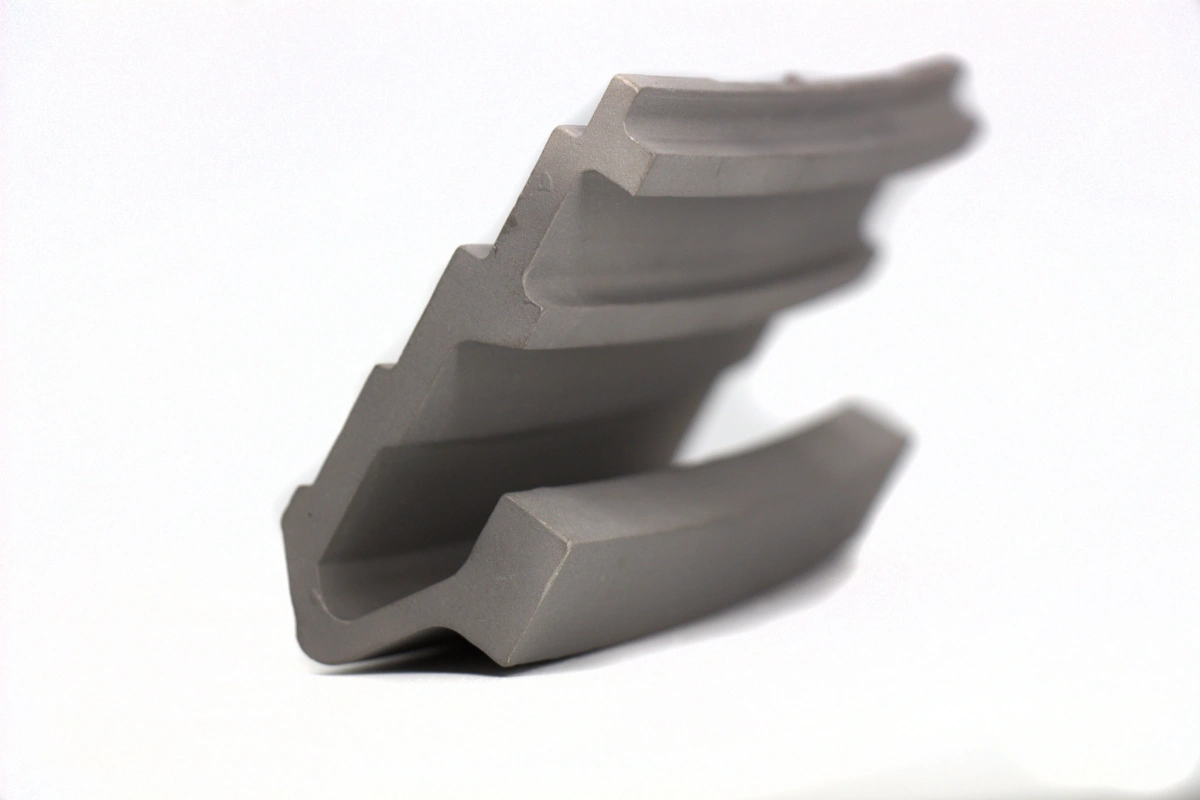
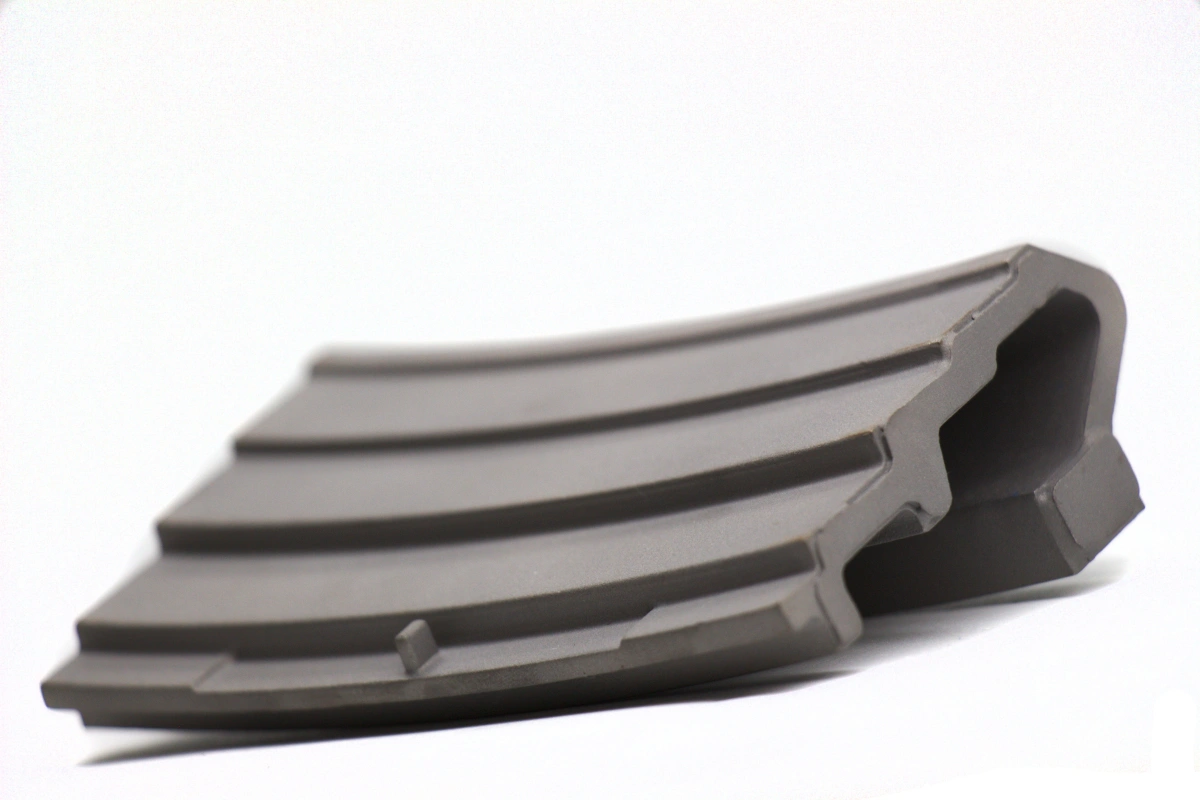
Envelopes de turbine et segments d'étanchéité pour la réparation de la section chaude des turbines à...
NewayAeroTech fabrique des enveloppes de turbine sur mesure, des segments d'étanchéité, des segments d'anneau d'aubes, des segments de chemin de gaz chauds, des blocs d'enveloppe et des composants d'étanchéité résistants à l'usure pour les projets de réparation de la section chaude des turbines à gaz. Ces pièces peuvent être produites à partir de plans clients, d'échantillons usagés, de données de numérisation 3D ou d'informations sur le modèle de turbine, puis finies par moulage, usinage CNC, EDM, traitement thermique, préparation du revêtement et inspection.
Pour les turbines à gaz de production d'énergie, les enveloppes et les segments d'étanchéité ne sont pas de simples blocs de protection. Ils aident à contrôler le jeu en tête d'aube, à améliorer l'efficacité d'étanchéité, à protéger les structures environnantes de la section chaude et à maintenir des performances stables du chemin de gaz. Si le profil de l'enveloppe, la face d'étanchéité, l'ajustement du segment, la surface du revêtement ou l'interface de montage est incorrect, l'efficacité de la turbine et la fiabilité de la section chaude peuvent être affectées.
NewayAeroTech prend en charge la fabrication de pièces de section chaude de turbines de production d'énergie pour les segments d'enveloppe de remplacement, les blocs d'étanchéité, les segments d'anneau d'aubes et les pièces de réparation personnalisées de turbines à gaz.
Réponse directe : Enveloppes de turbine et segments d'étanchéité sur mesure
NewayAeroTech fournit des enveloppes de turbine et des segments d'étanchéité sur mesure pour les projets de réparation et de remplacement de la section chaude des turbines à gaz. Selon la conception de la pièce d'origine, les exigences de matériau, le système de revêtement et la norme d'inspection, le processus de fabrication peut inclure le moulage d'alliages spéciaux, le moulage à cire perdue sous vide, l'usinage CNC, l'EDM, le traitement thermique, la post-transformation, la préparation du revêtement et l'inspection finale.
