Gasturbinendüsen für Kraftwerkswartung und Heißteil-Austausch
NewayAeroTech fertigt Gasturbinendüsen und Ersatzteile für Düsensegmente für die Kraftwerkswartung, Reparatur von Heißteilen und langfristige Ersatzteilprogramme. Diese Komponenten können auf Basis von Kundenzeichnungen, Originalmustern, 3D-Scandaten oder Turbinenmodellinformationen hergestellt und anschließend durch Gießen, CNC-Bearbeitung, EDM, Wärmebehandlung, Nachbearbeitung und Inspektion fertiggestellt werden.
Gasturbinendüsen sind kritische Komponenten im heißen Gaspfad. Sie leiten und beschleunigen Hochtemperaturgas in die Turbinenstufe, steuern die Strömungsverteilung und unterstützen den Gesamtwirkungsgrad der Turbine. Bei Gasturbinen zur Stromerzeugung beeinflusst die Qualität des Düsenaustauschs direkt die Zuverlässigkeit des Heißteils, die Planung von Stillstandszeiten und die langfristigen Wartungskosten.
NewayAeroTech unterstützt die Fertigung von Teilen für Gasturbinen zur Stromerzeugung für Düsensegmente, Erststufendüsen, Heißteil-Düsenkomponenten und kundenspezifische Projekte zum Austausch von Turbinendüsen aus Superlegierungen.
Direkte Antwort: Gasturbinendüsen für die Kraftwerkswartung
NewayAeroTech kann Gasturbinendüsen, Düsensegmente, Teile für Erststufendüsen und Ersatzkomponenten für Düsen im heißen Gaspfad für Wartungs- und Reparaturprojekte in Kraftwerken herstellen. Abhängig vom Turbinenmodell und der Teilespezifikation kann der Fertigungsweg Speziallegierungsguss, Vakuum-Feinguss, CNC-Bearbeitung, EDM, Bearbeitung von Kühlmerkmalen, Wärmebehandlung, Beschichtungsvorbereitung und abschließende Inspektion umfassen.
Unsere Fertigungsunterstützung umfasst:
Kundenspezifische Gasturbinendüsen für die Kraftwerkswartung
Ersatz-Gasturbinendüsen für Stromerzeugungsturbinen
Fertigung von Erststufendüsen und Düsensegmenten
Guss und Bearbeitung von Turbinendüsen aus Superlegierungen
Fertige Reparaturteile für Düsen mit Inspektionsdokumentation
Reparaturteile in Kleinserie und langfristige Lieferung von Ersatzdüsen
Ziel ist es, fertige Gasturbinendüsen-Teile mit kontrollierter Strömungskanalgeometrie, Halsfläche, Montageschnittstellen, Dichtflächen, Kühlmerkmalen, Materialkonsistenz und Inspektionsnachweisen bereitzustellen.
Rolle von Gasturbinendüsen bei der Leistung des Heißteils
Gasturbinendüsen leiten, beschleunigen und verteilen heißes Verbrennungsgas, bevor es in die Turbinenschaufeln oder nachgeschaltete Stufen eintritt. Ihre Geometrie steuert die Gasrichtung, Geschwindigkeit, Druckverteilung und lokale thermische Belastung. Dies macht Düsensegmente zu einer der wichtigsten Komponenten im heißen Gaspfad.
In Stromerzeugungsturbinen müssen Gasturbinendüsen mehrere Funktionen erfüllen:
Heißgasstrom im korrekten Winkel auf den Turbinenrotor lenken
Gas durch kontrollierte Düsenkanäle beschleunigen
Halsfläche und Konsistenz des Strömungspfads aufrechterhalten
Wirkungsgrad und Leistungsabgabe der Turbinenstufe unterstützen
Lokale Temperaturverteilung steuern und das Risiko von Hot Streaks reduzieren
Dichtung und Montagestabilität im Heißteil gewährleisten
Da die Düsengeometrie die Turbinenleistung direkt beeinflusst, müssen Ersatzdüsenteile unter strenger Kontrolle der Strömungspfad-Oberflächen, Plattformabmessungen, Dichtflächen, Kühlmerkmale und finalen Montageschnittstellen gefertigt werden.
