Wie Inconel 713LC NGV2-Teile für UAV-Turbojet- und Turbofantriebwerke hergestellt werden
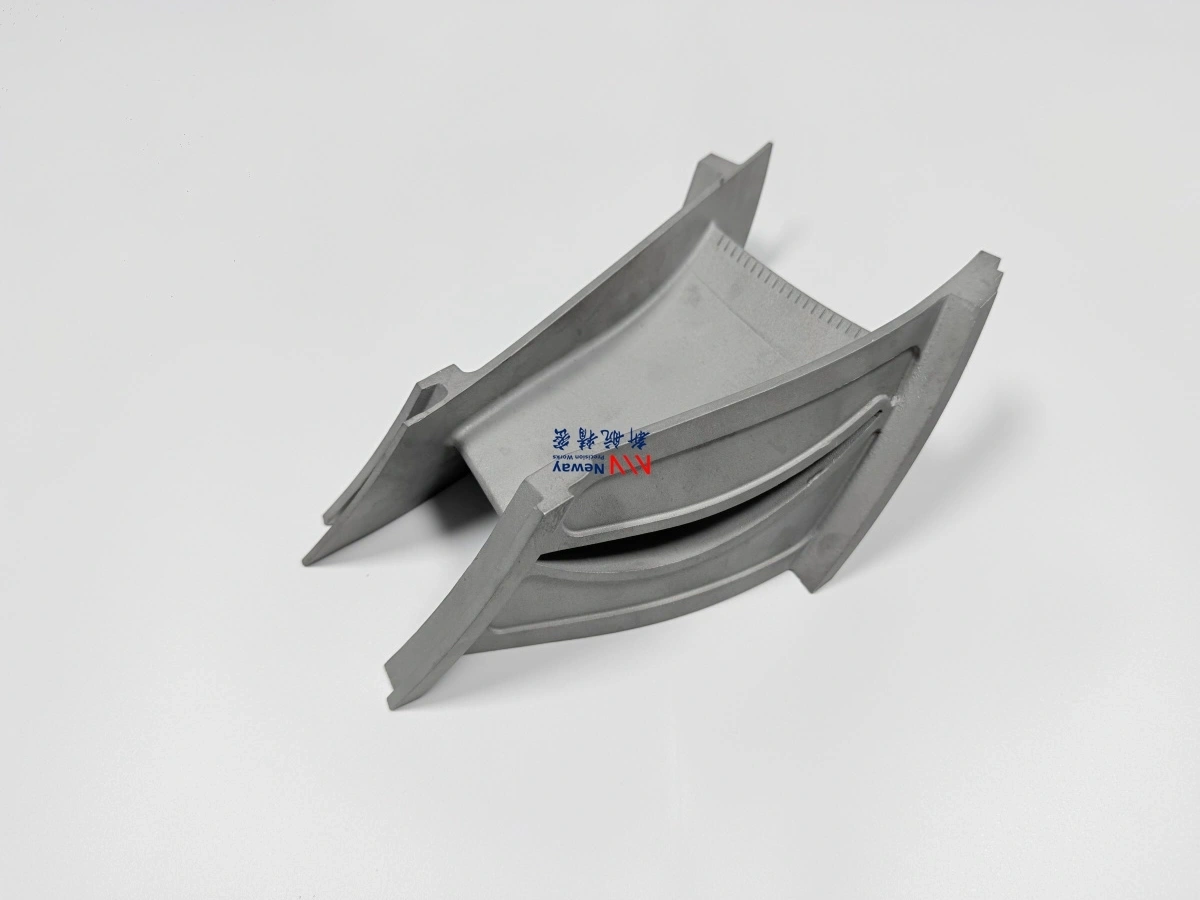
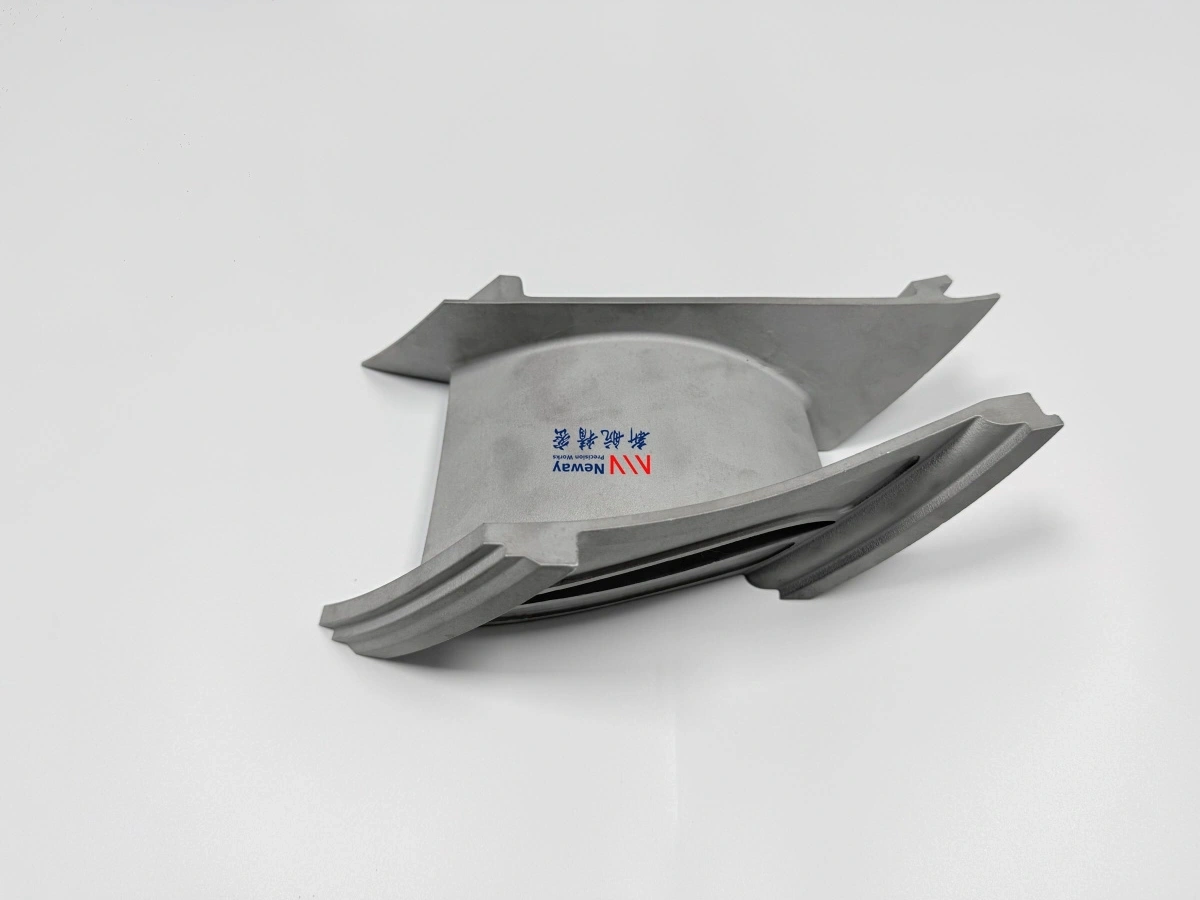
Inconel 713LC NGV2-Teile sind kritische Heißgasweg-Komponenten, die in kleinen UAV-Turbojet-, UCAV-Turbinen-, kleinen Turbofan- und Mikrogasturbinentriebwerken eingesetzt werden. NGV2 bezieht sich üblicherweise auf eine Leitschaufel der zweiten Stufe oder eine Leitschaufel Nr. 2, abhängig von der Triebwerksarchitektur und dem Kundenzeichnungssystem. Obwohl das Teil im Vergleich zu Leitschaufeln für schwere Gasturbinen relativ klein ist, ist seine Funktion für die Gasstromrichtung, den Turbinenwirkungsgrad, die Temperaturverteilung und die Stufenanpassung von höchster Bedeutung.
