Was sollte vor der Lieferung von Inconel 713LC NGV2-Teilen für UAV-Triebwerke inspiziert werden?
Was sollte vor der Lieferung von Inconel 713LC NGV2-Teilen für UAV-Triebwerke inspiziert werden?
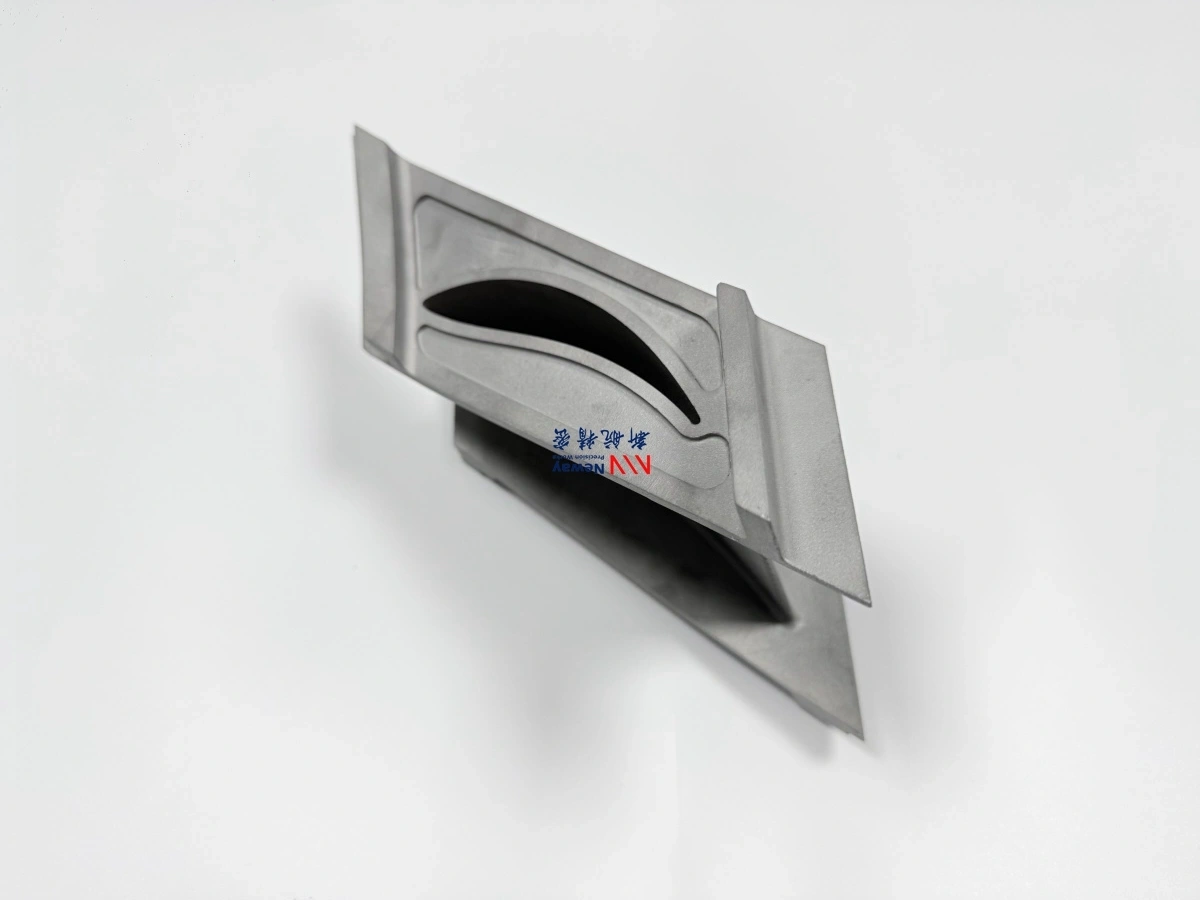
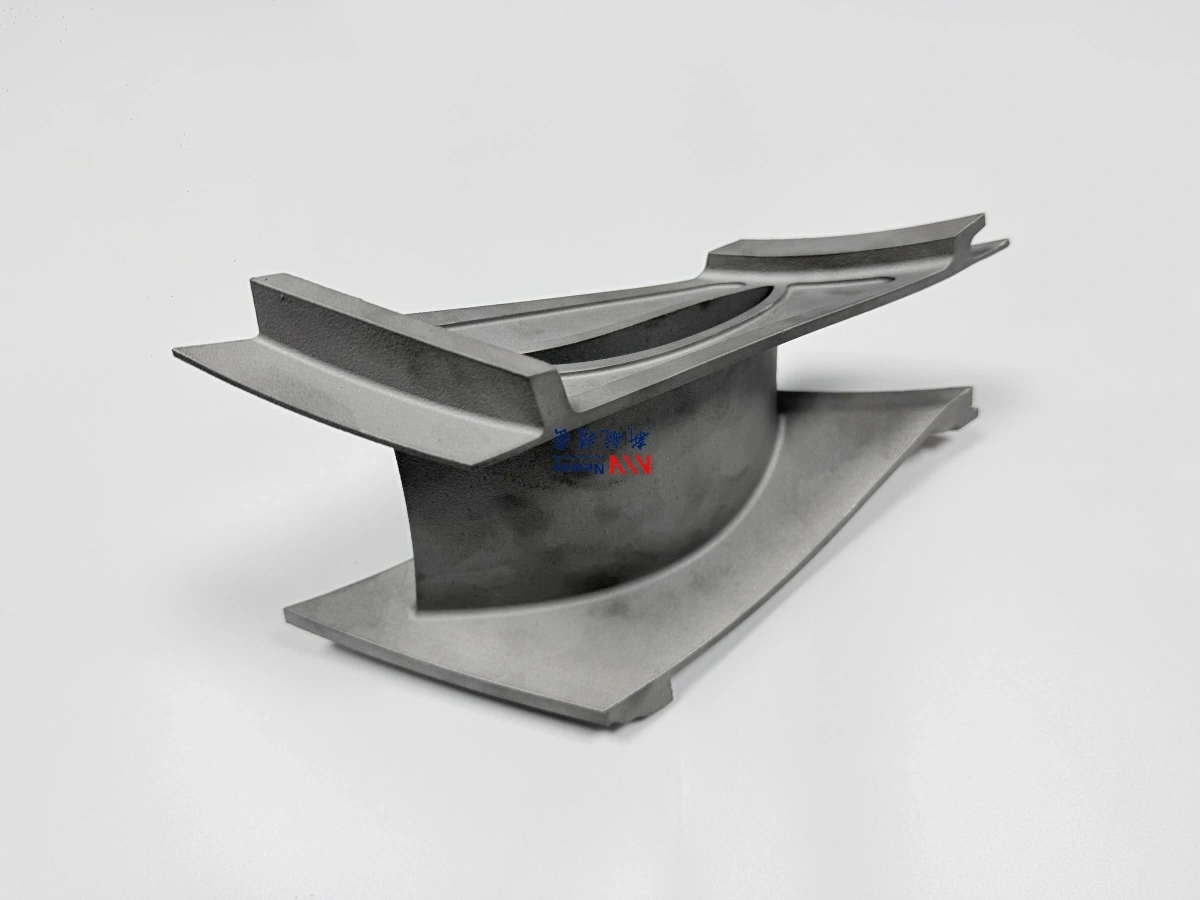
Vor der Lieferung von Inconel 713LC NGV2-Teilen für UAV-Triebwerke sollte der Lieferant die Materialverifizierung, Gussfehler, Oberflächenrisse, Schaufelprofil, Halsbereich, Plattformabmessungen, Befestigungsmerkmale, Dichtflächen, Bohrungspositionen, Wärmebehandlungszustand und die abschließende Dokumentation prüfen. Da NGV2-Komponenten im heißen Bereich der Turbine arbeiten, sollte sich die Inspektion sowohl auf die Maßhaltigkeit als auch auf die Hochtemperaturzuverlässigkeit konzentrieren.
Für Düsenleitschaufeln von UAV-Turbojet- und Turbofantriebwerken beschränkt sich die Qualitätskontrolle nicht nur auf die Überprüfung der Außenabmessungen. Der Lieferant sollte verifizieren, ob die Vakuum-Feingussteile den Anforderungen an Fehlerfreiheit entsprechen, ob die bearbeiteten Merkmale den Montagetoleranzen genügen und ob der Materialzustand für Heißgas, Oxidation, thermische Wechselbelastung und Triebwerkstests geeignet ist.
