite zéro, une forte résistance à la piqûre et l'intégrité structurelle après une exposition prolongée.
Applications
Pompes de circulation d'eau de mer Tolèrent les environnements marins agressifs avec des débits élevés et une exposition à la cavitation.
Vannes pour procédés chimiques Nécessitent une résistance à la corrosion dans des fluides acides, oxydants ou fortement alcalins.
Corps de pompes d'alimentation Résistent aux forts gradients thermiques et à la pression dans les cycles vapeur et la récupération de chaleur perdue.
Vannes de régulation cryogéniques Maintiennent la stabilité dimensionnelle sous des fluctuations de pression et des cycles thermiques.
Flux de fabrication chez Neway AeroTech
Conception pour le moulage (DFC) Notre équipe d'ingénierie soutient la DFM et la conception des systèmes d'alimentation assistée par CFD pour un remplissage et une solidification optimaux du moule.
Exécution du moulage à la cire perdue sous vide L'Inconel 625 est coulé dans des conditions contrôlées sous vide avec formation de grains équiaxes, assurant une résistance isotrope uniforme.
Traitement thermique post-coulée, Recuit et traitements de relaxation des contraintes pour restaurer la ductilité et les performances de corrosion.
Préparation à l'usinage et à l'assemblage Le tournage, le fraisage, le filetage CNC et l'EDM sont utilisés pour atteindre la qualité des surfaces d'étanchéité et les tolérances dimensionnelles.
Inspection finale et certification Toutes les pièces subissent une validation dimensionnelle via MMC, et des méthodes END incluant les rayons X et les essais de pression selon les normes du client.
Principaux défis
Prévenir la microségrégation dans les composants de vannes à sections épaisses
Gérer le risque de porosité et d'inclusions d'oxydes pendant la fusion et la coulée
Assurer une résistance à la corrosion à long terme après l'usinage et le soudage
Atteindre une traçabilité complète et la conformité avec les normes qualité pétrole & gaz
Résultats et vérification
Taille de grain ASTM 5–6 confirmée par métallographie
La résistance à la traction et la limite d'élasticité ont dépassé les exigences de la norme NACE MR0175
Essais d'étanchéité réussis à 1,5 fois la pression de service
Conformité dimensionnelle à 100 % confirmée par MMC
Taux de réussite END de 100 % sur tous les lots de production
FAQ
Quels sont les avantages de l'Inconel 625 dans les applications de pompes et de vannes ?
Comment le moulage équiaxe bénéficie-t-il aux pièces résistantes à la corrosion ?
Les pièces coulées en Inconel 625 peuvent-elles être soudées ou réparées ?
Quels essais sont effectués pour valider l'intégrité structurelle ?
Quelles industries utilisent des pièces coulées de pompes et de vannes en Inconel 625 ?