Für Antriebsysteme von UAVs und UCAVs sind NGV2-Teile hochtemperiertem Verbrennungsgas, Oxidation, thermischen Zyklen, Vibrationen und engen Maßtoleranzen ausgesetzt. Eine kleine Abweichung im Tragflächenprofil, im Halsbereich, in der Plattformposition oder an der Montagefläche kann die Konsistenz des Gasstroms und die Turbinenleistung beeinflussen.
Aufgrund dieser Anforderungen wird die Fertigung von Inconel 713LC NGV2-Teilen üblicherweise als kontrollierter Prozess geplant, der Vakuum-Feinguss und präzise CNC-Bearbeitung kombiniert. Der Vakuumguss formt das Tragflächenprofil, die Plattform, die Dünnwandstruktur und den nahezu endkonturnahen Superlegierungs-Körper, während die CNC-Bearbeitung Installationsflächen, Bezugsmerkmale, Dichtflächen und kritische Montagemabmaße fertigstellt.
Was ist ein NGV2-Teil in UAV-Turbojet- und Turbofantriebwerken?
NGV steht für Leitrad (Nozzle Guide Vane). In einem Turbinentriebwerk leiten Leitschaufeln heißes Gas aus der Brennkammer oder einer vorherigen Turbinenstufe unter dem erforderlichen Winkel, mit der erforderlichen Geschwindigkeit und Strömungsverteilung zum Turbinenrotor. NGV2 bezieht sich üblicherweise auf eine Leitschaufel der zweiten Stufe oder eine stromabwärts gelegene Leitschaufel in einer mehrstufigen Turbinenanordnung.
In kleinen UAV-Turbojet- und Turbofantriebwerken sind NGV2-Teile typischerweise kompakt, dünnwandig und geometrisch komplex. Sie können Tragflächenoberflächen, innere und äußere Plattformen, Montage Merkmale, Dichtbereiche, lokale Schlitze und Übergangszonen umfassen. Diese Merkmale müssen mit guter Konsistenz gefertigt werden, da die Schaufel nicht nur die Form hält, sondern auch das Verhalten des Gaspfades steuert.
Für Entwicklungsprogramme werden NGV2-Teile oft durch Prototypenguss, Kleinserien-Testproduktion und Triebwerkstests vor einer größeren Beschaffung bewertet. Dies macht die Auswahl des Fertigungsweges besonders wichtig für UAV-Triebwerkshersteller, F&E-Teams für Antriebssysteme und Entwickler von UCAV-Lieferketten.
Anwendbare Triebwerksplattformen
Inconel 713LC NGV2-Teile können in mehreren kompakten Turbinentriebwerksplattformen eingesetzt werden, bei denen Hochtemperaturleistung und kleine Präzisionsgeometrien erforderlich sind. Zu diesen Anwendungen können UAV-Antriebe, UCAV-Triebwerke, kleine Turbojet-Triebwerke, kleine Turbofan-Triebwerke, Hilfstriebwerke (APU), Mikrogasturbinen und experimentelle Turbinensysteme gehören.
Im Vergleich zu großen industriellen Gasturbinen weisen UAV-Turbinentriebwerke kleinere Bauteilgrößen und engere Bauraumbeschränkungen auf. Die Umgebung im Heißgasweg ist jedoch weiterhin extrem. Die Teile müssen hohen Gastemperaturen, Oxidation, Vibrationen, Start-Stopp-Wärmezyklen und aerodynamischen Belastungen widerstehen und dabei eine stabile Geometrie bewahren.
NewayAeroTech unterstützt die Fertigung von Superlegierungs-Komponenten für Luft- und Raumfahrtanwendungen, bei denen leichte Strukturen, Hochtemperaturzuverlässigkeit und präzise Fertigung erforderlich sind. Für UAV-Triebwerks-NGV2-Projekte sollten bei der Fertigungsplanung das Triebwerksentwicklungsstadium, die erwartete Testmenge, der finale Produktionsbedarf und die Inspektionsanforderungen berücksichtigt werden.