Häufige Schäden an Gasturbinen-Düsenkomponenten
Gasturbinendüsen arbeiten unter Hochtemperaturgasströmung, Oxidation, Heißkorrosion, thermischer Wechselbelastung, Vibration und Druckschwankungen. Während des Langzeitbetriebs können Düsenkomponenten allmählich ihre ursprüngliche Geometrie und ihren Oberflächenschutz verlieren.
Häufige Düsenschäden umfassen:
Verbrennung oder Ablation auf Oberflächen des heißen Gaspfads
Oxidation und Heißkorrosion in Hochtemperaturzonen
Thermische Risse durch wiederholte Start-Stopp-Zyklen
Abplatzen, Abschälen oder lokaler Verlust der Beschichtung
Plattformverformung oder Beschädigung der Dichtfläche
Änderung der Halsfläche durch Erosion, Verzug oder Ablagerungsbildung
Verstopfung, Verschleiß oder lokale Kantenschäden an Kühllöchern
Verschleiß der Montageschnittstelle, festgestellt während der Stillstandinspektion
Wenn das Düsensegment die Reparaturgrenzen überschreitet, sind Ersatzteile erforderlich, um die Geometrie des Strömungspfads, den thermischen Schutz, die Dichtleistung und die Betriebssicherheit der Turbine wiederherzustellen.
Geeignete Materialien für Heißteil-Gasturbinendüsen
Gasturbinendüsen bestehen üblicherweise aus Nickelbasis-Superlegierungen, Kobaltbasis-Superlegierungen oder anderen oxidationsbeständigen Hochtemperaturlegierungen. Die richtige Materialwahl hängt vom Turbinenmodell, der Düsenstufe, der Betriebstemperatur, der Belastung durch Heißkorrosion, dem Beschichtungssystem und der Originalspezifikation ab.
NewayAeroTech unterstützt das Vakuum-Feingießen von Inconel-Legierungen für Düsen und Heißteilkomponenten auf Nickelbasis. Für Düsenmaterialien auf Kobaltbasis kann das Vakuum-Feingießen von Stellite-Legierungen geprüft werden, wenn Beständigkeit gegen Heißkorrosion, Verschleißfestigkeit und Leistung von Kobaltlegierungen erforderlich sind. Für ausgewählte korrosive und Hochtemperaturumgebungen kann auch das Vakuum-Feingießen von Hastelloy-Legierungen einen Materialvergleich unterstützen.
Materialfamilie | Typische Verwendung in Düsenprojekten | Auswahlkriterien |
|---|---|---|
Nickelbasis-Superlegierungen | Düsensegmente, Leitschaufeln, statische Heißteilkomponenten | Geeignet für Hochtemperaturfestigkeit, Oxidationsbeständigkeit und gegossene Komponenten im heißen Gaspfad |
Kobaltbasis-Superlegierungen | Erststufendüsen, Schaufelsegmente, heißkorrosionsbeständige Komponenten | Nützlich, wenn Beständigkeit gegen Heißkorrosion, thermische Stabilität und Haltbarkeit stationärer Heißteile Priorität haben |
Oxidationsbeständige Legierungen | Düsenkomponenten, die heißem Gas, Beschichtungssystemen und thermischer Wechselbelastung ausgesetzt sind | Ausgewählt gemäß Betriebstemperatur, Gaschemie, Beschichtungsanforderung und Originaldesign |
Bei Ersatz-Gasturbinendüsen sollte die Materialauswahl wann immer möglich der Originalzeichnung oder verifizierten Mustardaten folgen. Wenn äquivalente Materialien in Betracht gezogen werden, sollten Betriebstemperatur, Gasumgebung, Beschichtungssystem und Inspektionsabnahmekriterien vor der Angebotserstellung geprüft werden.
