Wie werden Kühllöcher, Beschichtungsoberflächen und Verschleißbereiche an GE 9E-Turbinenschaufeln he...
Wie werden Kühllöcher, Beschichtungsoberflächen und Verschleißbereiche an GE 9E-Turbinenschaufeln hergestellt?
Kühllöcher, Beschichtungsoberflächen und Verschleißbereiche an GE 9E-Turbinenschaufeln werden durch eine kontrollierte Kombination aus Superlegierungs-Guss, HIP (Heißisostatisches Pressen), Wärmebehandlung, CNC-Bearbeitung, EDM-Bohren, Tiefbohren, Wärmedämmschicht-Beschichtung, MCrAlY-Haftvermittler, Hartauftragschweißen und abschließender Prüfung hergestellt. Diese Merkmale sind kritisch, da Turbinenschaufeln unter hohen Temperaturen, Zentrifugallasten, Oxidation, Vibrationen und wiederholten thermischen Wechselbelastungen arbeiten.
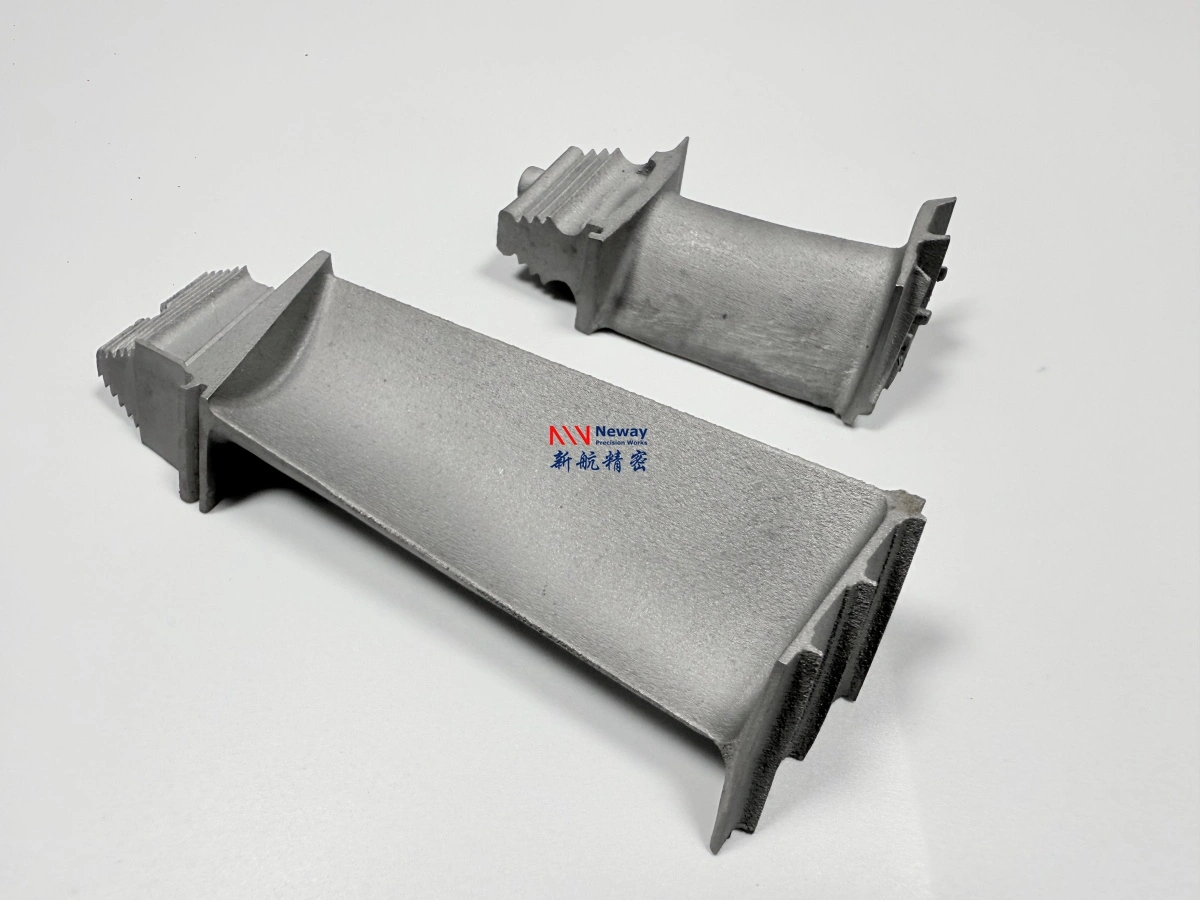
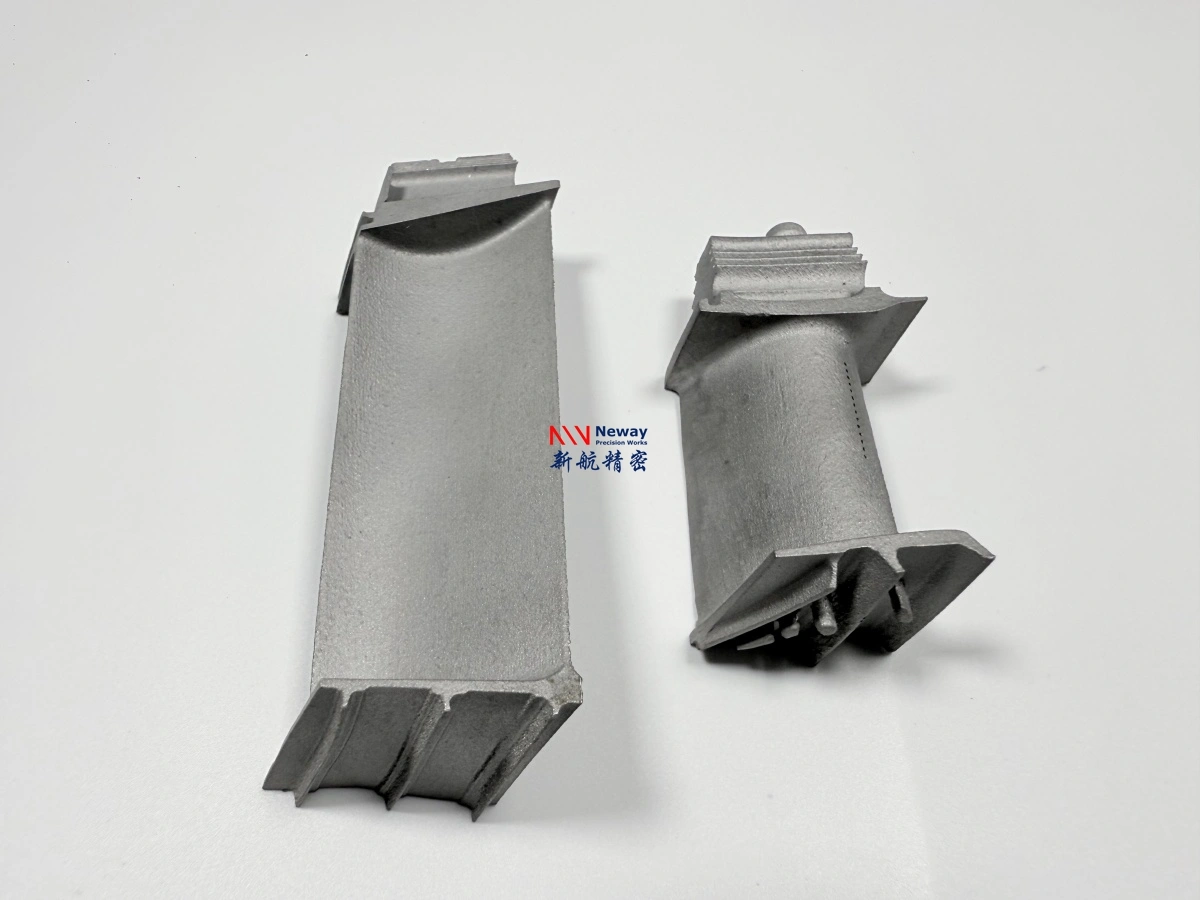
Für die Herstellung von GE 9E / 9171E Turbinenschaufeln wird der Schaufelkörper üblicherweise aus einer Hochtemperatur-Superlegierung durch Gießen oder fortschrittliche Erstarrungskontrolle produziert. Nach der Herstellung des Rohlings müssen Wurzel, Plattform, Deckband, Kühllöcher, Z-Kerben-Bereiche, Dichtflächen und beschichtete Oberflächen sorgfältig bearbeitet werden. NewayAeroTech unterstützt CNC-Bearbeitung von Superlegierungen, Funkenerosive Bearbeitung (EDM), Tiefbohren von Superlegierungen, Wärmedämmschicht-Beschichtung (TBC) und Schweißen von Superlegierungen für kundenspezifische Heißgasteil-Komponenten.
