Wie werden Inconel 713LC NGV2-Teile durch Vakuumguss und CNC-Bearbeitung hergestellt?
Wie werden Inconel 713LC NGV2-Teile durch Vakuumguss und CNC-Bearbeitung hergestellt?
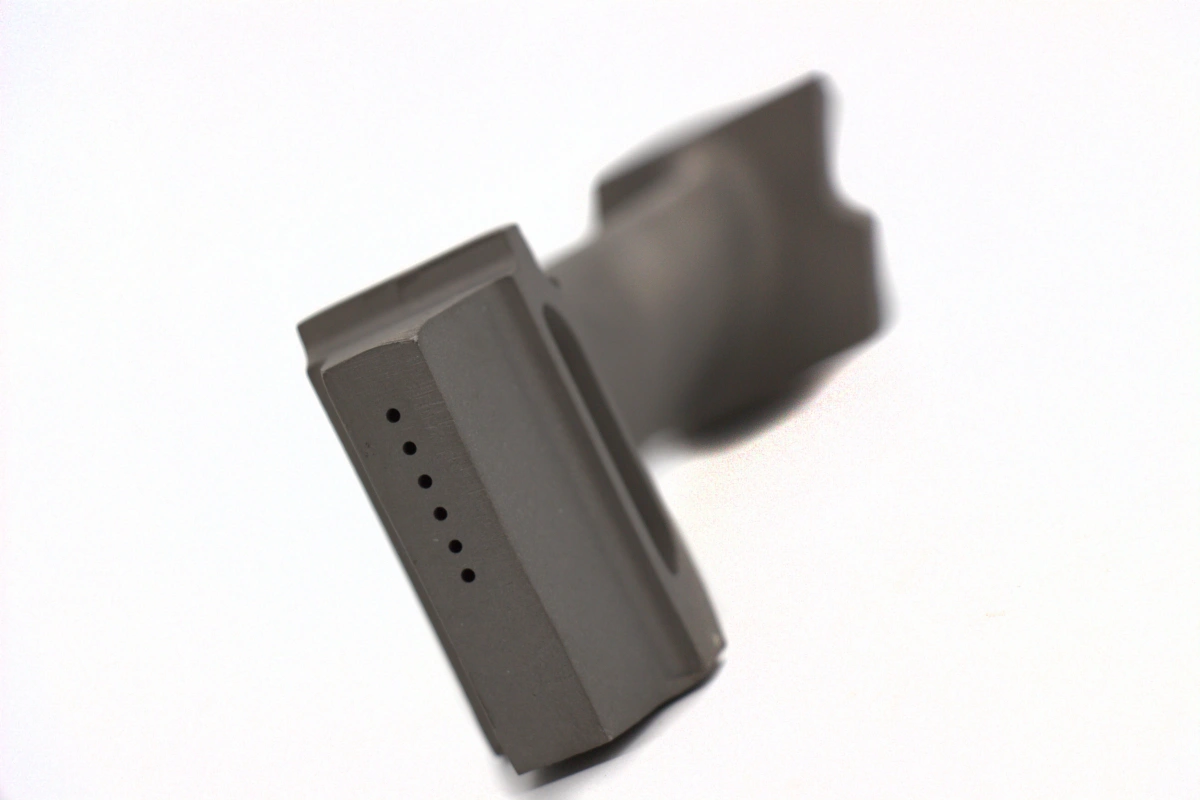
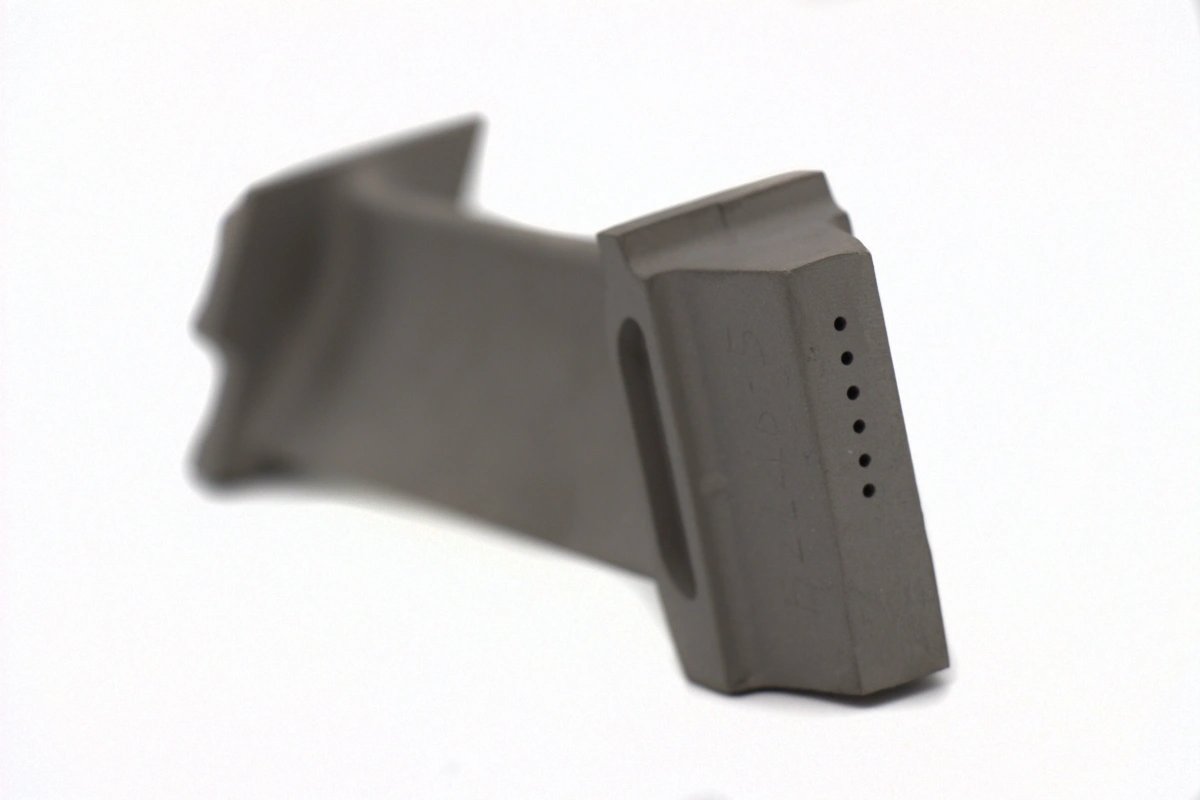
Inconel 713LC NGV2-Teile werden üblicherweise hergestellt, indem zunächst ein vakuumgegossener Near-Net-Rohling produziert und anschließend mittels CNC-Bearbeitung kritische Plattformen, Montageflächen, Dichtkanten, Bezugsebenen und Bohrungspositionen fertiggestellt werden. Bei Leitschaufeln für Turbojet- und Turbofan-Triebwerke von UAVs müssen dabei die Profilgeometrie, der Halsbereich, die Qualität des Dünnwandgusses, die Bearbeitungszugabe, die Wärmebehandlung und die Endprüfung gemeinsam gesteuert werden.
Da IN713LC eine hochtemperaturbeständige Nickelbasis-Superlegierung ist, ist die Fertigung von NGV2 komplexer als das Gießen oder Bearbeiten von gewöhnlichem Edelstahl. Ein zuverlässiger Prozessweg kombiniert in der Regel Vakuum-Feinguss, kontrollierte Keramikschalenherstellung, Wärmebehandlung von Superlegierungen, präzise CNC-Bearbeitung, gegebenenfalls EDM für schwierige Merkmale sowie strenge Dimensions- und Fehlerprüfungen.
1. Direkte Antwort: Wie werden Inconel 713LC NGV2-Teile hergestellt?
Inconel 713LC NGV2-Teile werden hergestellt, indem zunächst ein Wachsmuster und eine Keramikschale gefertigt werden, danach wird die IN713LC-Legierung im Vakuum zu einem Near-Net-Schaufelrohling gegossen. Nach dem Guss kann das Bauteil einer Wärmebehandlung, dimensionskorrektur, CNC-Bearbeitung, EDM für lokale Merkmale, einer Profilinspektion und einer abschließenden Qualitätskontrolle vor der Auslieferung unterzogen werden.