Gießverfahren für Gasturbinendüsen aus Superlegierungen
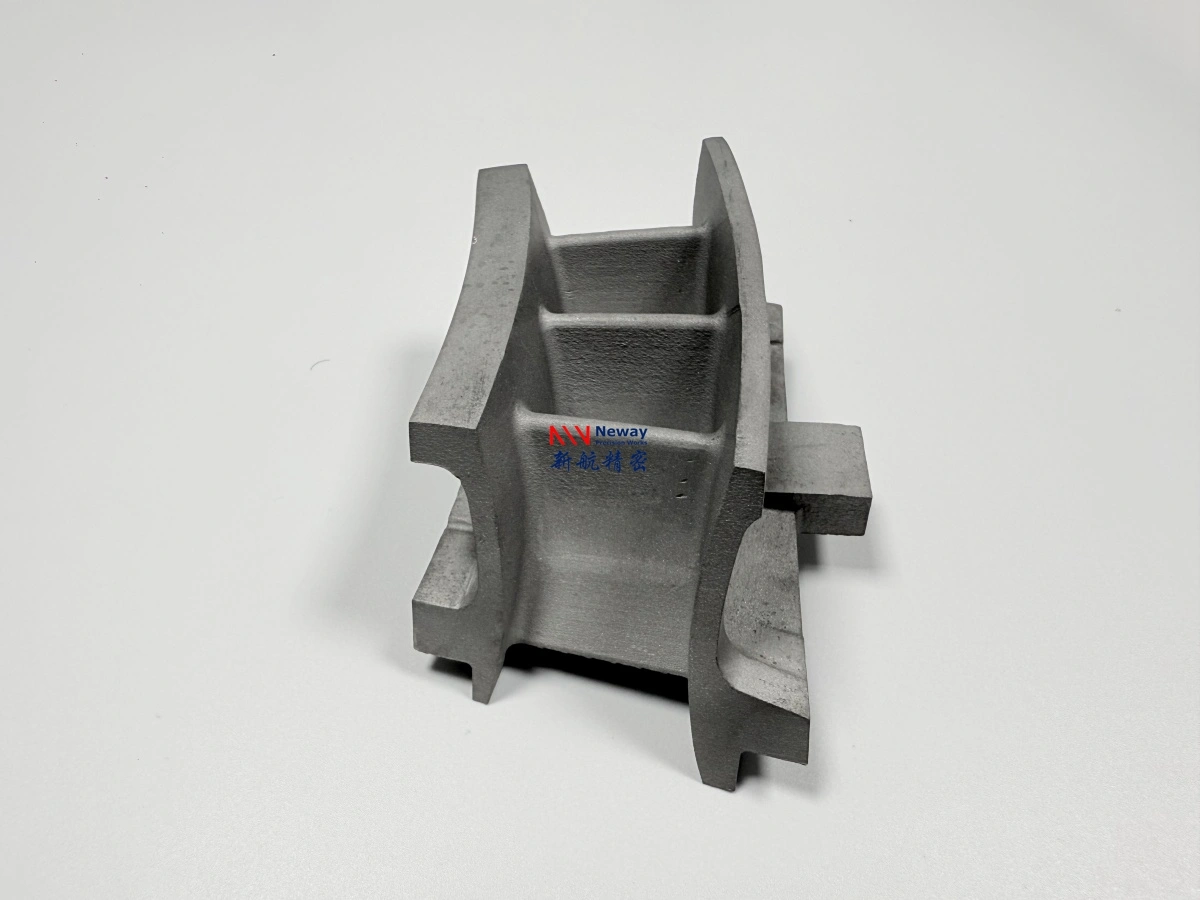
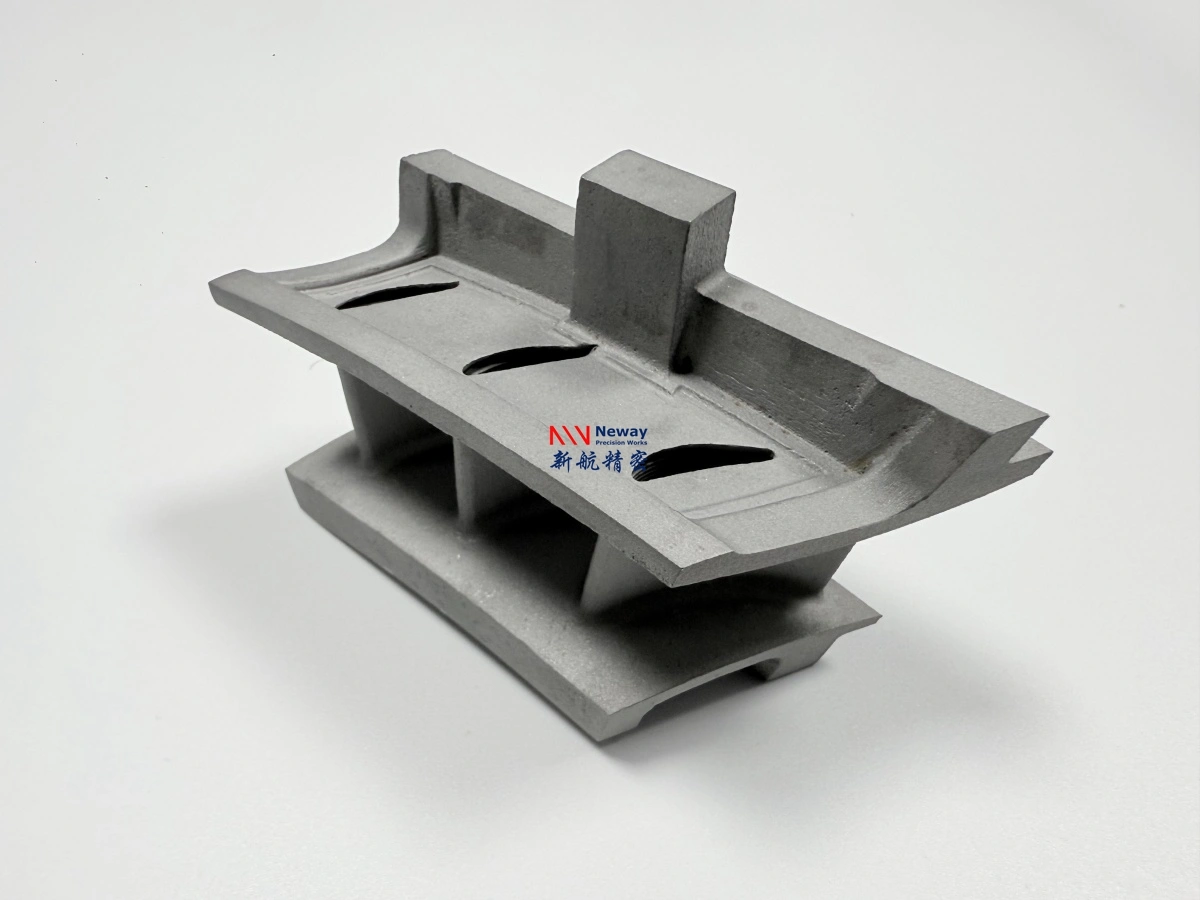
Gasturbinendüsen weisen üblicherweise komplexe gekrümmte Strömungskanäle, Plattformen, Rippen, Naben, kühlungsrelevante Merkmale, Dichtkanten und lokale Montagestrukturen auf. Diese Geometrien sind schwierig und teuer vollständig aus massivem Rohling zu bearbeiten. Daher ist das Gießen für viele Düsenaustauschprojekte der praktische Ausgangspunkt.
Das Speziallegierungsguss für Turbinendüsen unterstützt Hochtemperaturlegierungsteile, bei denen Gießfähigkeit, Legierungsverhalten, Wandstärke und Anforderungen an die nachgelagerte Bearbeitung gemeinsam bewertet werden müssen.
