Écrans thermiques en alliage Nimonic avec impression 3D de précision pour une isolation supérieure
Introduction
Les alliages Nimonic sont conçus pour offrir une résistance exceptionnelle aux hautes températures, une excellente résistance à l'oxydation et des performances au fluage, ce qui en fait des matériaux idéaux pour les systèmes d'isolation thermique avancés. Chez Neway AeroTech, nous sommes spécialisés dans les services d'impression 3D pour les alliages Nimonic, fabriquant des écrans thermiques légers et complexes conçus pour une résistance thermique et une durabilité mécanique maximales dans les applications aérospatiales, énergétiques et industrielles.
En utilisant la technologie de pointe de fusion sélective par laser (SLM), Neway produit des écrans thermiques en Nimonic de haute densité et de conception précise, capables de fonctionner en continu sous des charges thermiques extrêmes.
Principaux défis de fabrication des écrans thermiques en Nimonic
La production d'écrans thermiques imprimés en 3D haute performance à partir de Nimonic 90 et de Nimonic 263 présente des défis spécifiques :
Gérer les contraintes résiduelles et minimiser la déformation lors de la solidification couche par couche sous de forts gradients thermiques.
Atteindre des densités supérieures à 99,5 % pour garantir la résistance à la fatigue, à l'oxydation et l'intégrité mécanique.
Maintenir des tolérances dimensionnelles strictes (±0,05 mm) sur des géométries complexes.
Obtenir des états de surface Ra ≤5 µm nécessaires pour minimiser les pertes par rayonnement thermique et les sites d'oxydation.
Processus d'impression 3D pour les écrans thermiques en alliage Nimonic
Le processus d'impression 3D pour les écrans en Nimonic comprend :
Qualification de la poudre : Poudres de Nimonic atomisées sous gaz avec des tailles de particules comprises entre 15 et 45 µm pour une fluidité et une absorption laser constantes.
Fusion sélective par laser (SLM) : Fusion sous atmosphère d'argon inerte pour éviter l'oxydation, avec des vitesses de balayage (~700 mm/s) et des puissances laser (~300–400 W) optimisées.