1. Direkte Antwort: Was sollte vor der Lieferung inspiziert werden?
Vor der Lieferung sollten Inconel 713LC NGV2-Teile auf Materialzusammensetzung, Wärmebehandlungszustand, interne Gussfehler, Oberflächenrisse, Schaufelprofil, Halsbereich, Plattformabmessungen, Bohrungspositionen, Dichtflächen, Montagebezugspunkte, Oberflächenbeschaffenheit und Vollständigkeit der Dokumentation geprüft werden. Diese Prüfungen helfen zu bestätigen, dass die NGV2-Teile für die Montage und Prüfung im heißen Bereich von UAV-Triebwerken geeignet sind.
Inspektionskategorie | Was geprüft werden sollte | Warum dies für NGV2-Teile wichtig ist |
|---|---|---|
Materialverifizierung | Chemische Zusammensetzung, Materialzertifikat und Wärmebehandlungszustand. | Bestätigt, dass das Teil aus dem erforderlichen Material Inconel 713LC gefertigt ist. |
Inspektion interner Fehler | Poren, Lunker, Einschlüsse, Heißrisse und abnormale Gussfehler. | Verhindert, dass versteckte Fehler die Zuverlässigkeit im heißen Bereich verringern. |
Inspektion von Oberflächenfehlern | Oberflächenrisse, Kantenrisse, Gussunterbrechungen und Bearbeitungsbeschädigungen. | Verringert das Risiko einer Rissinitiierung während thermischer Wechselbelastung. |
Maßliche Inspektion | Plattformen, Bohrungen, Dichtflächen, Montagebezugspunkte und Montagemerkmale. | Stellt die korrekte Passung mit dem Gehäuse, dem Rotorspiel und benachbarten Komponenten sicher. |
Inspektion des Schaufelprofils | Schaufelprofil, Vorderkante, Hinterkante, Kanalform und CAD-Abweichung. | Steuert die Gasstromrichtung und den Turbinenwirkungsgrad. |
Inspektion des Halsbereichs | Kanalbreite, effektive Strömungsfläche und Konsistenz zwischen den Schaufeln. | Beeinflusst den Massenstrom, die Druckverteilung und die Abstimmung der Turbinenstufe. |
Dokumentation | FAI, Maßbericht, ZfP-Bericht, Materialbericht, Wärmebehandlungsprotokoll und Konformitätszertifikat (COC). | Unterstützt die Qualitätsfreigabe durch den Kunden und die Rückverfolgbarkeit. |
2. Wie sollte die Materialverifizierung durchgeführt werden?
Die Materialverifizierung sollte bestätigen, dass das NGV2-Teil aus dem spezifizierten Inconel 713LC oder einem genehmigten äquivalenten Material besteht. Dies kann eine Überprüfung der chemischen Zusammensetzung, Kontrolle des Materialzertifikats, Prüfung des Wärmebehandlungsprotokolls, Härteprüfung, Gefügebeurteilung und Bestätigung der Rückverfolgbarkeit umfassen.
Prüfung und Analyse von Superlegierungen kann die Legierungsverifizierung, Gefügeprüfung, Fehleranalyse und Materialvalidierung für Turbinenkomponenten im heißen Bereich unterstützen. Für NGV2-Teile von UAV-Triebwerken ist dies besonders wichtig, wenn das Teil für Prototypen-Triebwerkstests, Leistungsvalidierung oder Serienproduktion verwendet wird.
Materialprüfung | Zweck | Empfohlene Dokumentation |
|---|---|---|
Chemische Zusammensetzung | Bestätigt, dass die Legierung den Anforderungen von Inconel 713LC entspricht. | Materialprüfbericht oder Zusammensetzungsanalysebericht. |
Materialzertifikat | Bietet Rückverfolgbarkeit für die Rohlegierung oder Gusscharge. | Materialzertifikat oder Materialbericht des Lieferanten. |
Wärmebehandlungszustand | Bestätigt, dass das Teil den erforderlichen thermischen Prozess durchlaufen hat. | Wärmebehandlungsprotokoll und Chargenrückverfolgbarkeit. |
Gefügeprüfung | Prüft, ob der Guss- und Wärmebehandlungszustand akzeptabel sind. | Metallografischer Bericht, falls erforderlich. |
Härteprüfung | Liefert eine grundlegende indication des Materialzustands und der Prozesskonsistenz. | Härteprüfbericht, falls spezifiziert. |
3. Welche Gussfehler sollten inspiziert werden?
Inconel 713LC NGV2-Teile sollten auf Gussfehler wie Gasporen, Lunker, Einschlüsse, Heißrisse, Fehlgüsse, Oberflächenfalten, abnormale Kornstruktur und lokale Verformungen geprüft werden. Da NGV2-Teile dünne Profile, enge Kanäle, Plattformen und Anforderungen für den Hochtemperatureinsatz aufweisen, müssen Gussfehler vor der Lieferung sorgfältig kontrolliert werden.