1. Warum Kühllöcher, Beschichtungen und Verschleißbereiche bei GE 9E-Turbinenschaufeln wichtig sind
GE 9E-Turbinenschaufeln arbeiten in einem Hochtemperatur-Gasstrom und tragen gleichzeitig rotierende mechanische Lasten. Das Profil muss Hitze, Oxidation, Kriechen und Ermüdung widerstehen. Der Wurzelbereich muss sicher in den Rotorsitz passen. Das Deckband und die Z-Kerben-Bereiche müssen Kontakt, Abdichtung, Vibration und Verschleiß kontrollieren. Kühllöcher und Beschichtungen helfen, thermische Schäden zu reduzieren und die Lebensdauer der Komponente zu verlängern.
Wenn Kühllöcher ungenau, blockiert, überdimensioniert, unterdimensioniert oder falsch ausgerichtet sind, kann die Kühlleistung beeinträchtigt werden. Wenn die Beschichtungsdicke oder -haftung instabil ist, kann die Schaufel ihren thermischen Schutz verlieren. Wenn Z-Kerben- oder Deckband-Verschleißbereiche nicht ordnungsgemäß bearbeitet oder hart aufgetragen werden, können Kontaktschäden und vibrationsbedingte Probleme zunehmen.
Merkmal | Warum es wichtig ist | Hauptproduktionsrisiko |
|---|---|---|
Kühllöcher | Steuerung der Metalltemperatur während des Betriebs im heißen Gaspfad | Blockierte Löcher, falscher Winkel, schlechter Durchfluss, Grate, Aufschmelzschicht |
TBC-Oberfläche | Reduziert die thermische Belastung auf Oberflächen im heißen Gaspfad | Schlechte Haftung, ungleichmäßige Dicke, Beschichtungsabplatzungen, Oberflächenkontamination |
MCrAlY-Haftvermittler | Verbessert die Oxidationsbeständigkeit und unterstützt die TBC-Haftung | Schwache Bindung, Oxidationsschäden, Beschichtungsinkompatibilität |
Deckband-Oberfläche | Steuert den Spitzenbereich, die Abdichtung, den Kontakt und das Vibrationsverhalten | Profilfehler, Verschleiß, Rissbildung, schlechte Passform beim Kontakt |
Z-Kerben-Hartauftragsbereich | Verbessert die Verschleißfestigkeit in Kontaktzonen | Rissbildung, schlechte Schweißbindung, übermäßiger Verlust an Bearbeitungszugabe |
2. Wie werden Kühllöcher in GE 9E-Turbinenschaufeln hergestellt?
Kühllöcher in GE 9E-Turbinenschaufeln werden typischerweise nach den Guss- und Wärmebehandlungsstufen hergestellt. Da Turbinenschaufelwerkstoffe meist Nickelbasis-Superlegierungen oder fortschrittliche Hochtemperaturlegierungen sind, ist konventionelles Bohren möglicherweise nicht für alle Kühlmerkmale geeignet. Je nach Lochgröße, Tiefe, Winkel, Zugangsrichtung und Profilgeometrie können EDM, Laserbohren oder Tiefbohren gewählt werden.
Funkenerosive Bearbeitung (EDM) eignet sich für kleine Kühllöcher, geneigte Löcher, schmale Schlitze und schwierige Profile in harten Superlegierungen. Tiefbohren von Superlegierungen kann eingesetzt werden, wenn lange und relativ gerade interne Kanäle erforderlich sind. Bei komplexen Turbinenschaufelprofilen sollte die Inspektion Lochgröße, Lochwinkel, Sauberkeit und Konsistenz des Strömungswegs bestätigen.
