Stellite-Legierung Isolierschilde 3D-gedruckt für Hochtemperaturanwendungen
Einführung
Stellite-Legierungen sind bekannt für ihre hervorragende Verschleißfestigkeit, Oxidationsbeständigkeit und mechanische Festigkeit bei erhöhten Temperaturen, was sie zum perfekten Material für die Herstellung von Hochleistungs-Isolierschilden macht. Bei Neway AeroTech sind wir spezialisiert auf 3D-Druckdienstleistungen für Stellite-Legierungen, die komplexe, langlebige, leichte Isolierschilde liefern, die für Luft- und Raumfahrt, Energie und industrielle Hochtemperaturanwendungen optimiert sind.
Durch den Einsatz fortschrittlicher Selective Laser Melting (SLM)-Technologie produziert Neway maßgeschneiderte Stellite-Komponenten mit überlegener thermischer und mechanischer Leistung, die Zuverlässigkeit unter extremen Betriebsbedingungen gewährleisten.
Herausforderungen bei der Herstellung von Stellite-Isolierschilden
Die Herstellung von 3D-gedruckten Isolierschilden aus Stellite 6 und Stellite 21 stellt spezifische Herausforderungen dar:
Beherrschung von Eigenspannungen und Minimierung von Verzug während hoch energetischer schichtweiser Schmelzprozesse, verursacht durch die geringe Wärmeleitfähigkeit der Legierung (11–14 W/m·K).
Erreichen von nahezu vollständigen Dichtewerten (>99,5 %), um optimale mechanische Festigkeit beizubehalten und vorzeitige Ermüdungsausfälle zu verhindern.
Einhalten von Maßtoleranzen innerhalb von ±0,05 mm, entscheidend für die Montageausrichtung und die Gewährleistung der dynamischen Leistung.
Erzielen von Oberflächenrauheiten Ra ≤5 µm, essentiell zur Minimierung von Oxidationsstellen und zur Sicherstellung längerer Wartungsintervalle.
3D-Druckprozess für Stellite-Legierungs-Isolierschilde
Unser additiver Fertigungsprozess für Stellite-Hitzeschilde umfasst:
Pulverqualitätskontrolle: Verwendung von gasverdüsten Stellite-Pulvern mit Partikelgrößen zwischen 15–45 µm, um eine konsistente Schichtbildung sicherzustellen.
Selective Laser Melting (SLM): Kontrolliertes Laserschmelzen in einer Argonatmosphäre, um Oxidation zu eliminieren und die Bildung hochdichter Bauteile zu fördern.
Prozessoptimierung: Feinabstimmung der Scan-Geschwindigkeit (~600–800 mm/s), Laserleistung (250–400 W) und Hatch-Abstand (~0,1–0,13 mm), um den Energieeintrag auszugleichen und Eigenspannungen zu minimieren.
Stützstrukturentfernung und HIP-Behandlung: Entfernung der Stützstrukturen gefolgt von Hot Isostatic Pressing (HIP) bei 1200°C und 100 MPa für 4 Stunden, um interne Defekte zu beseitigen.
Präzisions-CNC-Bearbeitung: Erreichen der endgültigen Maßgenauigkeit von ±0,01 mm und Oberflächenrauheiten Ra ≤1,6 µm an kritischen Schnittstellen.
Wärmebehandlung: Anwendung von Lösungsglühen bei 1150°C gefolgt von Luftabkühlung, um das Gefüge zu stabilisieren und die Thermoermüdungsleistung zu verbessern.
Vergleich von Fertigungsmethoden für Stellite-Isolierschilde
Fertigungsmethode | Maßgenauigkeit | Oberflächengüte (Ra) | Thermische Stabilität | Verschleißfestigkeit | Kosteneffizienz |
|---|---|---|---|---|---|
3D-Druck (SLM) | ±0,05 mm | ≤5 µm | Überlegen (bis zu 950°C) | Überlegen (HRC 43–55) | Mittel |
Vakuum-Feinguß | ±0,1 mm | ≤3,2 µm | Gut (bis zu 800°C) | Gut | Mittel |
CNC-Bearbeitung (aus Vollmaterial) | ±0,01 mm | ≤0,8 µm | Ausgezeichnet (über 950°C) | Gut | Hoch |
Strategie zur Auswahl der Fertigungsmethode
Die Wahl der richtigen Fertigungsmethode hängt von der Bauteilkomplexität, den Leistungsanforderungen und den Kosten ab:
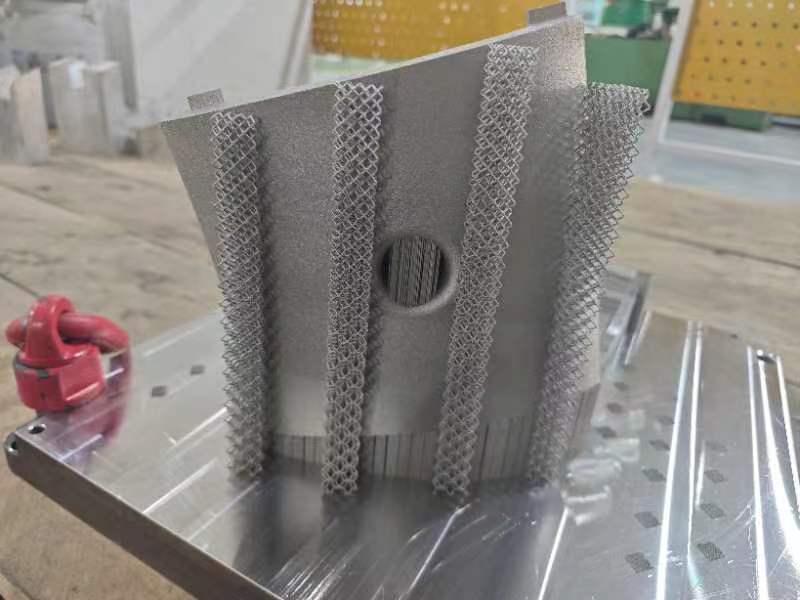
3D-Druck (SLM): Am besten geeignet für hochkomplexe und leichte Isolierschilde, die Wandstärken bis hinunter zu 1,0 mm und komplexe interne Gitterstrukturen erfordern.