Gussfehler | Mögliche Auswirkung | Inspektionsmethode |
|---|---|---|
Gasporen | Kann die Ermüdungsbeständigkeit verringern und Schwächezonen in der Schaufel oder Plattform erzeugen. | Röntgen, CT oder Schnittprüfung, falls erforderlich. |
Lunker | Kann die strukturelle Integrität in Übergangsbereichen von dick zu dünn verringern. | Röntgen, CT oder gezielte Fehlerinspektion. |
Einschlüsse | Können lokale Spannungskonzentrationen oder Rissinitiierungsstellen erzeugen. | Röntgen, CT, Sichtprüfung oder metallurgische Analyse. |
Heißrisse | Können Risse in der Nähe von Radien, Plattformen, Schaufelfüßen oder dünnen Kanten verursachen. | Eindringprüfung (FPI), Sichtprüfung und lokale vergrößerte Inspektion. |
Fehlguss oder unvollständige Formfüllung | Kann dünne Hinterkanten, lokale Plattformen und die Geometrie des Schaufelkanals beeinträchtigen. | Sichtprüfung, maßliche Inspektion und Profilscanning. |
Abnormale Kornstruktur | Kann die Hochtemperaturleistung und Konsistenz beeinträchtigen. | Metallurgische Inspektion, falls durch Spezifikation gefordert. |
4. Wie sollten Oberflächenfehler inspiziert werden?
Die Inspektion von Oberflächenfehlern sollte sich auf Risse, Kantenfehler, Gussunterbrechungen, Schleifschäden, Bearbeitungsspuren, Grate und lokale Oberflächenschäden konzentrieren. Die Fluoreszenz-Eindringprüfung wird häufig verwendet, um oberflächenöffnende Risse an Turbinenschaufel-Gussteilen und bearbeiteten Teilen im heißen Bereich zu erkennen.
Für Inconel 713LC NGV2-Teile sind Oberflächenfehler insbesondere an der Vorderkante, Hinterkante, Profilverrundungen, Plattformübergängen, Dichtkanten, Befestigungsmerkmalen und bearbeiteten Bohrungen kritisch. Diese Bereiche sind während des Triebwerksbetriebs anfälliger für thermische Ermüdung, Vibrationen und Spannungskonzentrationen.
Oberflächenbereich | Inspektionsschwerpunkt | Warum dies wichtig ist |
|---|---|---|
Vorderkante | Risse, erosionsähnliche Fehler, Gussfehler und Oberflächenschäden. | Ist dem Heißgas ausgesetzt und beeinflusst die Qualität des Strömungseintritts. |
Hinterkante | Risse an dünnen Kanten, Ausbrüche, unvollständige Formfüllung oder Bearbeitungsschäden. | Beeinflusst den Gasaustrittswinkel und die Rissanfälligkeit. |
Profilverrundungen | Heißrisse, lunkerbedingte Risse und Spannungskonzentration. | Risse in Verrundungen können während thermischer Wechselbelastung wachsen. |
Plattformübergänge | Gussrisse, Bearbeitungsspuren und lokale Oberflächenunterbrechungen. | Wichtig für die strukturelle Unterstützung und Montagestabilität. |
Bearbeitete Bohrungen und Schlitze | Grate, Mikrorisse, EDM-Wiederschmelzschicht und Kantenzustand. | Beeinflusst die Montagezuverlässigkeit und das Risiko einer Rissinitiierung. |
Dichtkanten | Grate, Dellen, Risse und Fehler im Kantenprofil. | Beeinflusst die Leckagekontrolle und die Montagepassung. |
5. Welche maßliche Inspektion ist erforderlich?
Die maßliche Inspektion sollte die NGV2-Plattformabmessungen, Montageflächen, Bezugsmerkmale, Bohrungspositionen, Dichtflächen, Ring-Schnittstellen, Wandstärke und montagekritische Merkmale verifizieren. Für bearbeitete Merkmale wird häufig eine KMK-Inspektion (Koordinatenmessmaschine) verwendet, während 3D-Scanning die Überprüfung von Profilen und Freiformgeometrien unterstützen kann.