Fertigungsschritt | Hauptzweck | Kritischer Kontrollpunkt |
|---|---|---|
Wachsmuster | Erzeugt die Near-Net-Geometrie von NGV2-Profil, Plattform und Durchgang. | Wachsschrumpfung, Profilkontur, Halsbereich und Schaufel-Reproduzierbarkeit. |
Keramikschale | Bildet eine stabile Form für den Superlegierungsguss. | Schalenfestigkeit, Oberflächenqualität, thermische Stabilität und Verformungskontrolle. |
Vakuumguss | Produziert den Inconel 713LC NGV2-Gussrohling. | Dünnwandfüllung, Schrumpfung, Porosität, Heißrisse, Gefügezustand und Bearbeitungszugabe. |
Wärmebehandlung | Stabilisiert die Materialstruktur und unterstützt die Hochtemperaturleistung. | Materialspezifische Temperatur, Haltezeit, Abkühlmethode und Chargenprotokoll. |
CNC-Bearbeitung | Fertigstellt Plattformen, Montageflächen, Dichtkanten, Bezüge und Bohrungen. | Vorrichtungskonstruktion, Bezugsausrichtung, Werkzeugverschleiß, Gratkontrolle und Toleranzsteuerung. |
Prüfung | Verifiziert Profilkontur, Halsbereich, Abmessungen, Fehler und Materialqualität. | KMG, 3D-Scanning, FPI, Röntgen/CT, Materialanalyse und Dimensionsberichte. |
2. Wie werden Wachsmuster und Keramikschale kontrolliert?
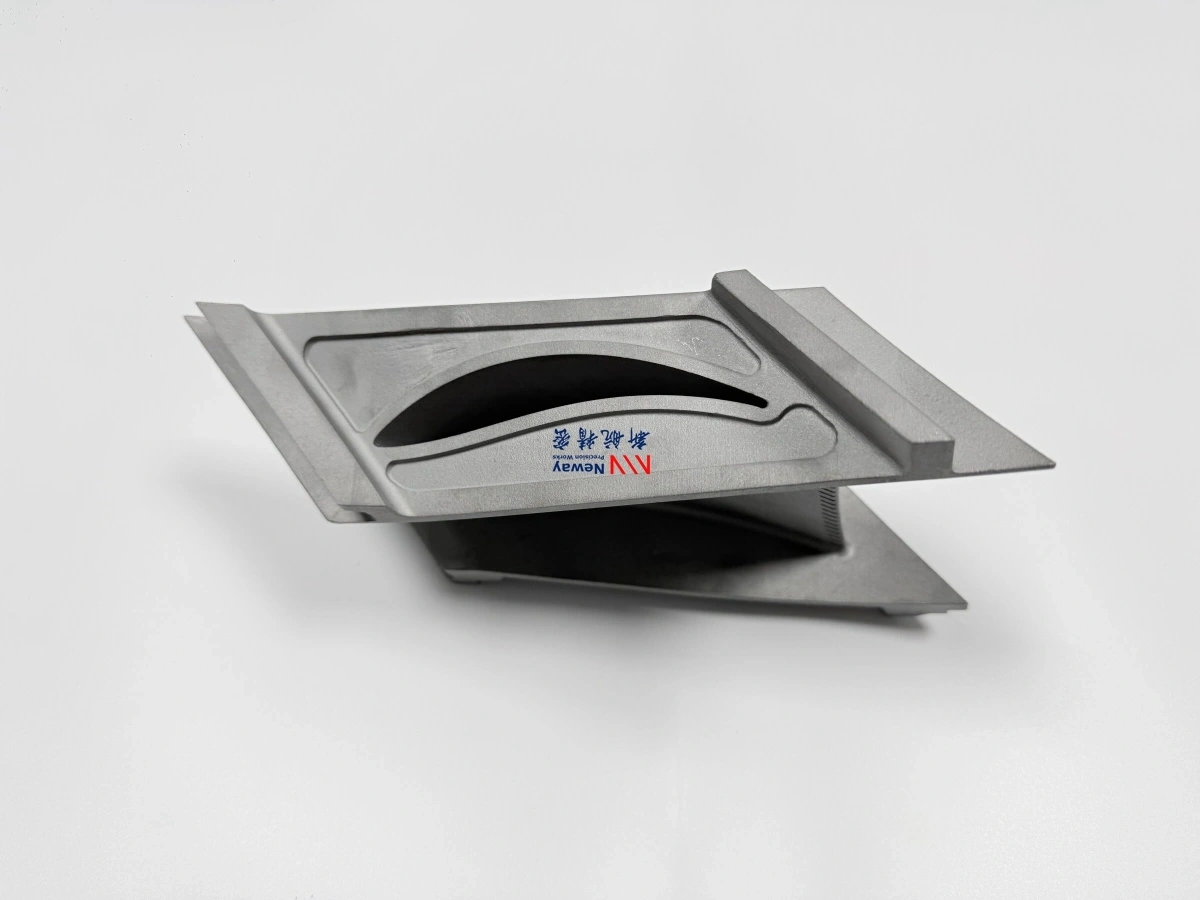
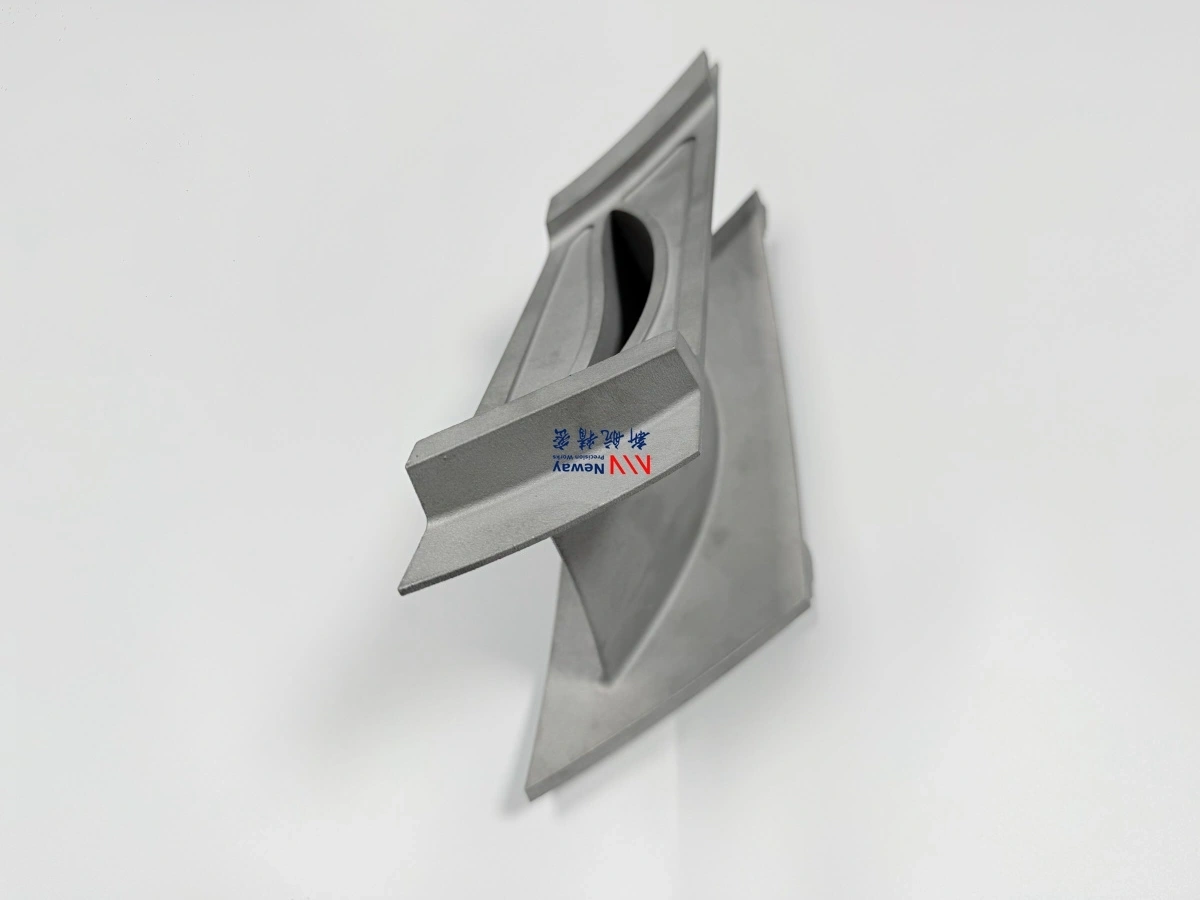
Das Wachsmuster und die Keramikschale bestimmen die Anfangsgenauigkeit des Inconel 713LC NGV2-Gussteils. Bei Leitschaufeln muss das Wachsmuster das Schaufelprofil, die Vorder- und Hinterkante, die Plattformgeometrie, die Merkmale des Innen- und Außenrings sowie den Halsbereich zwischen benachbarten Schaufeln kontrollieren.