Funktion von NGV2 in kleinen Turbinentriebwerken
Das NGV2-Teil leitet Hochtemperaturgas unter einem kontrollierten Winkel und mit kontrollierter Geschwindigkeit in den Turbinenrotor. Seine Funktion beeinflusst direkt den Turbinenwirkungsgrad, die Rotorbelastung, die Temperaturverteilung und die strömungstechnische Anpassung zwischen den Stufen. In kompakten UAV-Triebwerken können kleine Änderungen in der Schaufelgeometrie einen merklichen Einfluss auf die Leistung haben.
Zu den Hauptfunktionen von NGV2 gehören:
Leitung des heißen Gases zum Turbinenrotor unter dem erforderlichen Strömungswinkel
Unterstützung des Turbinenwirkungsgrades durch Steuerung der Gasgeschwindigkeit und des Halsbereichs
Aufrechterhaltung einer stabilen Strömungsverteilung über die Turbinenstufe
Schutz nachgelagerter Komponenten vor ungleichmäßiger thermischer Belastung
Unterstützung der Triebwerksstabilität während Beschleunigung, Reiseflug und thermischer Zyklen
Da das NGV2 im heißen Gaspfad arbeitet, sind sowohl die aerodynamische Genauigkeit als auch die Hochtemperatur-Materialeigenschaften wichtig. Die Tragflächenoberfläche, die Vorder- und Hinterkante, der Halsbereich und die Plattformsgeometrie sollten gemeinsam kontrolliert werden, anstatt sie als separate Fertigungsmerkmale zu behandeln.
Warum Inconel 713LC für NGV2-Teile verwendet wird
Inconel 713LC, auch geschrieben als IN713LC, ist eine nickelbasierte Guss-Superlegierung, die häufig für Hochtemperatur-Turbinenkomponenten, Düsenhardware und gegossene Heißgasteile verwendet wird. Sie bietet eine nützliche Balance aus Hochtemperaturfestigkeit, Oxidationsbeständigkeit, Gussgeeignetheit und Leistungsstabilität für Komponenten kleiner Turbinentriebwerke.
Für NGV2-Teile wird Inconel 713LC ausgewählt, da das Bauteil der Exposition durch heißes Gas standhalten muss, während es die Form des Tragflächenprofils und die Plattformsgeometrie stabil hält. Das Material muss zudem für den Vakuumguss geeignet sein, da Leitschaufeln oft dünne Wände, gekrümmte Tragflächenprofile, schmale Hinterkanten und Plattformübergänge aufweisen, die sich nur schwer vollständig aus massivem Material bearbeiten lassen.
NewayAeroTech bietet die Fertigung von Inconel-Legierungen für Hochtemperaturteile an, bei denen Gussqualität, Bearbeitungsgenauigkeit und Inspektionskontrolle gemeinsam bewertet werden müssen. Für breitere Projekte im Turbinen-Heißgasweg werden häufig Superlegierungen verwendet, wenn Festigkeit, Oxidationsbeständigkeit, Kriechbeständigkeit und thermische Stabilität erforderlich sind.
Vakuum-Feinguss-Verfahren für IN713LC NGV2
Der Vakuum-Feinguss ist der primäre Fertigungsweg für viele Inconel 713LC NGV2-Teile, da er komplexe, nahezu endkonturnahe Geometrien mit deutlich weniger Materialverschwendung als eine vollständige CNC-Bearbeitung formen kann. Dies ist besonders wichtig für kleine Turbinenschaufeln mit gekrümmten Tragflächenoberflächen, dünnen Kanten und Plattformmerkmalen.
