Warum wird Inconel 713LC für NGV2-Komponenten von UAV-Triebwerken verwendet?
Warum wird Inconel 713LC für NGV2-Komponenten von UAV-Triebwerken verwendet?
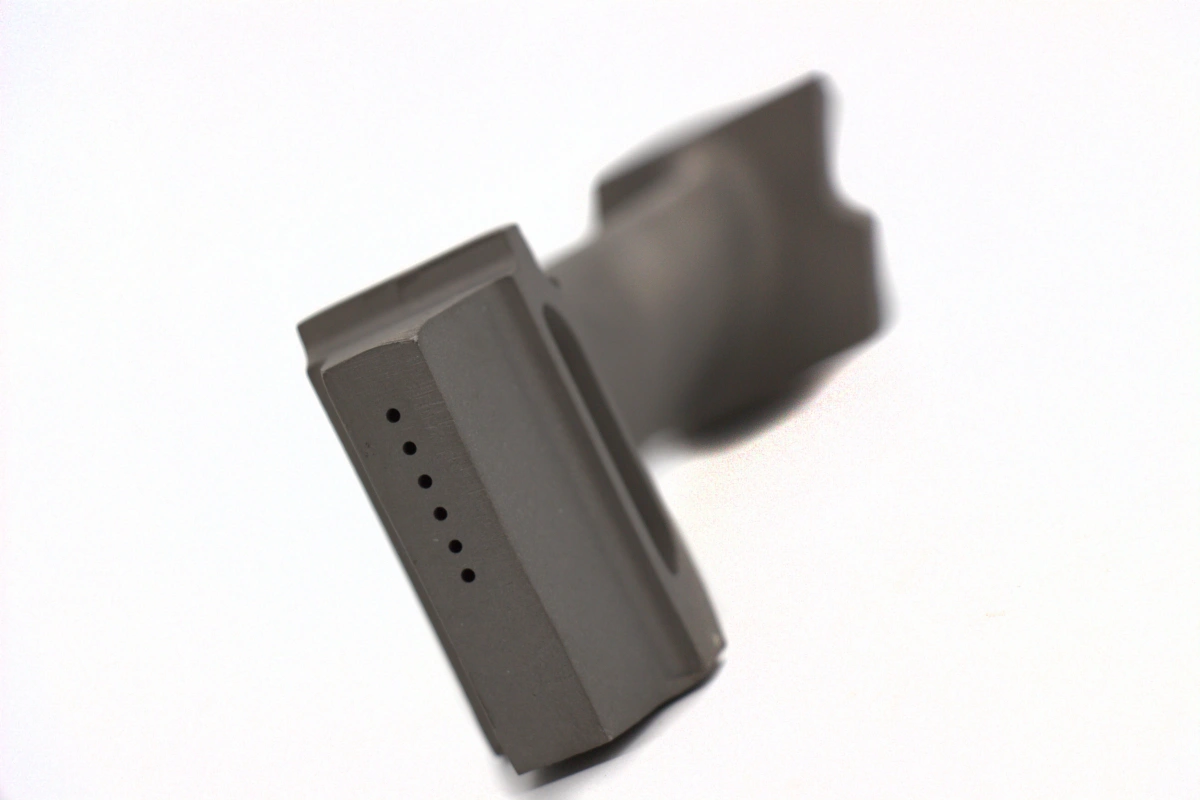
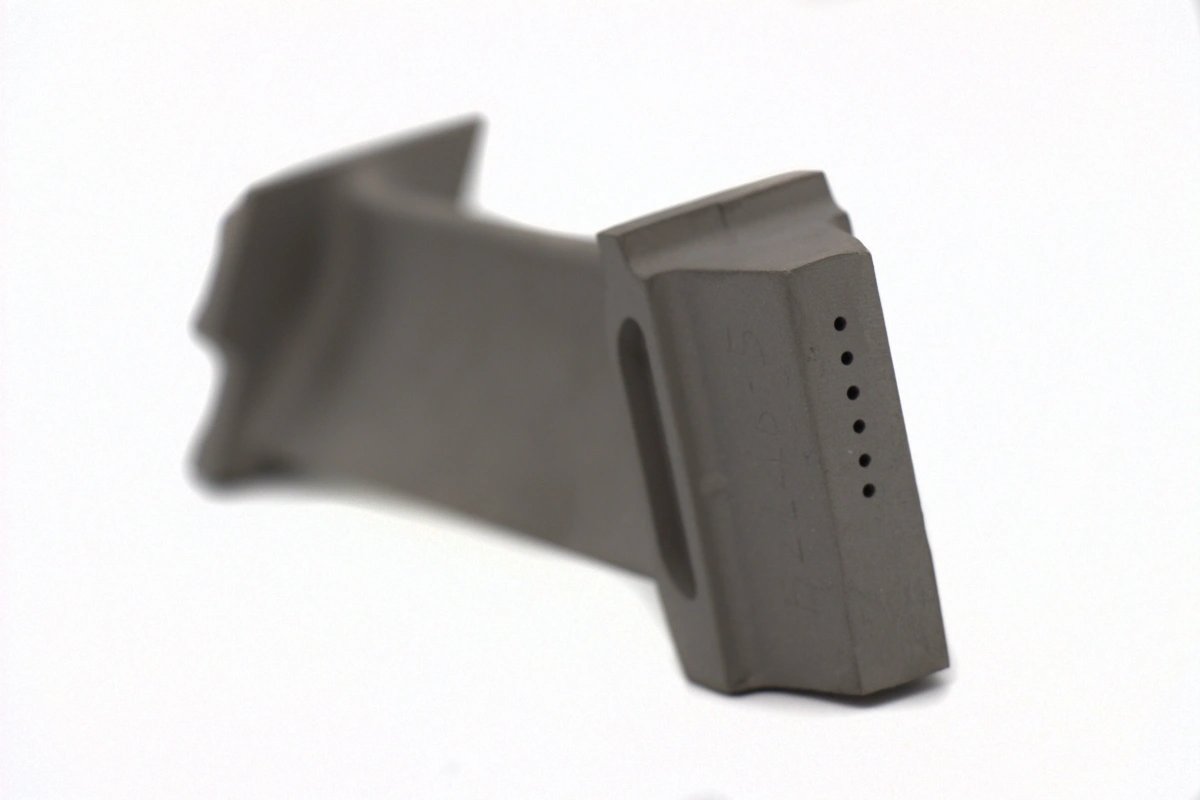
Inconel 713LC wird für NGV2-Komponenten von UAV-Triebwerken verwendet, da es eine nickelbasierte Guss-Superlegierung ist, die sich für Hochtemperatur-Leitbleche, Turbinenschaufeln und andere statische Heißgasteile eignet. Im Vergleich zu herkömmlichem Edelstahl oder Tieftemperaturlegierungen bietet IN713LC bessere Hochtemperaturfestigkeit, Oxidationsbeständigkeit, Kriechbeständigkeit und Gießeignung für kompakte Turbinenschaufelgeometrien.
Bei Turbojet-Triebwerken für UAVs und Turbofan-Triebwerken für UCAVs arbeiten NGV2-Komponenten im heißen Gasstrom und müssen während thermischer Zyklen das Schaufelprofil, den Halsbereich, die Plattformgeometrie und die Montageposition beibehalten. Dies macht Inconel-Legierungen und Hochtemperatur-Superlegierungen zu wichtigen Materialwahlmöglichkeiten für die kundenspezifische Herstellung von NGV2.
1. Direkte Antwort: Warum wird Inconel 713LC für NGV2 verwendet?
Inconel 713LC wird für NGV2-Komponenten von UAV-Triebwerken verwendet, weil NGV2 ein stationäres Leitblech im Heißgasbereich ist, das hohen Temperaturen, Oxidation, thermischer Ermüdung und dimensionaler Belastung standhalten muss. IN713LC ist für gegossene Turbinenkomponenten konzipiert und eignet sich daher für komplexe Tragflächenprofile von Leitblechen, kleine Schaufelkanäle, innere und äußere Plattformen sowie near-net Casting-Strukturen.