Vakuum-Feinguß: Geeigneter für einfachere Geometrien, die Maßabweichungen von ±0,1 mm tolerieren.
CNC-Bearbeitung (aus Vollmaterial): Ideal für massive Schilde, die ultrahohe Präzision (±0,01 mm) benötigen, jedoch auf Kosten eines höheren Bauteilgewichts.
Leistungsmatrix für Stellite-Legierungen
Legierungsmaterial | Max. Betriebstemp. (°C) | Härte (HRC) | Kriechbeständigkeit | Oxidationsbeständigkeit | Typische Anwendungen |
|---|---|---|---|---|---|
800 | 43–50 | Gut (bis zu 600°C) | Ausgezeichnet | Thermische Schilde, Erosionsbarrieren | |
800 | 35–45 | Mäßig (unter 500°C) | Ausgezeichnet | Hochtemperaturschilde, Strukturteile | |
850 | 48–55 | Gut (bis zu 650°C) | Gut | Verschleißfeste Isolierteile | |
800 | 42–48 | Gut (600°C kontinuierlich) | Ausgezeichnet | Rotorschilde, verschleißfeste Platten | |
780 | 35–42 | Mäßig (bis zu 500°C) | Gut | Auspuffabschirmungskomponenten | |
950 | 30–38 | Gut (bis zu 700°C) | Ausgezeichnet | Hochtemperatur-Strukturschilde |
Legierungsauswahlstrategie für Isolierschilde
Die Auswahl der richtigen Stellite-Legierung gewährleistet optimalen Wärmeschutz und Lebensdauer:
Stellite 6: Standard für Isolierschilde, bei denen Betriebstemperaturen bis zu 800°C, hohe Verschleiß- und Korrosionsbeständigkeit erforderlich sind.
Stellite 21: Gewählt für Anwendungen, die ein gutes Gleichgewicht zwischen Duktilität und Oxidationsbeständigkeit bei mäßigen Kriechanforderungen benötigen.
Stellite 12: Empfohlen für Schilde, die abrasiven Partikeln und zyklischer thermischer Belastung bei Temperaturen bis zu 850°C ausgesetzt sind.
Stellite 6B: Ideal für rotierende Schilde oder Abdeckungen, die Ermüdungs- und Verschleißschutz erfordern.
Stellite 20: Kosteneffektive Option für Abschirmungen im Abgassystem unter mäßiger thermischer und chemischer Belastung.
Stellite 25: Bevorzugt für Luft- und Raumfahrt sowie Energiesektor, wo Hochtemperaturbetrieb bis zu 950°C mit Oxidationsbeständigkeit kritisch ist.
Wichtige Nachbearbeitungstechniken
Essentielle Nachbearbeitungsmethoden umfassen:
Hot Isostatic Pressing (HIP): Erzielt vollständig dichte Bauteile (>99,9 %) und verbessert die Ermüdungsleistung durch Schließen interner Poren.
Präzisions-CNC-Bearbeitung: Feinabstimmung von Oberflächen und Toleranzen für enge Montageanforderungen (±0,01 mm).
Wärmebehandlung: Lösungsglühen bei 1150°C verbessert die Gefügegleichmäßigkeit und mechanische Zuverlässigkeit.
Oberflächenbeschichtung: Die Anwendung fortschrittlicher TBC (Thermal Barrier Coatings) erweitert manchmal den Wärmewiderstand über 1000°C hinaus.
Prüfmethoden und Qualitätssicherung
Alle Neway AeroTech-Isolierschilde durchlaufen strenge validierung nach Luft- und Raumfahrtstandard:
Koordinatenmessmaschine (CMM): Maßliche Überprüfung mit einer Genauigkeit von ±0,005 mm.
Röntgenprüfung: Zerstörungsfreie Prüfung der internen Integrität und Porenverteilung.
Metallografische Mikroskopie: Gefügeanalyse für Karbidverteilung und Phasengleichgewicht.
Zugprüfung: Validierung der mechanischen Eigenschaften zur Sicherstellung der spezifizierten Festigkeit und Dehnung.
Fallstudie: 3D-gedruckte Stellite 6-Isolierschilde
Neway AeroTech produzierte 3D-gedruckte Stellite 6-Isolierschilde für heiße Sektionen von Turbinentriebwerken:
Betriebstemperatur: Kontinuierliche Belastung bis zu 800°C
Maßgenauigkeit: Eingehaltene ±0,05 mm über komplexe Freiformgeometrien
Oberflächengüte: Erzielte Ra ≤4,5 µm zur Minimierung von Oxidationsstellen
Zertifizierung: Vollständige Konformität mit AS9100-Luft- und Raumfahrtqualitätsstandards
FAQs
Warum eignen sich Stellite-Legierungen für 3D-gedruckte Hochtemperatur-Isolierschilde?
Welche Maßtoleranzen kann Neway AeroTech für 3D-gedruckte Stellite-Schilder erreichen?
Wie verbessert Hot Isostatic Pressing (HIP) die Zuverlässigkeit von 3D-gedruckten Stellite-Komponenten?
Welche Stellite-Güten werden für Isolierschilde empfohlen, die über 800°C betrieben werden?
Welche Qualitätskontrollstandards wendet Neway AeroTech für die Herstellung von Isolierschilden an?