Notre soutien à la fabrication peut couvrir :
Enveloppes de turbine sur mesure pour la réparation de turbines à gaz
Segments d'étanchéité de remplacement pour les turbines de production d'énergie
Fabrication de segments d'anneau d'aubes et de segments de chemin de gaz chauds
Blocs d'enveloppe et composants d'étanchéité résistants à l'usure
Moulage et usinage de segments d'enveloppe en superalliages
Pièces de réparation en petits lots et fourniture à long terme d'enveloppes de rechange
L'objectif est de fournir des pièces de remplacement d'enveloppes et de segments d'étanchéité de section chaude finis, avec une géométrie d'arc contrôlée, des surfaces d'étanchéité, des fentes de montage, un ajustement de segment, une cohérence des matériaux, des surfaces prêtes pour le revêtement et une documentation d'inspection.
Fonction des composants des enveloppes de turbine et des segments d'étanchéité
Les enveloppes de turbine et les segments d'étanchéité sont installés autour des aubes de turbine rotatives dans le chemin de gaz chaud. Leur fonction principale est de contrôler le jeu entre l'extrémité de l'aube et la structure stationnaire environnante. Ce jeu affecte les fuites de gaz, l'efficacité de la turbine, le risque de frottement en tête d'aube et la durabilité de la section chaude.
Dans le service des turbines à gaz, les enveloppes et les segments d'étanchéité remplissent plusieurs fonctions importantes :
Contrôler le jeu en tête d'aube et réduire les fuites de gaz
Améliorer l'efficacité d'étanchéité de la turbine et les performances de l'étage
Protéger le carter environnant ou les structures de support de l'exposition aux gaz chauds
Fournir des surfaces remplaçables résistant à l'usure et à la chaleur
Maintenir l'ajustement segment à segment autour du chemin des aubes
Soutenir les systèmes de revêtement qui résistent à l'oxydation, à l'usure et à la fatigue thermique
Étant donné que ces pièces sont étroitement liées à l'efficacité de la turbine et à la fiabilité de la section chaude, les enveloppes de remplacement doivent être fabriquées avec un contrôle minutieux du profil d'arc, de la géométrie de la face d'étanchéité, des caractéristiques de montage et de la qualité de surface.
Pourquoi les enveloppes et les segments d'étanchéité doivent être remplacés
Les enveloppes de turbine et les segments d'étanchéité fonctionnent dans un environnement à haute température avec un flux de gaz, une interaction avec l'extrémité des aubes, des vibrations, une oxydation, une dégradation du revêtement et des cycles thermiques. Sur de longues périodes de service, ces conditions peuvent endommager la surface de l'enveloppe et modifier le jeu entre les extrémités des aubes et la structure d'étanchéité stationnaire.
Les modes de défaillance courants comprennent :
Fissures thermiques causées par des cycles répétés de démarrage et d'arrêt
Oxydation ou corrosion à chaud sur les surfaces exposées au gaz
Usure par frottement en tête d'aube ou perte de surface locale
Écaillage, décollement ou érosion du revêtement
Dommages à la face d'étanchéité ou perte du jeu contrôlé
Déformation, cintrage ou inadéquation entre les pièces adjacentes du segment
Usure des fentes de montage, dommages aux trous de positionnement ou déformation de l'interface
Fissures ou défauts trouvés lors de l'inspection d'arrêt
Lorsque l'usure, les fissures, la défaillance du revêtement ou les changements dimensionnels dépassent la limite de réparation, des segments d'enveloppe de remplacement sont nécessaires pour restaurer les performances d'étanchéité du chemin de gaz chaud et la fiabilité de fonctionnement de la turbine.
Options de matériaux pour les enveloppes et segments d'étanchéité de section chaude
Les enveloppes de turbine et les segments d'étanchéité nécessitent des matériaux capables de résister aux hautes températures, à l'oxydation, à l'usure, à la fatigue thermique et à l'érosion du chemin de gaz. La sélection des matériaux dépend du modèle de turbine, de l'emplacement de l'étage, de la température, de l'interaction avec l'extrémité des aubes, du système de revêtement et de la spécification d'origine.
Les choix de matériaux courants incluent les alliages Inconel, les alliages Stellite, les alliages à base de cobalt, les alliages Rene et d'autres superalliages résistants à l'usure. Pour les pièces de remplacement, le matériau doit suivre le plan d'origine ou les données d'échantillons vérifiés dans la mesure du possible.