CNC-Bearbeitung von Superlegierungen muss sorgfältig verifiziert werden, da die Bearbeitung die endgültigen Installations- und Montagemerkmale des NGV2-Teils bestimmt. Wenn Plattformabmessungen, Bohrungen oder Bezugspunkte außerhalb der Toleranz liegen, richtet sich die Schaufel möglicherweise nicht korrekt zum Gehäuse, zum Rotorspiel oder zu benachbarten Turbinenkomponenten aus.
Mäßliches Element | Was es verifiziert | Inspektionsmethode |
|---|---|---|
Plattformabmessungen | Bestätigt innere und äußere Plattformgröße, Dicke und Passung. | KMK, Höhenlehre, Profilmessung oder 3D-Scanning. |
Montageflächen | Prüft Ebenheit, Position, Parallelität und Montagepassung. | KMK und Oberflächeninspektion. |
Bohrungspositionen | Verifiziert Durchmesser, Tiefe, Position und Orientierung. | KMK, Stiftlehre, optische Messung oder spezielle Vorrichtung. |
Dichtflächen | Prüft Ebenheit, Profil, Kantenzustand und Oberflächenfinish. | KMK, Rauheitsmessgerät, Sichtprüfung und Passkontrolle. |
Installationsbezugspunkte | Bestätigt Referenzflächen für die Triebwerksmontage. | KMK und bezugspunktbasierter Inspektionsbericht. |
Wandstärke | Verifiziert, dass dünne Abschnitte und Plattformen den Konstruktionsanforderungen entsprechen. | Ultraschallprüfung, CT, Schnittprüfung oder mechanische Messung, wo anwendbar. |
6. Wie werden Schaufelprofil und Halsbereich inspiziert?
Die Inspektion von Schaufelprofil und Halsbereich ist kritisch, da NGV2 die Richtung, Geschwindigkeit und Druckverteilung des Heißgases vor dem nachgeschalteten Turbinenrotor steuert. Das Schaufelprofil, die Vorderkante, die Hinterkante, der Schaufelwinkel, die Kanalbreite und der effektive Halsbereich müssen gegen die Zeichnung oder das CAD-Modell geprüft werden.
Für Düsenleitschaufeln von UAV-Triebwerken können selbst kleine Profilabweichungen den Turbinenwirkungsgrad, die Schubreaktion, die Rotorbelastung und die thermische Verteilung beeinflussen. Die Profilinspektion kann je nach Teilgröße und Toleranzanforderung durch 3D-Scanning, KMK, optische Messung, Schablonen oder spezielle Lehren durchgeführt werden.
Inspektionselement des Profils | Was es steuert | Warum dies wichtig ist |
|---|---|---|
Schaufelprofil | Druckseite, Saugseite und aerodynamische Oberflächenform der Schaufel. | Steuert die Gasstromrichtung und die aerodynamische Effizienz. |
Vorderkante | Kantenradius, Form, Oberflächenzustand und lokale Fehler. | Beeinflusst den Strömungseintritt und die Rissanfälligkeit. |
Hinterkante | Dicke der Austrittskante, Geradheit und Beschädigungszustand. | Beeinflusst den Gasaustrittswinkel und die Strömungsablösung. |
Schaufelwinkel | Orientierung der Schaufel relativ zum Gasweg des Triebwerks. | Steuert den Strömungswinkel am Rotoreintritt und die Stufenabstimmung. |
Halsbereich | Minimale effektive Durchgangsfläche zwischen den Schaufeln. | Steuert Massenstrom, Druckverhältnis, Drehzahlreaktion der Turbine und Triebwerksleistung. |
Kanalkonsistenz | Variation zwischen benachbarten Schaufelkanälen. | Verhindert ungleichmäßige Rotorbelastung und lokale Hot Spots. |
7. Wann sollten EDM-Merkmale inspiziert werden?
Wenn das NGV2-Teil EDM-bearbeitete Bohrungen, Schlitze, schmale Öffnungen oder schwer zu bearbeitende Merkmale enthält, sollten diese Bereiche vor der Lieferung inspiziert werden. Die EDM-Inspektion sollte die Maßhaltigkeit, den Kantenzustand, das Risiko einer Wiederschmelzschicht, Mikrorisse, Verstopfungen, Grate und Sauberkeit verifizieren.