Die Qualität der Keramikschale ist ebenso wichtig, da die Schale während des Hochtemperaturgusses Festigkeit und Dimensionsstabilität bewahren muss. Wenn sich die Schale verformt, reißt oder eine schlechte Oberflächenqualität aufweist, kann das fertige NGV2-Gussteil Profilverzerrungen, raue Oberflächen, Dickenschwankungen oder falsche Plattformabmessungen aufweisen.
Kontrollpunkt | Warum es wichtig ist | Fokus der Fertigung |
|---|---|---|
Genauigkeit des Wachsmusters | Beeinflusst direkt die Profilform, den Schaufelwinkel und den Halsbereich. | Werkzeugpräzision, Schrumpfzugabe, Musterprüfung und Kontrolle der Musterreparatur. |
Wachsmontage | Steuerung des Schaufelabstands, des Anschnittlayouts und der Speisergestaltung. | Konsistente Montageposition und Vermeidung lokaler Verformungen. |
Festigkeit der Keramikschale | Verhindert Rissbildung oder Verformung der Schale während des Gusses. | Schichtdicke, Trocknungssteuerung, Schalenmaterial und Brennqualität. |
Oberflächenqualität der Schale | Beeinflusst die finale Gussoberfläche und die Bereitschaft für Beschichtung oder Nachbearbeitung. | Qualität der Deckschicht, Suspensionsteuerung und Kontaminationsvermeidung. |
Risiko der Profilverformung | Kleine Schaufelgeometrien sind empfindlich gegenüber Verzerrungen. | Konstruktion der Wachsunterstützung, Schalensteifigkeit und Feedback aus dem Erstmuster. |
3. Was muss während des Vakuumgusses kontrolliert werden?
Beim Vakuumguss umfassen die Hauptherausforderungen für Inconel 713LC NGV2-Teile die Dünnwandfüllung, Schrumpfporen, Gasporen, Heißrisse, Gefügesteuerung, Profilverzerrung und die Bearbeitungszugabe. Diese Risiken sind bei kompakten NGV2-Teilen für UAV-Triebwerke noch gravierender, da die Schaufelkanäle klein und die Profilgeometrie leistungsentscheidend ist.
Je nach Konstruktion und Leistungsanforderung kann Guss mit equiaxialen Kristallen für statische Heißgasbauteile von NGV-Komponenten verwendet werden, bei denen keine Einkristall- oder gerichtete Erstarrung erforderlich ist. Der Gussweg sollte basierend auf Material, Geometrie, Einsatztemperatur, Fehlergrenzen und Kundenspezifikation ausgewählt werden.
Gussrisiko | Auswirkung auf NGV2 | Kontrollmethode |
|---|---|---|
Dünnwand-Fehlguss | Unvollständige Schaufelkanten, Plattformen oder Durchgangsmerkmale. | Anschnittgestaltung, Formtemperatur, Gießparameter und Erstmusterprüfung. |
Schrumpfporen | Interne Schwächung oder Ausschuss bei Röntgen/CT-Prüfung. | Speiserdesign, Erstarrungskontrolle und Prozessvalidierung. |
Gasporen | Verringerte Ermüdungsbeständigkeit und mögliches Leckagen- oder Rissinitiierungsrisiko. | Vakuumsteuerung, Schmelzereinheit, Qualität des Schalenausbrennens und Inspektion. |
Heißrisse | Risse in Profilradien, Plattformübergängen oder dünnen Bereichen. | Geometriepreview, Legierungsprozesskontrolle, Schalendesign und FPI-Prüfung. |
Gefügezustand | Beeinflusst die Hochtemperaturfestigkeit und Betriebssicherheit. | Kontrollierte Erstarrung, Gussparameter und metallurgische Begutachtung falls erforderlich. |
Profilverzerrung | Ändert Schaufelwinkel, Halsbereich und Turbineneffizienz. | Werkzeugkompensation, Vorrichtungssteuerung und 3D-Profilinspektion. |
4. Warum wird nach dem Guss eine Wärmebehandlung durchgeführt?
Eine Wärmebehandlung kann nach dem Guss von Inconel 713LC angewendet werden, um das Legierungsgefüge zu stabilisieren, die Hochtemperaturleistung zu unterstützen, prozessbedingte Spannungen zu reduzieren und die Konsistenz zwischen den Chargen zu verbessern. Die genauen Wärmebehandlungsbedingungen sollten gemäß Zeichnung, Materialnorm, Kundenspezifikation oder freigegebenem Prozessweg erfolgen.