NGV2-Anforderung | Warum dies wichtig ist | Wie Inconel 713LC hilft |
|---|---|---|
Hochtemperaturfestigkeit | NGV2 ist heißem Verbrennungsgas und thermischer Belastung der Turbinenstufe ausgesetzt. | Bietet im Heißgaseinsatz bessere Festigkeit und Stabilität als herkömmlicher Edelstahl. |
Oxidationsbeständigkeit | Heißer Gasstrom kann ungeeignete Materialien oxidieren und verschlechtern. | Bietet verbesserten Widerstand gegen Oxidation in Turbinenumgebungen. |
Beständigkeit gegen thermische Ermüdung | Start-Stopp-Zyklen erzeugen wiederholte Erwärmungs- und Abkühlspannungen. | Hilft, das Rissrisiko zu verringern, wenn Gießen, Wärmebehandlung und Inspektion ordnungsgemäß gesteuert werden. |
Gießeignung | NGV2 weist komplexe Tragflächenprofile, enge Kanäle, Plattformen und dünne Merkmale auf. | Unterstützt das near-net Vakuum-Feingießen kompakter Turbinenschaufelgeometrien. |
Dimensionsstabilität | Schaufelwinkel, Halsbereich und Plattformpassung beeinflussen die Triebwerksleistung. | Unterstützt eine stabile Geometrie im Heißgasbereich in Kombination mit einer geeigneten Prozesssteuerung. |
2. Warum benötigt NGV2 Superlegierungsmaterialien?
NGV2 benötigt Superlegierungsmaterialien, da das Bauteil im heißen Bereich der Turbine installiert ist, wo es Hochtemperaturgas aus der vorgeschalteten Verbrennungs- und Turbinenstufe erhält. Herkömmlicher Edelstahl, Kohlenstoffstahl, Aluminiumlegierungen oder Nickellegierungen für niedrige Temperaturen sind für diese Umgebung meist nicht geeignet, da sie an Festigkeit verlieren, schnell oxidieren, sich verformen oder unter thermischen Zyklen reißen können.
In einem UAV-Triebwerk ist die NGV2-Komponente oft klein, aber hoch belastet. Die Schaufel muss maßhaltig bleiben, während sie das heiße Gas in den nachgeschalteten Rotor leitet. Wenn das Material nicht geeignet ist, können Variationen des Halsbereichs, Schaufelverformungen, Oxidationsschäden oder Risse die Turbineneffizienz verringern und die Lebensdauer des Triebwerks verkürzen.
Materialrisiko | Auswirkung auf NGV2 | Warum die Auswahl der Superlegierung wichtig ist |
|---|---|---|
Geringe Hochtemperaturfestigkeit | Schaufelverformung oder Plattformdeformation. | Kann den Gasströmungswinkel und die Abstimmung der Rotorstufe verändern. |
Schlechte Oxidationsbeständigkeit | Oberflächenverschlechterung, Zunderbildung und Beschädigung des Tragflächenprofils. | Kann Strömungsverluste erhöhen und die Bauteillebensdauer verringern. |
Rissbildung durch thermische Ermüdung | Risse an den Kanten des Tragflächenprofils, an Verrundungen, Plattformen oder dünnen Abschnitten. | Kann zu einem vorzeitigen Ausfall im Heißgasbereich führen. |
Instabile Geometrie | Halsbereich, Schaufelwinkel und Montagepassung können sich während des Betriebs verschieben. | Kann Schub, Kraftstoffeffizienz und Turbinenstabilität beeinträchtigen. |
3. Wie unterstützt Inconel 713LC die Hochtemperaturfestigkeit?
Inconel 713LC unterstützt die Hochtemperaturfestigkeit, indem es in Umgebungen des heißen Turbinenbereichs strukturelle Stabilität bewahrt. Für NGV2-Teile ist dies wichtig, da die Tragflächenprofile und Plattformen Verformungen widerstehen müssen, während sie heißem Gas, Druckgradienten und zyklischer thermischer Spannung ausgesetzt sind.
Die Hochtemperaturfestigkeit ist besonders für kleine Flugzeugtriebwerke wichtig, da die Bauteilgröße kompakt und die Schaufelkanäle eng sind. Selbst eine geringe Verformung kann den Gasweg verändern, die Turbineneffizienz verringern oder zu einer ungleichmäßigen Belastung des nachgeschalteten Rotors führen.