Optimisation du processus : Espacement des hachures, chevauchement laser et épaisseur de couche (~30–50 µm) affinés pour atteindre une densité quasi complète.
Suppression des supports et traitement HIP : Structures de support retirées suivies d'un pressage isostatique à chaud (HIP) pour refermer toute microporosité résiduelle.
Finition CNC de précision : Atteindre les tolérances finales (±0,01 mm) et des surfaces lisses Ra ≤1,6 µm sur les surfaces d'étanchéité et de montage.
Traitement thermique : Détensionnement, traitement de mise en solution et vieillissement pour optimiser la résistance, la résistance au fluage et la durée de vie en fatigue thermique.
Comparaison des méthodes de fabrication pour les écrans thermiques en Nimonic
Méthode de fabrication | Précision dimensionnelle | État de surface (Ra) | Résistance thermique | Résistance mécanique | Rentabilité |
|---|---|---|---|---|---|
Impression 3D (SLM) | ±0,05 mm | ≤5 µm | Supérieure | Supérieure | Moyenne |
Moulage à la cire perdue sous vide | ±0,1 mm | ≤3,2 µm | Bonne | Bonne | Moyenne |
Usinage CNC (à partir de la masse) | ±0,01 mm | ≤0,8 µm | Excellente | Excellente | Élevée |
Stratégie de sélection de la méthode de fabrication
Le choix de la méthode de fabrication optimale dépend de la complexité, de la charge thermique et des économies de poids :
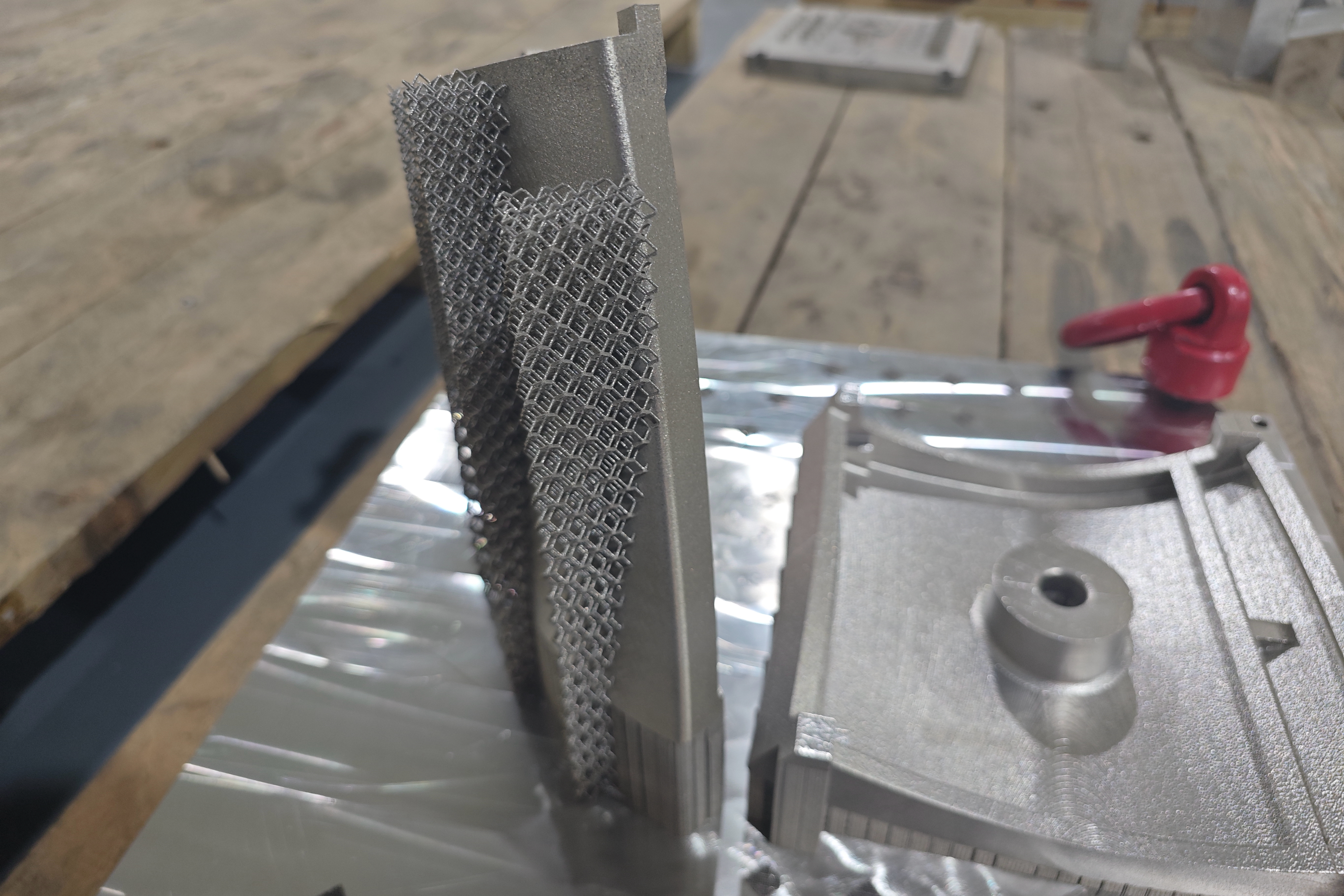
Impression 3D (SLM) : Idéale pour les écrans ultralégers et de forme complexe intégrant des canaux de refroidissement ou des structures en treillis pour une dissipation thermique avancée tout en maintenant la résistance mécanique.
Moulage à la cire perdue sous vide : Adapté aux écrans thermiques plus simples où une complexité modérée et un état de surface standard sont acceptables.
Usinage CNC (à partir de la masse) : Réservé aux géométries plus simples nécessitant des états de surface extrêmes (Ra ≤0,8 µm) et une précision dimensionnelle ultra-stricte (±0,01 mm).