NewayAeroTech prend en charge le moulage à cire perdue sous vide en alliage Inconel pour les pièces d'enveloppe et d'étanchéité de section chaude à base de nickel. Pour les applications résistantes à l'usure et à base de cobalt, le moulage à cire perdue sous vide en alliage Stellite peut être examiné. Pour les programmes avancés de section chaude de turbine, le moulage à cire perdue sous vide en alliages Rene peut soutenir la comparaison des matériaux et le développement de pièces de remplacement.
Famille de matériaux | Utilisation typique dans les projets d'enveloppe | Considération de sélection |
|---|---|---|
Alliages Inconel | Enveloppes à base de nickel, segments d'étanchéité et composants de chemin de gaz chauds | Utile pour la résistance à haute température, la résistance à l'oxydation et les performances des superalliages moulés |
Alliages Stellite | Segments d'étanchéité résistants à l'usure et surfaces d'étanchéité de section chaude | Convient lorsque la résistance à l'usure, la résistance à la corrosion à chaud et la durabilité des alliages de cobalt sont requises |
Alliages Rene | Enveloppes de section chaude de turbine avancée et composants connexes | Peut être examiné lorsque des performances de section chaude plus élevées sont requises par la conception d'origine |
Superalliages résistants à l'usure | Zones d'étanchéité en tête d'aube et pièces d'usure remplaçables du chemin de gaz chaud | Sélectionnés en fonction des conditions de frottement, du système de revêtement, de l'exposition à l'oxydation et de la stratégie de réparation |
Processus de fabrication des enveloppes de turbine et des segments d'étanchéité
Les enveloppes et les segments d'étanchéité nécessitent généralement un processus de fabrication combiné car les pièces incluent une géométrie moulée, des surfaces d'arc incurvées, des caractéristiques de montage, des faces d'étanchéité et des régions contrôlées par le revêtement. Le moulage crée le corps près de la forme nette, tandis que l'usinage CNC finit les interfaces qui contrôlent l'assemblage et l'ajustement du segment.
Un processus typique peut inclure :
Examiner le modèle de turbine, l'emplacement de l'étage, les plans, les anciens échantillons ou les données de numérisation 3D
Confirmer la nuance d'alliage, le processus de moulage, les exigences de revêtement et la norme d'inspection
Produire l'outillage de moulage, les modèles en cire, les coquilles céramiques et les allowances de processus
Mouler l'ébauche d'enveloppe ou de segment d'étanchéité par moulage d'alliage spécial ou moulage à cire perdue sous vide
Appliquer un traitement thermique ou un traitement post-moulage selon les exigences du matériau
Usiner les surfaces d'arc, les faces d'étanchéité, les fentes de montage, les trous de positionnement et les zones de référence
Utiliser l'EDM pour les fentes, les caractéristiques étroites, les coins internes nets ou les zones à accès limité aux outils si nécessaire
Préparer les surfaces pour le revêtement, le traitement résistant à l'usure ou la post-transformation spécifiée par le client
Inspecter le profil d'arc, l'ajustement du segment, les surfaces d'étanchéité, l'intégrité du moulage et les dimensions finales
NewayAeroTech fournit un moulage d'alliages spéciaux pour les enveloppes de turbine où le comportement des matériaux à haute température, la géométrie et les exigences d'usinage en aval doivent être considérés ensemble. Pour les ébauches de superalliages près de la forme nette, le moulage à cire perdue sous vide pour les segments d'enveloppe peut également prendre en charge les pièces de remplacement complexes de section chaude.
Focus sur l'usinage CNC pour les segments d'étanchéité
L'usinage CNC est essentiel pour les enveloppes de turbine et les segments d'étanchéité car ces pièces doivent s'adapter avec précision autour du chemin des aubes et maintenir des surfaces d'étanchéité contrôlées. L'ébauche moulée fournit le matériau principal et la forme, mais l'usinage définit la fonction finale.
NewayAeroTech fournit un usinage CNC de superalliages pour les segments d'étanchéité, y compris des matériaux à base de nickel, à base de cobalt et des superalliages résistants à l'usure.