Das Vakuum-Feingießen für Gasturbinendüsen kann rohteilnahe Düsenrohlinge mit komplexer Strömungspfadgeometrie herstellen. Dieses Verfahren reduziert den Materialverschwendungsgrad und ermöglicht es der CNC-Bearbeitung, sich auf präzise Schnittstellen statt auf den gesamten Bauteilkörper zu konzentrieren.
Wichtige Kontrollpunkte beim Gießen umfassen:
Genauigkeit des Wachsmusters für Strömungspfad- und Plattformgeometrie
Stabilität der Keramikschale um dünnwandige und gekrümmte Bereiche
Kontrolle von Schwindung, Porosität, Rissen und Einschlüssen
Zugabe für Dichtflächen, Montageflächen und Bezugspunktbearbeitung
Unterstützung für Kühlmerkmale oder nachgelagerte EDM-/Bohrvorgänge
Inspektionsplanung für interne Fehler und kritische Bereiche
CNC-Bearbeitung für Düsenkomponenten
Das Gießen erzeugt den rohteilnahen Düsenrohling, doch ist eine CNC-Bearbeitung für Oberflächen und Merkmale erforderlich, die Montage, Abdichtung und dimensionale Wiederholgenauigkeit steuern. Gasturbinen-Düsensegmente umfassen üblicherweise Plattformflächen, Dichtflächen, Positionierbohrungen, Montageschnittstellen und Referenzbereiche, die eine präzise Bearbeitung erfordern.
NewayAeroTech bietet CNC-Bearbeitung von Superlegierungen für Düsenkomponenten, einschließlich Nickel- und Kobaltbasis-Hochtemperaturlegierungen, die in Reparaturteilen für Heißteile verwendet werden.
Typische bearbeitete Düsenmerkmale umfassen:
Montageflächen und Montageschnittstellen
Dichtflächen und Kontaktflächen
Positionierbohrungen, Nuten und lokale Befestigungsmerkmale
Plattformkanten und kontrollierte Begrenzungsflächen
Referenzflächen für KMG- und Strömungspfadinspektion
Lokale Bereiche, die Ebenheit, Parallelität oder Profiltoleranz erfordern
Die Planung der Bearbeitungsbezüge ist wichtig, da Düsenkomponenten korrekt im Turbinengehäuse sitzen und mit benachbarten Komponenten des heißen Gaspfads ausgerichtet sein müssen. Ein Teil kann die lokale Bearbeitungsinspektion bestehen, aber dennoch bei der Montage versagen, wenn Bezugsstrategie und funktionale Oberflächen nicht koordiniert sind.
EDM und Bearbeitung von Kühlmerkmalen
Einige Gasturbinen-Düsenkomponenten enthalten Bohrungen, Nuten, Kühlkanäle, Filmkühlmerkmale oder lokale Luftströmungskanäle. Diese Merkmale können mit konventioneller Bearbeitung schwer herzustellen sein, insbesondere in harten Nickel- oder Kobaltbasis-Superlegierungen.
Für kühlungsrelevante Merkmale kann das Tiefbohren von Superlegierungen für Kühlmerkmale geprüft werden, wenn das Design tiefe, enge oder luftströmungsrelevante Bohrungen enthält. EDM kann auch für kleine Bohrungen, enge Nuten, scharfe lokale Begrenzungen und merkmalsbedingt schwer zugängliche Bereiche eingesetzt werden.
Bei der Merkmalsbearbeitung sollten folgende Punkte kontrolliert werden:
Nutbreite und lokale Kantengeometrie
Sauberkeit des Luftströmungskanals und Verstopfungsrisiko
Zustand der Umschmelzschicht oder der wärmebeeinflussten Oberfläche nach dem EDM
Entgraten und Reinigen vor der Beschichtung oder abschließenden Inspektion
Kompatibilität mit der endgültigen Beschichtungsdicke und Maskierungsanforderungen
Kühlochungsdurchmesser, -position und -winkel
Kühlmerkmale und Details des Strömungspfads sollten vor der Angebotserstellung bestätigt werden, da sie Herstellkosten, Durchlaufzeit, Inspektionsmethode und Endleistung erheblich beeinflussen können.