Funkenerosive Bearbeitung (EDM) von Superlegierungen kann komplexe Merkmale in Inconel 713LC erzeugen, aber eine unsachgemäße EDM-Steuerung kann Oberflächenschäden oder Wiederschmelzschichten hinterlassen, die für thermische Wechselbelastung ungeeignet sind. Diese Bereiche sollten sorgfältig geprüft werden, wenn sie sich in der Nähe von Profilkanten, Montagezonen oder hochbelasteten Merkmalen befinden.
EDM-Inspektionselement | Was es prüft | Warum dies wichtig ist |
|---|---|---|
Schlitzbreite und Position | Bestätigt, dass die lokale Feature-Geometrie der Zeichnung entspricht. | Unterstützt Montage-, Strömungs- oder Spannungsabbau-Funktionen. |
Bohrungsdurchmesser und -tiefe | Verifiziert Öffnungsgröße und Bearbeitungsabschluss. | Verhindert Montage- oder Funktionsprobleme. |
Kantenzustand | Prüft scharfe Kanten, Grate, Späne oder wärmebeeinflusste Schäden. | Verringert das Risiko einer Rissinitiierung. |
Risiko einer Wiederschmelzschicht | Identifiziert potenziell spröde Oberflächenschichten nach dem EDM. | Wichtig für die Zuverlässigkeit bei Ermüdung und thermischer Wechselbelastung. |
Blockierte Merkmale | Bestätigt, dass Öffnungen sauber und frei von Rückständen sind. | Verhindert Installations- oder Funktionsblockaden. |
8. Wie sollte die Wärmebehandlung verifiziert werden?
Die Wärmebehandlung sollte durch Überprüfung der Wärmebehandlungsspezifikation, des Ofen-Chargenprotokolls, der Prozesstemperatur, der Haltezeit, der Kühlmethode und der Teile-Rückverfolgbarkeit verifiziert werden. Bei Inconel 713LC NGV2-Teilen kann die Wärmebehandlung die Gefügestabilität, die Hochtemperaturfestigkeit, die Maßstabilität und die Widerstandsfähigkeit gegen thermische Ermüdung beeinflussen.
Wärmebehandlung von Superlegierungen sollte mit der Materialverifizierung und der Endinspektion verknüpft sein. Wenn das Teil enge Toleranzen für Profil oder Plattform aufweist, ist eine maßliche Inspektion nach der Wärmebehandlung wichtig, da sich dünne Schaufelstrukturen während der thermischen Verarbeitung verziehen können.
9. Welche Lieferdokumentation sollte enthalten sein?
Die Lieferdokumentation für Inconel 713LC NGV2-Teile kann einen Erstteilprüfbericht (FAI), einen maßlichen Inspektionsbericht, einen ZfP-Bericht, einen Materialbericht, ein Wärmebehandlungsprotokoll, einen KMK-Bericht, einen 3D-Scan-Bericht, einen FPI-Bericht, einen Röntgen- oder CT-Bericht sowie ein Konformitätszertifikat umfassen. Das genaue Dokumentationspaket sollte während der Angebotsprüfung (RFQ) bestätigt werden, da es Kosten, Lieferzeit und Abnahmeanforderungen beeinflusst.