Vakuum-Feinguss-Teile ermöglichen es, den Schaufelkörper, die Tragflächenkontur, die Plattform und lokale Strukturmerkmale als Gusrohling vor der präzisen Endbearbeitung herzustellen. Bei nickelbasierten Superlegierungen hilft die Vakuumumgebung zudem, die Oxidation zu kontrollieren und eine stabilere Verarbeitung von Hochtemperaturlegierungen zu unterstützen.
Für den IN713LC NGV2-Guss sollte die Prozessplanung fokussiert sein auf:
Genauigkeit des Wachsmusters und Konsistenz der Tragflächenoberfläche
Stabilität der Keramikschale um Dünnwand- und Kantenbereiche
Kontrolle von Schrumpfung, Porosität, Rissen und Verformung
Gussqualität von Vorder- und Hinterkante
Ebenheit der Plattform, Übergangszonen und lokale Rippen- oder Bundmerkmale
Bearbeitungszugabe für Installations- und Bezugsflächen
Für kleine statische Turbinen-Leitschaufeln ist der Guss mit equiaxialen Kristallen oft ein praktischer Weg, wenn das Bauteil keine gerichtete Erstarrung oder Einkristallstruktur erfordert. Er unterstützt gegossene Heißgasteile, bei denen Geometrie, Materialstabilität und Nachguss-Bearbeitung ausbalanciert werden müssen.
Warum eine vollständige CNC-Bearbeitung meist nicht der beste Weg ist
Für einige frühe Prototypen mag eine CNC-Bearbeitung aus dem Vollen schneller erscheinen, da sie Gusswerkzeuge vermeidet. Für Inconel 713LC NGV2-Teile ist die vollständige CNC-Bearbeitung jedoch normalerweise nicht der bevorzugte Produktionsweg, wenn die Geometrie Tragflächenkurven, dünne Hinterkanten, komplexe Plattformen und Gaspfad-Oberflächen umfasst.
Dafür gibt es mehrere Gründe:
IN713LC ist eine schwer zerspanbare nickelbasierte Superlegierung
Tragflächenoberflächen erfordern lange Bearbeitungszeiten und komplexe Werkzeugwege
Dünne Vorder- und Hinterkanten sind empfindlich gegenüber Schnittkräften und Vibrationen
Die Materialabtragung aus massivem Rohmaterial kann ineffizient und kostspielig sein
Plattformübergänge und gekrümmte Oberflächen erhöhen die Komplexität der Vorrichtungen
Strömungskritische Geometrien können auch nach der Bearbeitung eine Profilinspektion erfordern
Aus diesem Grund wird üblicherweise der Vakuumguss verwendet, um den nahezu endkonturnahen Schaufelrohling zu erstellen, während die CNC-Bearbeitung für Präzisionsmerkmale reserviert bleibt, die sich nicht allein auf Gusstoleranzen verlassen können.
CNC-Bearbeitungsweg für Turbinenschaufel-Genauigkeit
Nach dem Guss wird die CNC-Bearbeitung verwendet, um die funktionellen Schnittstellen des NGV2-Teils fertigzustellen. Der Guss erzeugt den aerodynamischen Körper, aber die CNC-Bearbeitung kontrolliert die Oberflächen, die die Montageposition, Abdichtung, Stufenausrichtung und Wiederholgenauigkeit bestimmen.
CNC-Bearbeitung von Superlegierungen ist für IN713LC NGV2-Teile wichtig, da Hochtemperatur-Nickellegierungen stabiles Werkzeug, kontrollierte Schnittparameter, starke Spannvorrichtungen und sorgfältige Inspektion erfordern. Der Bearbeitungsweg sollte unnötiges Schneiden an dünnen Tragflächenbereichen vermeiden und gleichzeitig die Genauigkeit bei Installations- und Referenzmerkmalen sicherstellen.