Wärmebehandlung von Superlegierungen ist für NGV2-Komponenten wichtig, da das fertige Bauteil heißem Gas, Oxidation, thermischer Ermüdung und Dimensionsdrift während des Triebwerkstests oder Betriebs widerstehen muss. Die Wärmebehandlung sollte mit Dimensionskontrollen kombiniert werden, da dünne Schaufelstrukturen empfindlich auf Verformungen reagieren können.
Zweck der Wärmebehandlung | Warum es für IN713LC NGV2 wichtig ist | Kontrollanforderung |
|---|---|---|
Gefügestabilisierung | Unterstützt konsistentes Materialverhalten im Heißgasbereich. | Kontrollierte Ofentemperatur, Haltezeit, Abkühlmethode und Atmosphäre. |
Spannungsreduzierung | Reduziert das Risiko von Verformung oder Rissbildung während der Bearbeitung und im Betrieb. | Materialspezifischer thermischer Zyklus und Nachbehandlungsinspektion. |
Unterstützung von Hochtemperatureigenschaften | Hilft, Festigkeit und Stabilität während des Triebwerksbetriebs aufrechtzuerhalten. | Chargenrückverfolgbarkeit und Prozessdokumentation. |
Prüfbereitschaft | Bestätigt, dass der Guss vor der endgültigen Bearbeitung stabil bleibt. | Sichtprüfung, Dimensionskontrolle und Fehlerbewertung nach der Wärmebehandlung. |
5. Was steuert die CNC-Bearbeitung bei NGV2-Teilen?
Die CNC-Bearbeitung kontrolliert die kritischen Montage- und Funktionsmerkmale von Inconel 713LC NGV2-Teilen. Während der Vakuumguss die Near-Net-Schaufelgeometrie formt, ist die CNC-Bearbeitung für Plattformflächen, Montageflächen, Dichtkanten, Positionierungsbezüge, Bohrungspositionen und alle Merkmale erforderlich, die engere Toleranzen erfordern, als sie durch Guss erreichbar sind.
CNC-Bearbeitung von Superlegierungen ist für IN713LC herausfordernd, da das Material hart, hitzebeständig und schwer zu bearbeiten ist. Die Prozesskontrolle muss Werkzeugverschleiß, Gratbildung, Dünnwandverformung, Oberflächenintegrität und die Bezugsausrichtung zwischen Guss- und Bearbeitungsoperationen adressieren.
CNC-bearbeitetes Merkmal | Funktion bei NGV2 | Fokus der Qualitätskontrolle |
|---|---|---|
Plattformflächen | Steuerung der Passung mit Gehäuse, Ring oder benachbarten Schaufelstrukturen. | Ebenheit, Profil, Dicke und Bearbeitungszugabe. |
Montageflächen | Unterstützung der Installation und Positionierung bei der Triebwerksmontage. | Bezugsstrategie, Rechtwinkligkeit, Parallelität und Oberflächengüte. |
Dichtkanten | Reduzierung von Gasleckagen und Unterstützung der Stufenwirkungsgrade. | Kantengeometrie, Gratkontrolle, Oberflächenintegrität und Spielraumprüfung. |
Positionierungsbezüge | Definieren Referenzpunkte für Prüfung und Montage. | Stabile Vorrichtungspositionierung und wiederholbare KMG-Messung. |
Bohrungspositionen | Unterstützung von Befestigungs-, Positions- oder Montagemerkmalen falls erforderlich. | Bohrungsdurchmesser, Position, Tiefe, Randzustand und Entgratung. |
6. Wann wird EDM für Inconel 713LC NGV2-Teile eingesetzt?
EDM kann für Inconel 713LC NGV2-Teile verwendet werden, wenn die Konstruktion schmale Schlitze, kleine Bohrungen, scharfe lokale Merkmale, schwer zugängliche Bereiche oder Merkmale umfasst, die für konventionelle Schneidwerkzeuge nicht praktikabel sind. Dies ist bei Turbinenkomponenten aus Superlegierungen üblich, da das Material schwer zu bearbeiten ist und die Geometrie kompakt sein kann.
Funkenerosive Bearbeitung (EDM) von Superlegierungen kann die Bearbeitung lokaler Merkmale unterstützen, jedoch muss die EDM-Qualität sorgfältig kontrolliert werden. Randschicht, Mikrorisse, Randzustand, Rückstände und Maßgenauigkeit sollten geprüft werden, bevor das Bauteil für den endgültigen Einsatz freigegeben wird.