Nachbearbeitung und Beschichtungsvorbereitung für Heißteil-Düsen
Gasturbinendüsen können vor der endgültigen Lieferung eine Wärmebehandlung, Spannungsarmglühung, Oberflächenvorbereitung, Beschichtungsvorbereitung, Reinigung, Polieren oder andere Nachbearbeitungsschritte erfordern. Der richtige Nachbearbeitungsweg hängt von der Legierungsgüte, der Gießmethode, den Zeichnungsanforderungen, dem Beschichtungssystem und dem Kundenabnahmestandard ab.
NewayAeroTech unterstützt die Nachbearbeitung von Superlegierungen für Heißteil-Düsen, um Gießen, Bearbeitung, Oberflächenzustandskontrolle und abschließende Inspektion in einem Fertigungsweg zu verbinden.
Die Nachbearbeitung kann umfassen:
Wärmebehandlung zur Kontrolle des Materialzustands und der Mikrostruktur
Spannungsarmglühung, falls nach Bearbeitung oder EDM erforderlich
Oberflächenreinigung und Oxidentfernung
Beschichtungsvorbereitung für oxidationsbeständige oder Wärmedämmschicht-Systeme
Entgraten und Kantenbearbeitung um Bohrungen, Nuten und Dichtflächen
Abschließende Oberflächenprüfung vor der Lieferung
Wenn eine Beschichtung erforderlich ist, sollten Beschichtungszugaben und maskierte Bereiche definiert werden, bevor die finale Bearbeitung abgeschlossen ist. Andernfalls kann der Beschichtungsauftrag das endgültige Spiel, die Bohrungsgröße, Dichtflächen oder die Passgenauigkeit bei der Montage beeinträchtigen.
Wichtige Kontrollpunkte für den Austausch von Gasturbinendüsen
Gasturbinendüsen sind Steuerungskomponenten im heißen Gaspfad, daher hängen die kritischen Qualitätsmerkmale sowohl von der Geometrie als auch von der Einsatzumgebung ab. Ersatzdüsenteile müssen den korrekten Gasfluss, die Passgenauigkeit, die Abdichtung und die Materialleistung aufrechterhalten.
Zu den wichtigsten Kontrollpunkten gehören:
Konsistenz der Halsfläche und des Gasströmungskanals
Kontur des Strömungspfads, Vorderkanten, Hinterkanten und lokale Übergangsflächen
Montageflächen und Montageschnittstellen
Dichtflächen, Kontaktflächen und Randspalte
Positionierbohrungen, Nuten und lokale Befestigungsmerkmale
Kühllöcher, Luftströmungskanäle und lokale Sauberkeit der Durchgänge
Materialchemie, Wärmebehandlungszustand und Gussqualität
Qualität der Beschichtungsvorbereitung, wenn TBC oder oxidationsbeständige Beschichtung erforderlich ist
Beim Austausch verschlissener Muster müssen Service-Schäden von der ursprünglichen Konstruktionsabsicht getrennt werden. Verbrannte Kanten, verschlissene Dichtflächen, verstopfte Kühllöcher, Beschichtungsverlust und thermische Verformungen sollten nicht direkt in das Ersatzdüsenmodell übernommen werden.
Inspektion fertiger Gasturbinen-Düsenkomponenten
Die Inspektion ist für Ersatzteile von Gasturbinendüsen unerlässlich, da das Bauteil Anforderungen an Material, Guss, Bearbeitung, Strömungspfad und Oberflächenqualität erfüllen muss. Ein vollständiger Inspektionsplan sollte vor Produktionsbeginn bestätigt werden.