Hochtemperaturanforderung | Auswirkung auf die NGV2-Leistung | Fertigungssteuerung |
|---|---|---|
Stabilität des Tragflächenprofils | Erhält den konstruierten Gasumlenkwinkel. | Gesteuertes Gießen, Wärmebehandlung und Profilinspektion. |
Plattformfestigkeit | Erhält die Montage- und Dichtungsgeometrie. | Steuerung der Bearbeitungsbezugspunkte und dimensionale Inspektion. |
Stabilität des Halsbereichs | Erhält den Massenstrom und die Leistung der Turbinenstufe. | Kanalmessung und Rückmeldung zur Gießkorrektur. |
Verformungswiderstand | Verringert das Risiko von Strömungsinstabilitäten und Montageinterferenzen. | Materialauswahl, Querschnittsgestaltung und Steuerung der thermischen Verarbeitung. |
4. Wie verbessert Inconel 713LC die Oxidationsbeständigkeit?
NGV2-Komponenten sind heißem Verbrennungsgas ausgesetzt, weshalb Oxidationsbeständigkeit unerlässlich ist. Inconel 713LC bietet in Hochtemperatur-Turbinenumgebungen eine bessere Oxidationsbeständigkeit als herkömmliche Stähle und schützt so die Schaufeloberfläche und Plattformmerkmale vor schnellem Abbau.