Typische CNC-bearbeitete Bereiche können umfassen:
Montageflächen und Plattform-Kontaktflächen
Bezugsflächen für Inspektion und Montageausrichtung
Dichtflächen und kontrollierte Begrenzungsflächen
Positionierlöcher, Schlitze oder Befestigungsmerkmale
Lokale dickengesteuerte Bereiche
Schnittstellenmerkmale, die die Passung mit angrenzender Triebwerkshardware beeinflussen
Für kleine Turbinenschaufeln ist das Design der Spannvorrichtung sehr wichtig. Das Teil muss sicher gehalten werden, ohne dünne Abschnitte zu verformen oder gegossene Tragflächenoberflächen zu beschädigen. Die Planung der Bezüge sollte auch mit der Zeichnung, der Inspektionsmethode und der finalen Montageanforderung übereinstimmen.
Kontrolle von Tragflächenprofil und Halsbereich
Das wichtigste Merkmal eines NGV2-Teils ist nicht nur seine externe Größe. Die Tragflächenkontur und der Halsbereich beeinflussen direkt den Gasstrom, den Turbineneintrittswinkel, die Druckverteilung und den Triebwerkswirkungsgrad. Für UAV-Turbojet- und Turbofantriebwerke ist die Strömungskonsistenz zwischen den Schaufeln besonders wichtig, da das Triebwerk kompakt ist und die Turbinenstufe empfindlich auf lokale geometrische Änderungen reagiert.
Die Kontrolle von Tragflächenprofil und Halsbereich sollte Folgendes umfassen:
Profilinspektion von Vorder- und Hinterkante
Kontrolle der Kontur von Druck- und Saugseite des Tragflächenprofils
Konsistenz des Halsbereichs über den gesamten Schaufelsatz
Kontrolle des Übergangs von der Plattform zum Tragflächenprofil
Überprüfung des Schaufelwinkels und der Gaspfadausrichtung
Kontrolle des Oberflächenzustands in gasdurchströmten Bereichen
Ist der Halsbereich zu klein, kann es zu Strömungseinschränkungen und lokaler Überhitzung kommen. Ist er zu groß, können der Turbinenwirkungsgrad und die Stufenanpassung beeinträchtigt werden. Daher sollten der Gussweg, die CNC-Bezüge und die finale Inspektion alle um die strömungskritische Geometrie herum geplant werden.
Inspektion vor der Auslieferung
Die Inspektion ist für IN713LC NGV2-Teile unerlässlich, da das Bauteil komplexe Gussgeometrie, Präzisionsbearbeitung, Hochtemperatur-Materialanforderungen und Empfindlichkeit gegenüber aerodynamischer Leistung kombiniert. Die Inspektion sollte sowohl das Guss-Substrat als auch das fertige bearbeitete Bauteil verifizieren.
NewayAeroTech unterstützt Materialprüfung und -analyse von Superlegierungen für Projekte, bei denen Materialverifizierung, Kontrolle von Gussfehlern, maßliche Inspektion und Bewertung des Ausfallrisikos erforderlich sind.
Inspektionspunkt | Was zu prüfen ist | Warum es wichtig ist |
|---|---|---|
FPI | Oberflächenrisse, Gussfehler, Kantenfehler | Hilft, oberflächenöffnende Fehler vor dem Triebwerkstest oder der Lieferung zu erkennen |
Röntgen oder CT | Innenporosität, Schrumpfung, Einschlüsse, versteckte Fehler | Verifiziert die interne Gussqualität für den Einsatz im Heißgasweg |
KMG-Inspektion | Bezugsflächen, Montage Merkmale, Plattformabmessungen | Bestätigt die Montagepassung und maßliche Wiederholgenauigkeit |
Prüfung des Tragflächenprofils | Vorderkante, Hinterkante, Druckseite, Saugseite | Steuert die aerodynamische Geometrie und den Stufenwirkungsgrad |
Prüfung des Halsbereichs | Öffnung des Gasstromkanals und Konsistenz von Schaufel zu Schaufel | Unterstützt einen stabilen Turbinenstrom und die Stufenanpassung |
Materialverifizierung | Materialzertifikat, Zusammensetzung, Wärmebehandlungsprotokolle falls erforderlich | Bestätigt, dass das Teil die spezifizierte IN713LC-Anforderung erfüllt |
Fertigungsherausforderungen für Inconel 713LC NGV2-Teile
Obwohl NGV2-Teile für UAV-Triebwerke klein sind, kann ihr Fertigungsrisiko hoch sein. Kleine Größe bedeutet nicht einfache Produktion. Das Teil kombiniert dünne Tragflächengeometrie, Hochtemperatur-Legierungsguss, präzise Plattformbearbeitung und strömungsempfindliche Inspektionsanforderungen.