Les domaines clés de l'usinage comprennent :
Contours intérieurs et extérieurs en forme d'arc
Faces d'étanchéité et surfaces de jeu en tête d'aube
Rainures de montage, fentes et caractéristiques de retenue
Trous de positionnement et caractéristiques de référence d'assemblage
Surfaces d'accouplement segment à segment
Surfaces de référence pour la MMT et l'inspection d'arc
Surfaces d'allocation de revêtement et limites de masquage
La sélection des références d'usinage est importante car la géométrie du segment doit correspondre à la fois au carter de la turbine et aux segments d'enveloppe adjacents. Une dimension locale peut être correcte, mais le segment peut toujours échouer à l'assemblage si la géométrie de l'arc et les surfaces d'accouplement ne sont pas coordonnées.
EDM et traitement des caractéristiques locales pour les segments d'enveloppe
Certains segments d'enveloppe incluent des fentes étroites, des contre-dépouilles, des coins nets, des ouvertures liées au refroidissement ou une géométrie à accès limité aux outils. Ces caractéristiques peuvent être difficiles à usiner avec des outils de coupe conventionnels, surtout lorsque le matériau est un superalliage dur à base de nickel ou de cobalt.
L'EDM peut être utilisé pour les caractéristiques locales où l'usinage conventionnel crée trop de force de coupe ou où l'accès aux outils est limité. Pour les segments d'étanchéité, le traitement EDM doit contrôler :
Largeur de la fente et précision des limites
Géométrie des coins internes nets
Taille des trous locaux ou des ouvertures
Couche refondue et état des bords
Nettoyage post-EDM avant le revêtement ou l'inspection finale
Compatibilité avec les surfaces d'étanchéité et les zones de revêtement résistant à l'usure
Si les caractéristiques EDM sont situées près des surfaces d'étanchéité ou des limites de revêtement, le processus doit être coordonné avec les exigences d'inspection finale et de post-transformation.
Post-traitement et préparation du revêtement pour les enveloppes de section chaude
Les enveloppes et les segments d'étanchéité de section chaude peuvent nécessiter un traitement thermique, une relaxation des contraintes, un nettoyage de surface, une préparation au revêtement, un polissage ou un traitement de surface résistant à l'usure avant la livraison. Le processus de post-traitement correct dépend de la nuance du matériau, du système de revêtement, de la température de service et de la conception d'origine.
NewayAeroTech prend en charge le post-traitement des superalliages et la préparation au revêtement pour relier le moulage, l'usinage, le contrôle de l'état de surface, la préparation au revêtement et l'inspection finale dans un flux de travail de fabrication complet.
Le post-traitement peut inclure :
Traitement thermique pour le contrôle de l'état du matériau et de la microstructure
Relaxation des contraintes après usinage ou EDM si nécessaire
Nettoyage de surface et élimination des oxydes
Préparation au revêtement pour les systèmes de revêtement résistants à l'oxydation, abrasibles ou barrières thermiques
Ébavurage et finition des bords autour des fentes, des trous et des faces d'étanchéité
Examen final de la surface avant inspection et livraison
L'allocation de revêtement doit être prise en compte avant l'usinage final. Si l'épaisseur du revêtement modifie la face d'étanchéité, l'ajustement du segment ou la surface de jeu en tête d'aube, la pièce peut passer l'inspection pré-revêtement mais échouer à l'assemblage final après le revêtement.
Géométrie critique des enveloppes de turbine et des segments d'étanchéité
Les enveloppes de turbine et les segments d'étanchéité doivent maintenir une géométrie d'arc précise et un ajustement segment à segment. Ces pièces sont généralement assemblées en plusieurs segments autour du chemin des aubes de la turbine, de sorte que les erreurs locales peuvent s'accumuler et affecter l'assemblage complet de l'anneau.
La géométrie critique comprend :
Contour de l'arc intérieur et surface de jeu en tête d'aube
Contour de l'arc extérieur et interface avec le carter
Faces d'extrémité du segment et contrôle de l'écart entre les segments adjacents
Faces d'étanchéité et zones de contact résistantes à l'usure
Fentes de montage, crochets, rainures et caractéristiques de retenue
Trous de positionnement et surfaces de référence
Limites de revêtement et zones masquées
Si la géométrie de l'arc est incorrecte, l'anneau d'enveloppe assemblé peut créer un jeu d'aube inégal. Si les surfaces d'étanchéité sont endommagées ou inexactes, les fuites de gaz chauds peuvent augmenter. Si les interfaces des segments sont incohérentes, les contraintes d'assemblage et l'usure locale peuvent s'aggraver pendant le service.