Oxidation kann die Oberflächenrauheit der Schaufel verändern, die Abschnittsdicke verringern, Kanten schwächen und die Qualität des Gasstroms beeinträchtigen. Bei NGV2-Komponenten für UAV-Triebwerke hilft die Oxidationsbeständigkeit, die Integrität des Tragflächenprofils, die Konsistenz der Strömungskanäle und eine längere Zuverlässigkeit im Heißgasbereich zu erhalten.
5. Warum eignet sich Inconel 713LC für das Vakuum-Feingießen?
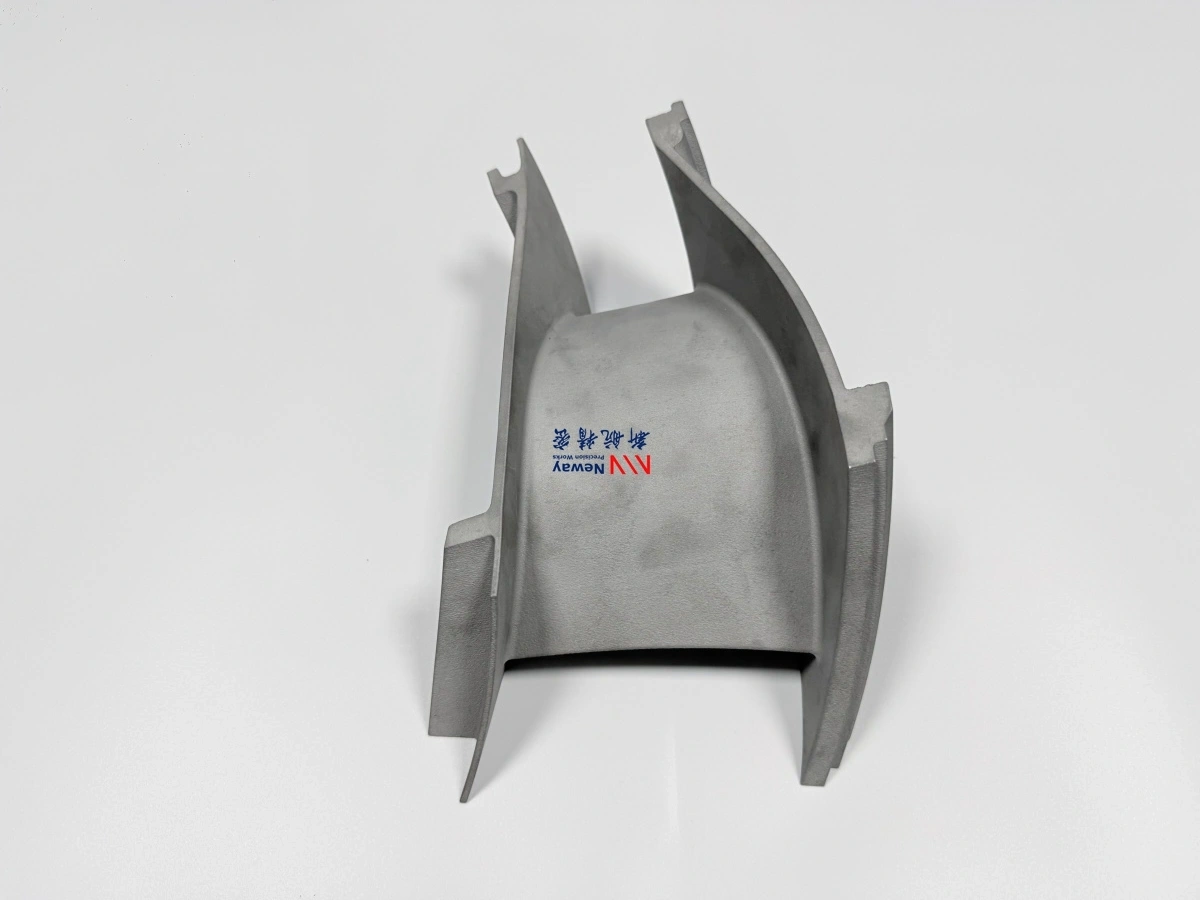
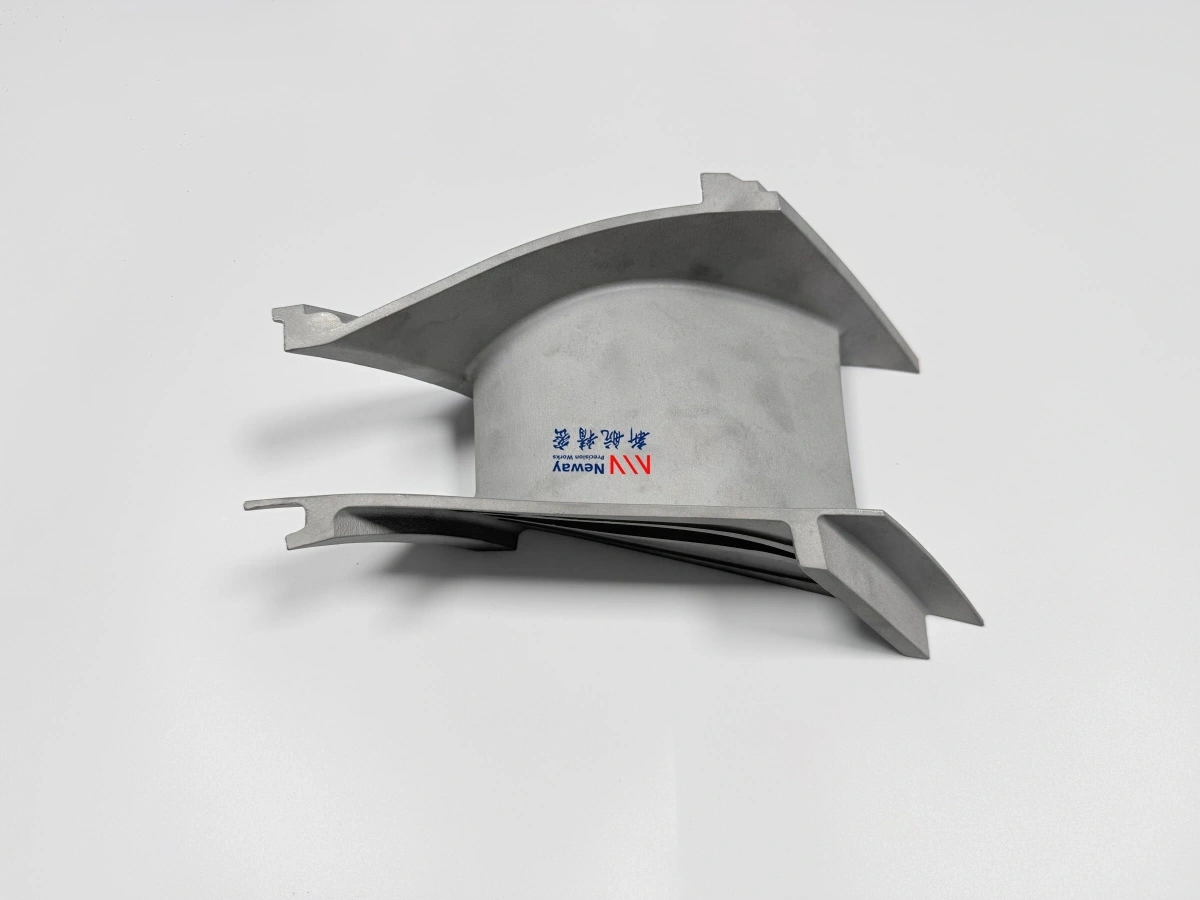
Inconel 713LC eignet sich für das Vakuum-Feingießen, da NGV2-Komponenten oft komplexe Schaufel-Tragflächenprofile, kleine Kanäle, dünne Wände, innere und äußere Plattformen sowie Near-Net-Formen aufweisen, die sich nur schwer vollständig aus massivem Material bearbeiten lassen. Durch das Gießen kann die Hauptaerodynamikgeometrie nahe der Endkontur geformt werden, bevor die finale Bearbeitung und Inspektion erfolgt.