Matrice de performance des alliages Nimonic
Matériau d'alliage | Température de service max (°C) | Résistance à la traction (MPa) | Résistance au fluage | Résistance à l'oxydation | Applications typiques |
|---|---|---|---|---|---|
950 | 1200 | Supérieure | Supérieure | Écrans aérospatiaux, disques de turbine | |
870 | 930 | Excellente | Excellente | Écrans de chambre de combustion | |
850 | 1050 | Bonne | Supérieure | Couvercles thermiques de compresseur | |
750 | 820 | Modérée | Bonne | Systèmes d'isolation industriels | |
870 | 960 | Excellente | Excellente | Écrans de section chaude de turbine |
Stratégie de sélection d'alliage pour les écrans thermiques
La sélection des matériaux garantit des performances thermiques optimales :
Nimonic 90 : Meilleur pour les composants d'écran nécessitant une résistance maximale au fluage et à la fatigue à des températures élevées jusqu'à 950°C.
Nimonic 263 : Idéal pour les structures complexes nécessitant une ténacité et une résistance à l'oxydation à des températures de service jusqu'à 870°C.
Nimonic 80A : Choisi pour les composants exposés à des contraintes modérées et à des températures autour de 850°C avec une excellente résistance à l'oxydation.
Nimonic 75 : Choix économique pour les écrans industriels nécessitant une résistance modérée et une protection contre l'oxydation.
Nimonic PE16 : Appliqué là où une exposition continue à des températures élevées (~870°C) exige des propriétés mécaniques stables et une résistance à la fatigue thermique.
Techniques clés de post-traitement
Le post-traitement est essentiel pour optimiser les performances mécaniques et thermiques :
Pressage isostatique à chaud (HIP) : Densifie les pièces à >99,9 %, améliorant la résistance à la fatigue et aux cycles thermiques.
Traitement thermique : Détensionnement, traitement de mise en solution et vieillissement pour optimiser la résistance mécanique et la stabilité des phases.
Finition CNC de précision : Permet d'obtenir des surfaces d'étanchéité et des profils aérodynamiques de haute précision.
Revêtements de surface protecteurs : Application de revêtements résistants à l'oxydation pour prolonger la durée de vie.
Méthodes de test et assurance qualité
Neway AeroTech garantit la qualité grâce à des tests rigoureux de qualité aérospatiale :
Machine à mesurer tridimensionnelle (MMT) : Vérification dimensionnelle avec une précision de ±0,005 mm.
Contrôle non destructif par rayons X : Analyse des défauts internes.
Microscopie métallographique : Évaluation de la microstructure pour l'uniformité des grains et l'intégrité des phases.
Essai de traction : Validation des propriétés mécaniques pour la résistance à la traction, la limite d'élasticité et l'allongement.
Tous les processus de production sont conformes aux normes de qualité aérospatiale AS9100.
Étude de cas : Écrans thermiques aérospatiaux en Nimonic 90 imprimés en 3D
Neway AeroTech a livré des écrans thermiques en Nimonic 90 imprimés en 3D pour les sections chaudes de turbines aérospatiales :
Température de service : Fonctionnement continu à 950°C
Précision dimensionnelle : ±0,05 mm sur des géométries complexes
État de surface : Ra ≤4,5 µm obtenu après finition
Certification : Conformité totale au système de management de la qualité aérospatiale AS9100
FAQ
Pourquoi les alliages Nimonic sont-ils idéaux pour les écrans d'isolation thermique imprimés en 3D ?
Quelles tolérances dimensionnelles Neway AeroTech peut-elle atteindre avec les pièces en Nimonic imprimées en 3D ?
Comment le pressage isostatique à chaud (HIP) améliore-t-il les composants en Nimonic imprimés en 3D ?
Quelles nuances de Nimonic sont recommandées pour les applications d'écran à températures extrêmes ?
Quelles certifications qualité Neway AeroTech suit-elle pour la fabrication d'écrans d'isolation thermique ?