Zu den gängigen Fertigungsherausforderungen gehören:
Aufrechterhaltung der Tragflächenkonsistenz nach der Gussschrumpfung
Vermeidung von Verformung oder Beschädigung der dünnen Hinterkante
Kontrolle von Porosität, Rissen und inneren Fehlern in kleinen Gussabschnitten
Ausrichtung des Gussbezugs mit dem CNC-Bearbeitungsbezug
Aufrechterhaltung der Konsistenz des Halsbereichs über einen Schaufelsatz
Vermeidung von Überbearbeitung aerodynamischer Oberflächen
Bereitstellung von Inspektionsdaten, die die Triebwerksentwicklung und Lieferantenzulassung unterstützen
Diese Herausforderungen erklären, warum der Lieferant sowohl die Fertigung als auch die Turbinenfunktion verstehen muss. Das Teil sollte nicht nur als Gussstück oder nur als bearbeitetes Bauteil betrachtet werden. Es sollte als funktionales Heißgasweg-Bauteil bewertet werden.
Checkliste für Angebotsanfragen (RFQ) für kundenspezifische UAV-Turbinentriebwerks-NGV2-Teile
Um Inconel 713LC NGV2-Teile genau anzubieten, sollten Kunden vollständige technische Informationen bereitstellen. Dies ermöglicht dem Lieferanten, Gusswerkzeuge, Bearbeitungszugaben, Inspektionskosten, Lieferzeiten und Fertigungsrisiken zu bewerten.
Eine vollständige Angebotsanfrage sollte Folgendes enthalten:
Triebwerkstyp, z. B. UAV-Turbojet, UCAV-Turbinentriebwerk, kleines Turbofan oder Mikrogasturbine
Teilname, Teilenummer, Stufennummer und Revisionsstand
3D-CAD-Datei im STEP-, X_T- oder einem anderen bearbeitbaren Format
2D-Zeichnung mit Toleranzen, Bezugsangaben und kritischen Maßen
Materialspezifikation für Inconel 713LC / IN713LC
Erforderliche Menge für Prototyp, Testcharge und zukünftige Produktion
Anforderungen an Tragflächenprofil und Halsbereich
Anforderungen an Wärmebehandlung, Beschichtung oder Oberflächenfinish, falls zutreffend
Inspektionsanforderungen wie FPI, Röntgen, CT, KMG, Profilbericht oder Materialprüfung
Triebwerkstestplan, Lieferziel und Dokumentationsanforderungen
Wenn das Projekt auf einem alten Teil oder Reverse-Engineering-Daten basiert, sollte der Kunde auch den Zustand der Probe, die Scan-Genauigkeit, Hinweise zu verschlissenen Bereichen und die funktionalen Oberflächen angeben, die erhalten bleiben müssen. Bei Turbinen-Leitschaufeln sollte das Reverse Engineering die aerodynamische Basis definieren, nicht nur die externe Form.
Häufig gestellte Fragen (FAQ)
Welche Funktion hat eine Leitschaufel der Stufe 2 in kleinen Flugzeugtriebwerken?
Warum wird Inconel 713LC für NGV2-Komponenten von UAV-Triebwerken verwendet?
Wie werden Inconel 713LC NGV2-Teile durch Vakuumguss und CNC-Bearbeitung hergestellt?
Was sollte vor der Lieferung von Inconel 713LC NGV2-Teilen für UAV-Triebwerke inspiziert werden?