Inspektionspunkt | Was zu prüfen ist | Warum es wichtig ist |
|---|---|---|
Röntgen oder CT | Interne Porosität, Schwindung, Einschlüsse, versteckte Gussfehler | Bestätigt die Gussqualität für den Einsatz im Heißteil |
FPI (Farbeindringprüfung) | Oberflächenrisse und offene Fehler | Identifiziert Rissrisiken vor Beschichtung, Montage oder Lieferung |
KMG-Inspektion | Montageflächen, Dichtflächen, Bezugsmerkmale, Plattformabmessungen | Bestätigt Montagepassung und dimensionale Wiederholgenauigkeit |
Strömungspfad-Inspektion | Halsfläche, Kontur des Düsenkanals, Geometrie der Vorder- und Hinterkante | Unterstützt die Gasflusssteuerung und den Turbinenwirkungsgrad |
Materialverifizierung | Chemische Zusammensetzung, Legierungsgüte, Materialzertifikat | Bestätigt, dass die Düse aus der spezifizierten Hochtemperaturlegierung besteht |
Oberflächenqualität | Bearbeitungsspuren, Oberfläche zur Beschichtungsvorbereitung, Kantenschäden, Lochverstopfung | Reduziert Ausfälle im heißen Gaspfad und Beschichtungsrisiken |
Inspektionsanforderungen wie Röntgen, FPI, KMG, Materialberichte, Beschichtungsinspektion und Strömungspfadmessung sollten während der Angebotsanfrage (RFQ) definiert werden. Dies vermeidet Kosten- und Durchlaufzeitunsicherheiten nach Produktionsbeginn.
Unterstützung durch Reverse Engineering für Düsensegmente
Viele Kraftwerkswartungsprojekte beginnen mit gebrauchten Düsensegmenten, unvollständigen Zeichnungen oder 3D-Scandaten. In diesen Fällen muss das Reverse Engineering die ursprüngliche Funktionsgeometrie identifizieren, anstatt beschädigte Gebrauchsoberflächen zu kopieren.
NewayAeroTech kann Projekte zum Austausch von Gasturbinendüsen prüfen auf Basis von:
Originalzeichnungen und 3D-CAD-Dateien
Muster gebrauchter Düsensegmente
3D-Scandaten und rekonstruierten Modellen
Materialanalyse alter Teile
Fotos, die Oxidation, Verbrennung, Risse oder Beschichtungsverlust zeigen
Turbinenmodell, Düsenstufe und Betriebsbedingungen
Bei durch Reverse Engineering erstellten Düsenkomponenten sollten Halsfläche, Strömungspfadkontur, Dichtflächen, Kühlmerkmale und Montageschnittstellen sorgfältig geprüft werden. Diese Merkmale bestimmen, ob die Ersatzdüse in der Turbine korrekt funktionieren kann.
Mehrwert des Lieferanten für Kraftwerks-Düsenreparaturprojekte
Ein qualifizierter Lieferant für Gasturbinendüsen sollte mehr als nur Gießkapazitäten bieten. Der Lieferant sollte die Funktion des heißen Gaspfads, die Materialauswahl, den Gießweg, die Bearbeitungsbezüge, die Verarbeitung von Kühlmerkmalen, die Beschichtungsvorbereitung und die Inspektionsplanung verstehen.
NewayAeroTech unterstützt Reparatur- und Austauschprojekte für Kraftwerksdüsen durch Bereitstellung von:
Prüfung von Materialien aus Superlegierungen und Kobaltlegierungen
Optionen für Speziallegierungsguss und Vakuum-Feinguss
CNC-Bearbeitung für Dichtflächen, Montageflächen und Bezugsmerkmale
Prüfung von EDM und Tiefbohrungen für Kühl- und Luftströmungsmerkmale
Unterstützung bei Wärmebehandlung, Beschichtungsvorbereitung und Nachbearbeitung
Planung von Inspektionen mittels Röntgen, FPI, KMG, Materialverifizierung und Strömungspfadmessung
Fertigung von Prototypen, Reparaturteilen in Kleinserie und langfristiger Herstellung von Ersatzdüsen
Dieser integrierte Weg hilft, Kommunikationslücken zwischen Lieferanten für Gießen, Bearbeitung, Beschichtung und Inspektion zu reduzieren. Dies ist besonders wertvoll, wenn Stillstandspläne von Kraftwerken eine vorhersagbare Lieferung und klare Inspektionsdokumentation erfordern.