Kühlmerkmal | Möglicher Prozess | Schwerpunkt der Qualitätskontrolle |
|---|---|---|
Filmkühllöcher | EDM-Bohren oder Laserbohren, abhängig von der Geometrie | Durchmesser, Winkel, Austrittsqualität, Gratkontrolle, Durchflusskonsistenz |
Geneigte Löcher | EDM oder kontrolliertes Bohren mit Vorrichtungsunterstützung | Lochorientierung, Profilposition, Wiederholgenauigkeit, Oberflächenzustand |
Turbulierte Kühlmerkmale | EDM oder spezieller Bohrprozess, abhängig vom Design | Wiederholgenauigkeit interner Merkmale, Blockierungsrisiko, Reinigungszugänglichkeit |
Tiefe interne Kanäle | Tiefbohren oder EDM gemäß Zugang und Längen-Durchmesser-Verhältnis | Geradheit, Durchbruchsrisiko, innere Sauberkeit, Wanddickenkontrolle |
Schmale Schlitze | Draht-EDM oder Senk-EDM | Schlitzbreite, Randzustand, Aufschmelzschicht, Maßhaltigkeit |
3. Warum EDM für Kühlmerkmale aus Superlegierungen wichtig ist
EDM ist wichtig, weil Turbinenschaufel-Superlegierungen schwierig konventionell zu bearbeiten sind. Nickelbasislegierungen weisen hohe Warmfestigkeit, geringe Wärmeleitfähigkeit, starke Verfestigungsneigung und hohen Werkzeugverschleiß auf. Wenn Kühllöcher klein, geneigt oder auf gekrümmten Profiloberflächen positioniert sind, kann EDM einen praktikableren Weg als mechanisches Bohren bieten.
Jedoch muss EDM weiterhin sorgfältig gesteuert werden. Der Prozess kann eine Aufschmelzschicht oder Mikrorisse erzeugen, wenn die Parameter nicht kontrolliert werden. Für kritische Turbinenschaufelmerkmale sollte die EDM-Qualität durch Maßprüfungen, Sichtprüfung, Schliffanalyse, Durchflussprüfung oder CT-Inspektion bewertet werden, sofern dies durch die Kundenspezifikation gefordert wird.
EDM-Steuerungspunkt | Warum es wichtig ist |
|---|---|
Steuerung der Entladeparameter | Reduziert übermäßige wärmebeeinflusste Zone und verbessert die Lochqualität |
Ausrichtung der Elektrode | Steuert Winkel, Position und Wiederholgenauigkeit des Kühllochs |
Spülung und Reinigung | Verhindert Ablagerungen, Blockaden und instabile Entladung während der Bearbeitung |
Kontrolle der Aufschmelzschicht | Verbessert die Oberflächenintegrität für Ermüdungs- und thermische Wechselbedingungen |
Abschließende Lochinspektion | Bestätigt, dass Kühlmerkmale den Zeichnungs- und Durchflussanforderungen entsprechen |
4. Wie werden TBC- und MCrAlY-Beschichtungen auf Turbinenschaufeln aufgebracht?
Wärmedämmschichten werden auf Oberflächen von Turbinenschaufeln aufgebracht, die thermischen Schutz vor heißer Gasexposition benötigen. Ein typisches Beschichtungssystem kann Oberflächenvorbereitung, MCrAlY-Haftvermittler, keramische Wärmedämmschicht und abschließende Inspektion umfassen. Der Haftvermittler verbessert die Oxidationsbeständigkeit und hilft der keramischen Schicht, am Superlegierungs-Substrat zu haften.
Wärmedämmschicht-Beschichtung (TBC) muss gemeinsam mit der Bearbeitungszugabe geplant werden, da die Beschichtungsdicke die Endmaße, das Spiel, die Oberflächenrauheit und den Luftstrom beeinflussen kann. Beschichtete Bereiche sollten auf der Zeichnung klar definiert sein, insbesondere in der Nähe von Wurzelübergängen, Plattformoberflächen, Dichtbereichen und Kühllöchern.