Vakuum-Feingussteile werden häufig für komplexe Superlegierungs-Bauteile im Heißgasbereich verwendet, da sie präzise Formen herstellen und übermäßige Bearbeitungen an schwer zerspanbaren Materialien reduzieren können. Für statische NGV2-Komponenten kann auch das Gießen mit equiaxialen Kristallen gegossene Schaufelstrukturen unterstützen, wenn keine Einkristall-Leistung erforderlich ist.
Gussmerkmal | Warum dies für NGV2 wichtig ist | Steuerungsanforderung |
|---|---|---|
Tragflächenprofil | Steuert die Gasrichtung und die Turbineneffizienz. | Genauigkeit des Wachsmusters, Formsteuerung und Profilinspektion. |
Halsbereich | Beeinflusst Durchflussrate, Druckverteilung und Stufenabstimmung. | Konsistenz der Kanäle, Schrumpfkompensation und dimensionale Messung. |
Dünne Abschnitte | Reduzieren das Gewicht, erhöhen aber das Gieß- und Verformungsrisiko. | Füllkontrolle, Schalendesign und Rückmeldung zur Verformung. |
Innere und äußere Plattformen | Bieten Schnittstelle für die Montage und Dichtungsfunktion. | Bearbeitungszugabe, Planung der Bezugspunkte und Kontrolle der Plattenebenheit. |
Near-Net-Form | Reduziert die Bearbeitungszeit bei schwierig zu bearbeitendem Superlegierungsmaterial. | Werkzeugkorrektur und Erstmusterprüfung. |
6. Was ist bei der Bearbeitung von Inconel 713LC NGV2-Teilen zu beachten?
Inconel 713LC ist im Vergleich zu herkömmlichem Stahl oder Aluminium aufgrund seiner Hochtemperaturfestigkeit und seiner Neigung zur Kaltverfestigung schwer zu bearbeiten. Bei der Bearbeitung von NGV2-Komponenten muss der Lieferant Werkzeugverschleiß, Grate, Verformungen dünnwandiger Bereiche, Oberflächenintegrität und die Ausrichtung der Bezugspunkte zwischen dem Gussteil und den final bearbeiteten Merkmalen kontrollieren.
Kritische bearbeitete Bereiche können Montageflächen, Dichtflächen, Plattformkanten, Bohrungen, Nuten und Inspektions-Bezugspunkte umfassen. Bei NGV2-Teilen sollte die Bearbeitung sowohl die aerodynamische Leistung als auch die Montagepassung unterstützen, nicht nur die grundlegenden Maßtoleranzen.