Checkliste für Angebotsanfragen (RFQ) bei Ersatzteilen für Gasturbinendüsen
Um Gasturbinendüsen und Ersatzteile für Düsensegmente präzise zu kalkulieren, sollten Kunden sowohl technische Zeichnungen als auch Serviceinformationen bereitstellen. Dies hilft dem Lieferanten, Gießwerkzeuge, Materialauswahl, Bearbeitungsweg, Inspektionskosten und Fertigungsrisiken zu bewerten.
Eine vollständige Angebotsanfrage sollte Folgendes enthalten:
Turbinenmodell, Düsenstufe, Teilenummer und Revisionsstand
2D-Zeichnung und 3D-CAD-Datei, falls verfügbar
Gebrauchtes Düsenmuster, Fotos oder 3D-Scandaten, falls Reverse Engineering erforderlich ist
Erforderliche Materialgüte, z. B. nickelbasiert, kobaltbasiert oder kundenspezifische Superlegierung
Anforderung an den Gießweg, z. B. Speziallegierungsguss oder Vakuum-Feinguss
Anforderungen an Wärmebehandlung, Beschichtung, TBC oder Nachbearbeitung
Anforderungen an Strömungspfadkontur, Halsfläche, Kühllöcher, Dichtflächen und Montageschnittstellen
Inspektionsanforderungen wie Röntgen, CT, FPI, KMG, Materialbericht, Beschichtungsbericht oder Strömungspfadinspektion
Menge für Prototyp, Reparaturcharge oder langfristiges Ersatzteilprogramm
Lieferplan, Terminierung des Stillstands, Verpackungs- und Dokumentationsanforderungen
Wenn das Projekt auf einer beschädigten oder verschlissenen Probe basiert, sollten Kunden verbrannte Bereiche, verschlissene Dichtflächen, verstopfte Kühllöcher, fehlende Beschichtung, gerissene Bereiche und funktionale Oberflächen markieren. Dies hilft, Fehler beim Reverse Engineering zu vermeiden und die Zuverlässigkeit der Ersatzteile zu verbessern.
Fazit
Gasturbinendüsen für die Kraftwerkswartung und den Austausch von Heißteilen erfordern kontrolliertes Gießen von Superlegierungen, CNC-Bearbeitung, EDM oder Bohren, Wärmebehandlung, Beschichtungsvorbereitung und abschließende Inspektion. Diese Komponenten leiten und beschleunigen den Heißgasstrom, daher müssen Halsfläche, Strömungspfadkontur, Dichtflächen, Kühlmerkmale, Materialkonsistenz und Oberflächenqualität sorgfältig gesteuert werden.
NewayAeroTech unterstützt die Fertigung von Ersatz-Gasturbinendüsen auf Basis von Zeichnungen, alten Düsensegmenten, 3D-Scandaten oder Turbinenmodellinformationen. Unsere Kompetenzen umfassen Speziallegierungsguss, Vakuum-Feinguss, CNC-Bearbeitung von Superlegierungen, Verarbeitung von Kühlmerkmalen, Nachbearbeitung, Röntgen, FPI, KMG, Materialverifizierung und Lieferung fertiger Düsen.
Für ein Angebot von Reparaturteilen für Gasturbinendüsen senden Sie bitte das Turbinenmodell, die Düsenstufe, die Teilenummer, die 2D-Zeichnung, die 3D-Datei, Musterfotos, Materialanforderung, Beschichtungsanforderung, Inspektionsstandard, Menge und Lieferziel. Unser Ingenieurteam kann den geeignetsten Fertigungsweg für Ihr Kraftwerkswartungsprojekt prüfen.