EDM-Anwendung | Warum EDM verwendet wird | Fokus der Inspektion |
|---|---|---|
Schmale Schlitze | Konventionelle Werkzeuge passen möglicherweise nicht oder verformen dünne Merkmale. | Schlitzbreite, Randzustand und Kontrolle der Randschicht. |
Kleine Bohrungen | IN713LC-Härte und kompakte Geometrie können das Bohren erschweren. | Durchmesser, Position, Tiefe und Durchgängigkeitsprüfung. |
Scharfe lokale Merkmale | EDM kann lokale Geometrien erzeugen, die durch Fräsen nicht einfach herstellbar sind. | Eckenzustand, Rissprüfung und Oberflächenintegrität. |
Schwer zugängliche Bereiche | Komplexe NGV2-Geometrie kann den Werkzeugzugang einschränken. | Vollständigkeit des Merkmals, Entfernung von Rückständen und Sichtprüfung. |
7. Wie wird die Profilinspektion durchgeführt?
Die Profilinspektion verifiziert, ob das NGV2-Schaufelprofil, die Vorder- und Hinterkante, der Halsbereich und die Plattformgeometrie den Konstruktionsanforderungen entsprechen. Da NGV2 den Heißgasstrom in den nachgelagerten Turbinenrotor steuert, ist die Profilinspektion einer der wichtigsten Qualitätsschritte im Fertigungsprozess.
Die Inspektion kann KMG-Messungen, 3D-Scanning, optische Messungen, Schnittschablonen, Halsbereichsmessungen und den Vergleich mit dem CAD-Modell umfassen. Die Inspektionsmethode sollte basierend auf Zeichnungsanforderungen, Bauteilgröße, Toleranzniveau und ob das Projekt zur Prototypenvalidierung oder Serienproduktion dient, ausgewählt werden.
Inspektionsbereich | Was wird verifiziert | Warum es wichtig ist |
|---|---|---|
Profilkontur | Bestätigt die Form der Schaufeloberfläche und die Gasumlenkgeometrie. | Beeinflusst die Turbineneffizienz und die Belastung des nachgelagerten Rotors. |
Vorderkante | Prüft Kantenradius, Oberflächenzustand und Gussfehler. | Beeinflusst den Strömungseintritt und die Rissanfälligkeit. |
Hinterkante | Prüft Kantendicke, Geradheit und Beschädigungen. | Beeinflusst den Gasaustrittswinkel und das Risiko der Strömungsablösung. |
Halsbereich | Misst die Kanalbreite und die effektive Durchflussfläche. | Steuerung des Massenstroms, der Druckverteilung und der Stufenanpassung. |
Plattformabmessungen | Bestätigt die Passung mit Gehäuse, benachbarten Komponenten und Dichtmerkmalen. | Unterstützt die Montageausrichtung und Leckagekontrolle. |
8. Welche abschließende Qualitätskontrolle ist erforderlich?
Die abschließende Qualitätskontrolle für Inconel 713LC NGV2-Teile kann Sichtprüfung, FPI, Röntgen- oder CT-Inspektion, KMG-Messung, 3D-Scanning, Materialanalyse, Härteprüfung, Überprüfung der Wärmebehandlungsprotokolle und Erstellung von Dimensionsberichten umfassen. Das genaue Inspektionspaket sollte der Kundenzeichnung, den Anforderungen der Triebwerksentwicklung oder der Einkaufsspezifikation folgen.
Materialprüfung und -analyse von Superlegierungen kann die Legierungsbestätigung, Gefügebegutachtung, Fehlerbewertung und Schadensanalyse unterstützen. Bei NGV2-Komponenten für UAV-Triebwerke sollte sich die Inspektion auf Merkmale konzentrieren, die die Zuverlässigkeit des Heißgasbereichs und die Turbinenleistung beeinflussen, nicht nur auf allgemeine Abmessungen.