Bearbeitungsproblem | Warum dies wichtig ist | Steuerungsmethode |
|---|---|---|
Werkzeugverschleiß | Kann zu Maßabweichungen und schlechter Oberflächengüte führen. | Verwendung geeigneter Werkzeuge, Schnittparameter, Kühlstrategien und Kontrolle der Werkzeugstandzeit. |
Gratbildung | Grate in der Nähe von Schaufelkanälen, Kanten oder Bohrungen können die Montage und den Durchfluss beeinträchtigen. | Gesteuertes Entgraten und Inspektion unter Vergrößerung, falls erforderlich. |
Verformung dünnwandiger Bereiche | Kleine Schaufelplattformen und dünne Kanten können sich während des Spannens oder Schneidens bewegen. | Stabile Vorrichtungen, bearbeitungssequenz mit geringer Spannung und Zwischeninspektion. |
Oberflächenintegrität | Bearbeitungsschäden können unter thermischen Zyklen zu Rissinitiierungspunkten werden. | Kontrolle des Werkzeugzustands, Vermeidung von Überhitzung und Inspektion kritischer Oberflächen. |
Ausrichtung der Bezugspunkte | Eine falsche Auswahl der Bezugspunkte kann das Schaufelprofil relativ zu den Montagemerkmalen verschieben. | Abstimmung von Guss-, Bearbeitungs- und Inspektions-Bezugspunkten mit den funktionalen Anforderungen. |
7. Warum sind Wärmebehandlung und Materialprüfung wichtig?
Eine Wärmebehandlung von Superlegierungen kann erforderlich sein, um die Materialstruktur zu stabilisieren, Hochtemperatureigenschaften zu unterstützen und prozessbedingte Spannungen nach dem Gießen zu reduzieren. Der Zustand der Wärmebehandlung sollte dem Materialstandard, den Zeichnungsanforderungen oder der vom Kunden genehmigten Prozessspezifikation entsprechen.
Die Prüfung und Analyse von Superlegierungsmaterialien ist ebenfalls wichtig, um Legierungschemie, Mikrostruktur, Defekte, Härte und Eignung für den Heißgaseinsatz zu bestätigen. Für NGV2-Teile von UAV-Triebwerken sind Prüfung und Inspektion besonders nützlich, wenn das Bauteil für die Triebwerksvalidierung, flugrelevante Entwicklungen oder die Serienproduktion verwendet wird.
Qualitätsschritt | Was wird überprüft | Warum dies für IN713LC NGV2 wichtig ist |
|---|---|---|
Materialverifizierung | Bestätigt die Legierungschemie und die Rückverfolgbarkeit des Materials. | Stellt sicher, dass das Bauteil aus dem erforderlichen IN713LC-Material gefertigt ist. |
Wärmebehandlungsprotokoll | Dokumentiert die Bedingungen des thermischen Prozesses und die Chargenrückverfolgbarkeit. | Unterstützt eine stabile Hochtemperatur-Materialleistung. |
Mikrostrukturprüfung | Überprüft den Guss- und Wärmebehandlungszustand. | Hilft bei der Bewertung der Eignung für den Einsatz im Heißgasbereich. |
FPI / Rissprüfung | Erkennt oberflächenbrechende Risse oder Diskontinuitäten. | Wichtig für dünne Schaufelkanten, Verrundungen, Plattformen und bearbeitete Übergänge. |
Röntgen- oder CT-Inspektion | Überprüft innere Porosität, Schrumpfung und versteckte Defekte. | Nützlich für Turbinenschaufel-Gussteile mit hoher Zuverlässigkeit. |
8. Wie vergleicht sich Inconel 713LC mit Legierungen für niedrigere Temperaturen?
Im Vergleich zu Edelstahl, Kohlenstoffstahl, Aluminiumlegierungen oder allgemeinen Legierungen für niedrigere Temperaturen ist Inconel 713LC besser für NGV2-Komponenten von UAV-Triebwerken geeignet, da es für gegossene Hochtemperatur-Turbinenteile entwickelt wurde. Legierungen für niedrigere Temperaturen sind zwar möglicherweise leichter zu bearbeiten oder günstiger in der Anschaffung, bieten jedoch normalerweise nicht denselben Widerstand gegen heißes Gas, Oxidation, thermische Ermüdung und Verformung.