Beschichtungsschritt | Zweck | Ingenieurtechnische Steuerung |
|---|---|---|
Oberflächenvorbereitung | Entfernt Kontaminationen und bereitet das Substrat für die Beschichtung vor | Sauberkeit, Rauheit, Abdeckung, Oberflächenaktivierung |
MCrAlY-Haftvermittler | Verbessert die Oxidationsbeständigkeit und unterstützt die Haftung der Keramikbeschichtung | Dicke, Bindung, Abdeckung, Oxidationsbeständigkeit |
Keramische TBC-Schicht | Reduziert die thermische Belastung der Basis-Superlegierung | Dicke, Gleichmäßigkeit, Porosität, Haftung, Verhalten bei thermischem Wechsel |
Abdeckung und Spielkontrolle | Schützt Bereiche, die unbeschichtet bleiben oder maßlich kontrolliert werden müssen | Wurzelflächen, Passflächen, Kühllloch-Austritte, Dichtflächen |
Abschließende Beschichtungsinspektion | Überprüft, ob die Beschichtung den Zeichnungs- oder Spezifikationsanforderungen entspricht | Sichtprüfung, Dickenprüfung, Haftungsreview, Oberflächenzustand |
5. Wie werden Deckband, Z-Kerben und Verschleißbereiche hergestellt?
Deckband, Z-Kerben und verschleißbeanspruchte Kontaktbereiche an GE 9E-Turbinenschaufeln erfordern sorgfältige Bearbeitung und Oberflächenbehandlung, da diese Merkmale die Spitzenabdichtung, Vibrationskontrolle, das Kontaktverhalten und die langfristige Verschleißleistung beeinflussen. Diese Bereiche können CNC-Bearbeitung, Hartauftragschweißen, Schleifen, Polieren und Oberflächeninspektion erfordern.
Verschleißfeste Materialien wie Stellite 6 oder Stellite 6B können für Hartauftrags- oder Kontaktbereiche evaluiert werden. Schweißen von Superlegierungen kann für ausgewählte Hartauftragszonen verwendet werden, jedoch muss der Schweißbereich nach der Bearbeitung auf Risse, Bindungsqualität und Maßhaltigkeit inspectiert werden.
Verschleißbereich | Herstellungsmethode | Schwerpunkt der Qualitätskontrolle |
|---|---|---|
Gekerbtes Spitzen-Deckband | CNC-Bearbeitung, Schleifen, Oberflächenfinish | Profilgenauigkeit, lokale Dicke, Kontaktoberfläche, Oberflächengüte |
Z-Kerben-Bereich | Hartauftragschweißen, CNC-Finishbearbeitung, FPI-Inspektion | Risskontrolle, Schweißbindung, Verschleißfestigkeit, Maßwiederherstellung |
Dichtfläche | CNC-Bearbeitung, Beschichtungskontrolle, Oberflächenfinish | Ebenheit, Rauheit, Beschichtungszugabe, Leckagekontrolle |
Kontaktschnittstelle | Verschleißfeste Legierung, Hartauftrag, Bearbeitung, Inspektion | Kontaktmuster, Oberflächenintegrität, Langzeit-Verschleißverhalten |
Plattformkante | CNC-Bearbeitung, Übergangsbearbeitung, Beschichtungskontrolle | Randzustand, Spannungskonzentration, Beschichtungsübergang |
6. Welche Inspektion ist nach der Bearbeitung der Kühllöcher und Beschichtung erforderlich?
Nach der Bearbeitung der Kühllöcher und der Beschichtung sollte die Inspektion bestätigen, dass die Turbinenschaufel weiterhin die Anforderungen an Maße, Metallurgie, Oberfläche und Funktion erfüllt. Kühllöcher sollten auf Größe, Winkel, Blockierung, Grate, Aufschmelzschicht und Sauberkeit geprüft werden. Beschichtete Oberflächen sollten auf Dicke, Abdeckung, Haftung, Oberflächenzustand und Genauigkeit der Abdeckung geprüft werden.
NewayAeroTech bietet Materialprüfung und Analyse für Hochtemperaturlegierungs-Komponenten. Je nach Kundenanforderungen kann die Inspektion KMG, 3D-Scanning, Röntgen, CT, FPI, Metallographie, SEM/EDS, Beschichtungsdickenprüfung und abschließende Sichtprüfung umfassen.