Inspection des enveloppes de turbine et des segments d'étanchéité
L'inspection est essentielle car les enveloppes de turbine et les segments d'étanchéité doivent satisfaire à la fois aux exigences de qualité du moulage et de géométrie d'assemblage. Un plan d'inspection complet doit vérifier le matériau, l'intégrité du moulage, le profil d'arc, l'ajustement du segment, la qualité de la surface d'étanchéité et les dimensions finales.
Élément d'inspection | Ce qu'il faut vérifier | Pourquoi c'est important |
|---|---|---|
Profil d'arc | Rayon intérieur, rayon extérieur, courbure, géométrie du chemin des aubes | Contrôle le jeu en tête d'aube et l'ajustement de l'anneau de segments |
Ajustement du segment | Faces d'extrémité, écart, surfaces d'accouplement, continuité des segments assemblés | Prévient les fuites, les contraintes d'assemblage et l'usure inégale |
Dimensions de la surface d'étanchéité | Planéité, profil, allocation de revêtement, géométrie de la surface d'usure | Soutient l'efficacité d'étanchéité et le contrôle du jeu en tête d'aube |
FPI (Inspection par pénétrant) | Fissures de surface et défauts ouverts | Identifie le risque de fissuration avant le revêtement, l'assemblage ou la livraison |
Rayons X ou CT | Porosité interne, retrait, inclusions, défauts de moulage cachés | Vérifie l'intégrité du moulage pour le service en section chaude |
Inspection MMT | Fentes de montage, trous de positionnement, surfaces de référence, géométrie d'accouplement | Confirme la précision dimensionnelle et la fiabilité de l'assemblage |
Les exigences d'inspection doivent être confirmées avant le devis car l'inspection d'arc, les vérifications d'ajustement des segments, le FPI, les rayons X, le CT, la MMT et l'inspection liée au revêtement peuvent affecter le coût et le délai de livraison.
Support d'ingénierie inverse pour le remplacement des segments d'enveloppe et d'étanchéité
De nombreux projets de remplacement d'enveloppes et de segments d'étanchéité de turbines à gaz commencent par des pièces usées, des plans incomplets ou des données de numérisation 3D. L'ingénierie inverse doit identifier la géométrie fonctionnelle d'origine au lieu de copier les dommages de service.
NewayAeroTech peut examiner les projets de remplacement basés sur :
Plans d'origine et fichiers CAO 3D
Échantillons d'enveloppes ou de segments d'étanchéité usagés
Données de numérisation 3D et modèles reconstruits
Photos montrant des fissures, de l'oxydation, de l'usure par frottement, une perte de revêtement ou des dommages d'étanchéité
Analyse des matériaux à partir d'anciennes pièces
Modèle de turbine, numéro d'étage et conditions de fonctionnement de la section chaude
Pour les segments d'étanchéité usés, les marques de frottement des aubes, la perte de revêtement, les surfaces oxydées, les faces d'extrémité déformées et les fentes de montage endommagées ne doivent pas être copiées aveuglément. La pièce de remplacement doit être reconstruite autour de la géométrie fonctionnelle de l'arc, des surfaces d'étanchéité et de l'ajustement d'assemblage.
Valeur du fournisseur pour les projets de réparation d'enveloppes de section chaude
Un fournisseur qualifié d'enveloppes de turbine doit offrir plus qu'une capacité de moulage. Le fournisseur doit comprendre le jeu en tête d'aube, la fonction d'étanchéité, la sélection des matériaux, le processus de moulage, la référence d'usinage, l'allocation de revêtement, l'ajustement des segments et la planification de l'inspection.