Materialtyp | Möglicher Vorteil | Einschränkung für UAV-Triebwerks-NGV2 |
|---|---|---|
Herkömmlicher Edelstahl | Geringere Kosten und einfachere Beschaffung. | Begrenzte Hochtemperaturfestigkeit und Oxidationsbeständigkeit für den Einsatz im heißen Turbinenbereich. |
Aluminiumlegierung | Leichtgewicht und einfache Bearbeitung. | Nicht geeignet für direkte Exposition gegenüber heißem Turbinengas. |
Allgemeine Nickellegierung | Bessere Hitzebeständigkeit als Edelstahl in einigen Anwendungen. | Entspricht möglicherweise nicht dem Gleichgewicht aus Gießeignung und Hochtemperatur-Heißgaseinsatz von IN713LC. |
Inconel 713LC | Hochtemperatur-Guss-Superlegierung für Komponenten im heißen Turbinenbereich. | Schwieriger zu gießen und zu bearbeiten, erfordert erfahrene Prozesssteuerung. |
9. Welche RFQ-Details werden für Inconel 713LC NGV2-Komponenten benötigt?
Damit ein Lieferant für Inconel 713LC NGV-Gussteile ein UAV-Triebwerks-NGV2-Projekt bewerten kann, sollten Käufer den Materialstandard, den Zustand der Wärmebehandlung, Beschichtungsanforderungen, Zeichnungen, 3D-Modelle, Inspektionsstandards, Menge und Triebwerksanwendung bereitstellen. Handelt es sich bei dem Teil um eine Prototypenentwicklung, sollte der Lieferant außerdem wissen, ob das Ziel eine Passkontrolle, ein Triebwerkstest, eine Leistungsvalidierung oder die Produktionsvorbereitung ist.
RFQ-Information | Empfohlene Eingabe | Warum dies wichtig ist |
|---|---|---|
Materialstandard | Inconel 713LC, IN713LC, Kundenstandard oder genehmigtes Äquivalent. | Bestätigt Legierungschemie, Gießweg und Dokumentationsbedarf. |
Zustand der Wärmebehandlung | Im Gusszustand, wärmebehandelt, kundenspezifischer Zustand oder vom Lieferanten empfohlener Weg. | Beeinflusst Hochtemperaturfestigkeit, Stabilität und Inspektionsplanung. |
Beschichtungsanforderung | Keine Beschichtung, oxidationsbeständige Beschichtung, TBC oder nur Beschichtungsvorbereitung. | Beeinflusst Oberflächenvorbereitung, Beschichtungszugabe und Endmaße. |
Geometriedaten | STEP, X_T, 2D-Zeichnung, Anforderung an den Halsbereich und kritische Tragflächenabmessungen. | Unterstützt Gießwerkzeuge, Bearbeitungsplanung und aerodynamische Inspektion. |
Inspektionsstandard | KMG, 3D-Scan, FPI, Röntgen, CT, Materialbericht, Wärmebehandlungsbericht, FAI oder COC. | Definiert Kosten der Qualitätskontrolle, Lieferzeit und Abnahmekriterien. |
Menge und Phase | Prototyp, Erstteil, Triebwerkstest-Charge, Pilot-Charge oder Serienproduktion. | Bestimmt Werkzeugstrategie, Niveau der Prozessvalidierung und Stückpreis. |
10. Zusammenfassung
Inconel 713LC wird für NGV2-Komponenten von UAV-Triebwerken verwendet, da es eine nickelbasierte Guss-Superlegierung ist, die sich für Hochtemperatur-Leitbleche, Turbinenschaufeln und statische Heißgasteile eignet. Es bietet die Hochtemperaturfestigkeit, Oxidationsbeständigkeit, Beständigkeit gegen thermische Ermüdung und Gießeignung, die für kompakte Schaufelkomponenten von Turbojet- und Turbofan-Triebwerken für UAVs erforderlich sind.
Für die kundenspezifische Fertigung von Inconel 713LC NGV sollten Käufer den Materialstandard, den Zustand der Wärmebehandlung, Beschichtungsanforderungen, Inspektionsstandards, Zeichnungen, 3D-Dateien, Menge und Triebwerksanwendung bestätigen. Ein zuverlässiger Fertigungsplan sollte das Vakuum-Feingießen, die Machbarkeit des Gießens mit equiaxialen Kristallen, die CNC-Bearbeitung, die Wärmebehandlung, die Materialprüfung, die Genauigkeit des Tragflächenprofils, den Halsbereich und die Endinspektion gemeinsam steuern.