Inspektionspunkt | Typische Methode | Zweck |
|---|---|---|
Durchmesser des Kühllochs | Lehrdorn, optische Messung, Boroskop, CT bei Bedarf | Bestätigt Lochgröße und Wiederholgenauigkeit |
Winkel des Kühllochs | 3D-Inspektion, Vorrichtungsinspektion, CT oder Schliffanalyse | Bestätigt Lochnrichtung und Beziehung zum Profil |
Interne Blockierung | CT-Inspektion, Durchflussprüfung, Boroskop, Reinigungsbestätigung | Stellt sicher, dass der Kühlweg offen und funktionsfähig ist |
Aufschmelzschicht | Metallografischer Schliff oder SEM-Analyse bei Bedarf | Bewertet die Oberflächenintegrität nach EDM |
Beschichtungsdicke | Dickenmessung und Beschichtungsbericht | Bestätigt die Dicke von TBC, Haftvermittler oder Schutzbeschichtung |
Oberflächenrisse | FPI oder Farbeindringprüfung | Findet offene Risse nach Bearbeitung, Schweißen, Beschichtung oder Wärmebehandlung |
7. Welche Informationen sollten Einkäufer für Projekte mit Kühllöchern und Beschichtungen bereitstellen?
Um GE 9E-Turbinenschaufeln mit Kühllöchern, Beschichtungen und verschleißfesten Bereichen herzustellen, sollten Einkäufer detaillierte Anforderungen an Geometrie, Material, Beschichtung und Inspektion bereitstellen. Ohne Hinweise zu Kühllöchern, Anforderungen an die Beschichtungsdicke, abzudeckende Bereiche und Spezifikationen für Verschleißzonen kann der Lieferant das Prozessrisiko möglicherweise nicht genau bewerten.
Erforderliche Informationen | Warum es wichtig ist |
|---|---|
3D-CAD-Datei | Unterstützt die Überprüfung der Profilgeometrie, Ausrichtung der Kühllöcher und Bearbeitungsplanung |
2D-Zeichnung mit Hinweisen zu Kühllöchern | Definiert Lochdurchmesser, Winkel, Position, Toleranz und Inspektionsanforderung |
Materialgüte | Bestimmt EDM-Schwierigkeitsgrad, Wärmebehandlung, Beschichtungskompatibilität und Inspektionsmethode |
Beschichtungsspezifikation | Klärt TBC, MCrAlY, Al-Si, Oxidationsbeschichtung, Dicke und Abdeckungsanforderungen |
Anforderung an Verschleißbereiche | Definiert, ob Stellite, Hartauftragschweißen, Schleifen oder finale Bearbeitung erforderlich ist |
Inspektionsstandard | Bestätigt, ob KMG, CT, FPI, Metallographie, Beschichtungsbericht oder Durchflussprüfung erforderlich ist |
Teilestatus und Anwendung | Hilft bei der Bewertung der Temperaturzone, Spannungszustände, Beschichtungsrisiken und Serviceanforderungen |
Menge und Lieferziel | Hilft bei der Bewertung von Vorrichtungsdesign, Elektrodenvorbereitung, Beschichtungscharge und Durchlaufzeit |
8. Praktische ingenieurtechnische Empfehlung
Für GE 9E-Turbinenschaufeln sollten Kühllöcher, Beschichtungsoberflächen und Verschleißbereiche als ein integrierter Fertigungsweg geplant werden. Kühllöcher beeinflussen die thermische Leistung, TBC und MCrAlY beeinflussen den Oberflächenschutz, und Deckband- oder Z-Kerben-Hartauftragsbereiche beeinflussen Verschleiß und Kontaktverhalten. Diese Merkmale sollten nicht separat angeboten oder hergestellt werden, ohne die gesamte Schaufelgeometrie und die Serviceanforderungen zu prüfen.
Für eine schnellere technische Bewertung stellen Sie bitte das Turbinenmodell, die Schaufelstufe, die 3D-CAD-Datei, die 2D-Zeichnung, die Materialgüte, Details zu den Kühllöchern, die Beschichtungsspezifikation, Hinweise zu Verschleißbereichen, den Inspektionsstandard, die Menge und den geplanten Liefertermin bereit. NewayAeroTech kann die Komponente prüfen und einen praktischen Fertigungsweg für GE 9E-Typen, 9171E-Klassen und andere E-Klassen-Turbinenschaufelanwendungen empfehlen.
Die Bezeichnungen GE 9E und 9171E werden nur verwendet, um Anforderungen an Turbinenrahmen-Anwendungen zu beschreiben. NewayAeroTech konzentriert sich auf die kundenspezifische Herstellung von Superlegierungsteilen gemäß den vom Kunden bereitgestellten Zeichnungen, Mustern, Spezifikationen und Projektanforderungen.