NewayAeroTech prend en charge les projets de réparation et de remplacement d'enveloppes de section chaude en fournissant :
Examen des alliages à haute température et des matériaux résistants à l'usure
Options de moulage d'alliages spéciaux et de moulage à cire perdue sous vide
Usinage CNC pour les contours d'arc, les faces d'étanchéité, les fentes de montage et les caractéristiques de référence
Examen EDM pour les fentes, les trous, les coins nets et les caractéristiques à accès limité aux outils
Support pour le traitement thermique, le nettoyage de surface et la préparation au revêtement
Planification de l'inspection du profil d'arc, de l'ajustement des segments, du FPI, des rayons X, de la MMT et de l'inspection finale
Prototypage, pièces de réparation en petits lots et fabrication d'enveloppes de rechange à long terme
Ce processus intégré aide à réduire les lacunes de communication entre les fournisseurs de moulage, d'usinage, de revêtement et d'inspection, en particulier lorsque les projets de réparation ont des calendriers d'arrêt de centrale électrique serrés.
Liste de contrôle RFQ pour les enveloppes de turbine et les segments d'étanchéité
Pour obtenir un devis précis pour les enveloppes de turbine et les segments d'étanchéité, les clients doivent fournir des données techniques relatives au matériau, à la géométrie, au revêtement, à l'inspection et aux conditions de service. Cela aide le fournisseur à évaluer la faisabilité du moulage, le coût d'usinage, les exigences d'inspection et les risques de livraison.
Une demande de devis complète devrait inclure :
Modèle de turbine, numéro d'étage, nom de la pièce, numéro de pièce et niveau de révision
Plan 2D et fichier CAO 3D si disponible
Échantillon d'enveloppe usagée, photos ou données de numérisation 3D si une ingénierie inverse est requise
Nuance de matériau requise, telle que Inconel, Stellite, alliage Rene, alliage de cobalt ou superalliage spécifié par le client
Exigence de processus de moulage, telle que le moulage d'alliages spéciaux ou le moulage à cire perdue sous vide
Exigences de traitement thermique, de revêtement, de surface abradable ou de post-transformation
Exigences concernant le profil d'arc, la face d'étanchéité, la surface de jeu des aubes, la fente de montage et l'ajustement des segments
Exigences d'inspection telles que FPI, rayons X, CT, MMT, rapport de matériau, inspection d'arc ou inspection de revêtement
Quantité pour le prototype, le lot de réparation ou le programme de pièces de rechange à long terme
Calendrier de livraison, timing d'arrêt, exigences d'emballage et de documentation
Si le projet est basé sur un échantillon usé, les clients doivent identifier les zones de frottement, les surfaces d'étanchéité usées, la perte de revêtement, les fissures, les dommages dus à l'oxydation, les extrémités de segments déformées et les caractéristiques de montage fonctionnelles. Cela aide à prévenir les erreurs d'ingénierie inverse et soutient une fabrication fiable de remplacement de section chaude.
Conclusion
Les enveloppes de turbine et les segments d'étanchéité pour la réparation de la section chaude des turbines à gaz nécessitent un contrôle minutieux du matériau, de la qualité du moulage, de la géométrie de l'arc, des surfaces d'étanchéité, de l'ajustement des segments, de la préparation du revêtement et de l'inspection. Ces pièces aident à contrôler le jeu en tête d'aube, à améliorer l'efficacité d'étanchéité, à protéger les structures de la section chaude et à maintenir les performances des turbines à gaz.
NewayAeroTech prend en charge la fabrication personnalisée d'enveloppes de turbine et de segments d'étanchéité à partir de plans, de pièces anciennes, de données de numérisation 3D ou d'informations sur le modèle de turbine. Nos capacités incluent le moulage d'alliages spéciaux, le moulage à cire perdue sous vide, l'usinage CNC de superalliages, le traitement des caractéristiques par EDM, la post-transformation, la préparation au revêtement, l'inspection d'arc, les vérifications d'ajustement des segments, le FPI, les rayons X, la MMT et la documentation finale.
Pour un devis de pièces de réparation d'enveloppes ou de segments d'étanchéité de turbine, veuillez envoyer le modèle de turbine, le numéro d'étage, le numéro de pièce, le plan 2D, le fichier 3D, les photos d'échantillons, les exigences de matériau, les exigences de revêtement, la norme d'inspection, la quantité et l'objectif de livraison. Notre équipe d'ingénieurs peut examiner le processus de fabrication le plus adapté à votre projet de réparation de section chaude de turbine à gaz.