Dokumenttyp | Was es unterstützt | Empfohlene Verwendung |
|---|---|---|
FAI-Bericht | Bestätigt Erstteilmaße und Produktionsbereitschaft. | Prototyp, erste Charge oder Validierung neuer Werkzeuge. |
Maßbericht | Dokumentiert Ergebnisse für Plattform, Bohrung, Dichtfläche, Bezugspunkt und kritische Maße. | Zeichnungsgesteuerte NGV2-Teile. |
KMK-Bericht | Liefert präzise Messungen für bearbeitete und bezugspunktbasierte Merkmale. | Montagekritische Schaufelkomponenten. |
3D-Scan-Bericht | Zeigt Schaufelprofil und CAD-Abweichung. | Komplexe Schaufelgeometrie und Validierung des Halsbereichs. |
FPI-Bericht | Dokumentiert Ergebnisse der Oberflächenrissprüfung. | Gussteile für den heißen Bereich und bearbeitete Superlegierungsteile. |
Röntgen-/CT-Bericht | Dokumentiert Ergebnisse der Inspektion interner Fehler. | NGV2-Gussteile mit hoher Zuverlässigkeit oder kundenspezifizierte Projekte. |
Materialbericht | Bestätigt Legierungschemie und Materialrückverfolgbarkeit. | Projekte mit materialkontrolliertem Inconel 713LC. |
Wärmebehandlungsprotokoll | Bestätigt den thermischen Prozessweg und die Chargenrückverfolgbarkeit. | Teile, die einen kontrollierten Materialzustand erfordern. |
COC | Bestätigt die Konformität mit vereinbarten Spezifikationen und Kaufanforderungen. | Abschlussversand und Qualitätsdokumentation für den Kunden. |
10. Was sollten Käufer vor der Bestellung von inspizierten NGV2-Teilen definieren?
Vor der Bestellung von inspizierten Inconel 713LC NGV2-Teilen sollten Käufer den Materialstandard, den Wärmebehandlungszustand, Zeichnungstoleranzen, Anforderungen an das Schaufelprofil, Grenzwerte für den Halsbereich, ZfP-Anforderungen, Umfang der maßlichen Inspektion, Dokumentationspaket, Menge und den Zweck des Triebwerkstests definieren. Dies hilft dem Lieferanten, den korrekten Inspektionsweg vor Produktionsbeginn zu planen.
Käuferanforderung | Empfohlene Eingabe | Warum dies wichtig ist |
|---|---|---|
Materialanforderung | Inconel 713LC, IN713LC, Kundenstandard oder genehmigtes Äquivalent. | Definiert Anforderungen an Legierungsverifizierung und Materialbericht. |
Zeichnungstoleranzen | Kritische Maße, Allgemeintoleranzen, Bezugspunkte, GD&T und Inspektionshinweise. | Definiert maßliche Inspektion und Abnahmekriterien. |
Profil und Halsbereich | Profiltoleranz, Kanalbreite, Schaufelwinkel, Halsbereich und Anforderung an CAD-Vergleich. | Steuert die Strömungsleistung der Turbine und die Stufenabstimmung. |
ZfP-Anforderungen | FPI, Röntgen, CT, Akzeptanzniveau und Berichtsformat. | Steuert die Akzeptanz von Oberflächen- und internen Fehlern. |
Dokumentationspaket | FAI, KMK-Bericht, 3D-Scan-Bericht, Materialbericht, Wärmebehandlungsprotokoll, ZfP-Bericht und COC. | Unterstützt die Qualitätsprüfung durch den Kunden und die Rückverfolgbarkeit. |
Anwendungsphase | Passkontrolle, Triebwerkstest, Prototypenvalidierung, Erstteil oder Serienproduktion. | Hilft bei der Balance zwischen Inspektionsumfang, Kosten und Lieferzeit. |
11. Zusammenfassung
Vor der Lieferung von Inconel 713LC NGV2-Teilen für UAV-Triebwerke sollte der Lieferant die Materialverifizierung, den Wärmebehandlungszustand, interne Gussfehler, Oberflächenrisse, das Schaufelprofil, den Halsbereich, Plattformabmessungen, Bohrungen, Dichtflächen, Montagebezugspunkte, EDM-Merkmale und die abschließende Dokumentation inspizieren. Diese Kontrollen helfen zu bestätigen, dass die NGV2-Teile für die Montage im heißen Bereich der Turbine, für Triebwerkstests und die Serienfertigung geeignet sind.
Ein zuverlässiger Lieferant für die Inspektion von aerospace Turbinenschaufeln sollte Materialprüfung, Inspektion von Vakuum-Feingussteilen, FPI, Röntgen oder CT, KMK-Messung, 3D-Scanning, Inspektion von CNC-Merkmalen, Überprüfung von EDM-Merkmalen, Kontrolle von Wärmebehandlungsprotokollen und eine vollständige Lieferdokumentation kombinieren. Käufer sollten Inspektionsanforderungen vor der Produktion definieren, damit die endgültigen Inconel 713LC NGV2-Teile sowohl aerodynamischen als auch montagekritischen Anforderungen gerecht werden.