QC-Punkt | Was wird geprüft | Wann wird es empfohlen |
|---|---|---|
Sichtprüfung | Oberflächenfehler, Beschädigungen, unvollständige Merkmale, Grate und allgemeine Verarbeitungsqualität. | Alle NGV2-Teile vor dem Versand. |
FPI | Oberflächenöffnende Risse und Diskontinuitäten. | Dünne Profile, Radien, Plattformen und bearbeitete Übergänge. |
Röntgen / CT-Inspektion | Interne Porosität, Schrumpfung, Risse und versteckte Gussfehler. | Turbinenschaufelgüsse mit hoher Zuverlässigkeit oder kundenspezifizierte Projekte. |
KMG-Inspektion | Bearbeitete Bezüge, Plattformen, Montageflächen, Bohrungspositionen und kritische Abmessungen. | Zeichnungsgesteuerte NGV2-Teile. |
3D-Scanning | Profilkontur, Kanalkonsistenz und CAD-Abweichung. | Komplexe Schaufelgeometrie und Prototypenvalidierung. |
Materialprüfung | Legierungschemie, Gefüge, Härte und Wärmebehandlungszustand. | Materialkontrollierte oder flugrelevante Entwicklungsprojekte. |
9. Was sollten Käufer für eine Anfrage (RFQ) zur IN713LC NGV2-Fertigung bereitstellen?
Für eine Anfrage zur Fertigung von Inconel 713LC NGV2-Teilen sollten Käufer 3D-CAD-Dateien, 2D-Zeichnungen, Materialnorm, Wärmebehandlungsanforderung, Menge, Toleranzstandard, Anforderungen an Profil oder Halsbereich, Oberflächengüte, Beschichtungsanforderung, Inspektionsstandard und den angestrebten Liefertermin bereitstellen. Befindet sich das Bauteil noch in der Entwicklung, sollte der Käufer zudem angeben, ob die Komponente für eine Passprüfung, einen Triebwerkstest, eine Leistungsvalidierung oder die Produktionsvorbereitung bestimmt ist.
RFQ-Information | Empfohlene Eingabe | Warum es wichtig ist |
|---|---|---|
3D-CAD-Datei | STEP- oder X_T-Datei bevorzugt. | Unterstützt Gusswerkzeugbau, Bearbeitungsplanung und Profilinspektion. |
2D-Zeichnung | Toleranzen, Bezüge, Oberflächengüte, Material, Wärmebehandlung und Prüfhinweise. | Definiert Akzeptanzkriterien und Fertigungskontrollpunkte. |
Materialnorm | Inconel 713LC, IN713LC, Kundenstandard oder genehmigtes Äquivalent. | Bestätigt Legierungschemie, Gussweg, Wärmebehandlung und Dokumentation. |
Profilanforderung | Profiltoleranz, Halsbereich, Vorderkante, Hinterkante und Durchgangsgrenzen. | Steuerung der Turbinenströmungsleistung und Stufenanpassung. |
Nachbearbeitung | Wärmebehandlung, CNC-Bearbeitung, EDM, Beschichtung, Polieren oder Oberflächenbehandlung. | Bestimmt den vollständigen Prozessweg und die Kosten. |
Inspektionsumfang | FPI, Röntgen, CT, KMG, 3D-Scan, Materialbericht, FAI oder COC. | Definiert das Qualitätskontrollniveau, die Durchlaufzeit und das Dokumentationspaket. |
Menge und Projektphase | Prototyp, Triebwerkstest-Charge, Erstmuster, Pilotcharge oder Serienmenge. | Beeinflusst Werkzeugstrategie, Prozessvalidierung und Stückpreis. |
10. Zusammenfassung
Inconel 713LC NGV2-Teile werden durch die Kombination von Vakuum-Feinguss und CNC-Bearbeitung hergestellt. Der Gussprozess formt den Near-Net-Körper der Leitschaufel, die Profildurchgänge, Plattformen und komplexe Geometrien, während die CNC-Bearbeitung kritische Montageflächen, Dichtkanten, Bezüge, Bohrungspositionen und finale Montagemerkmale steuert.
Für die kundenspezifische Fertigung von gegossenen und bearbeiteten NGV-Komponenten umfassen die Schlüsselkontrollpunkte die Genauigkeit des Wachsmusters, die Festigkeit der Keramikschale, die Vakuumgussqualität, die Wärmebehandlung, die CNC-Bearbeitung, EDM-Merkmale, die Profilinspektion, die Halsbereichsmessung, FPI, Röntgen/CT, KMG-Inspektion und Materialprüfung. Käufer sollten vollständige CAD-Dateien, Zeichnungen, Materialstandards, Nachbearbeitungsanforderungen, Inspektionsanforderungen, Mengen und Details zur Triebwerksanwendung bereitstellen, um eine genaue Angebotserstellung und Machbarkeitsprüfung zu unterstützen.