高温合金 Nimonic 80A 导向叶片等轴晶铸造供应商
简介
Nimonic 80A 是一种用钛和铝强化的镍铬合金,具有优异的高温强度、抗氧化性和高达 815°C 的抗蠕变性。其抗拉强度约为 950 MPa,并具有卓越的抗疲劳性,是高负荷、高温燃气轮机环境中运行的导向叶片的理想选择。
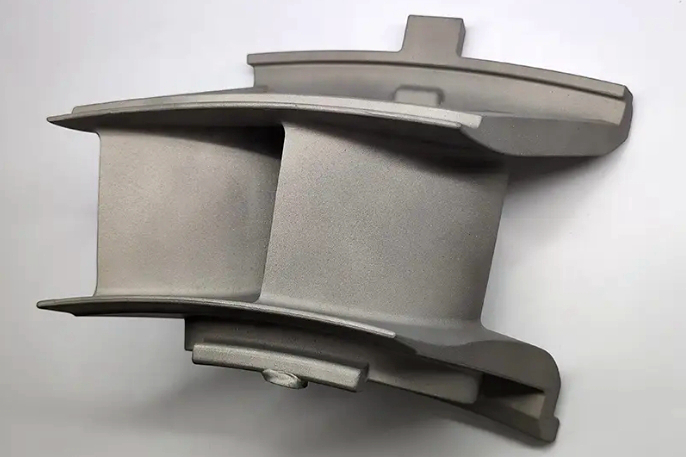
在 Neway AeroTech,我们采用先进的等轴晶真空熔模铸造技术供应 Nimonic 80A 导向叶片,确保细晶粒结构、精确的尺寸精度,并为航空航天和工业涡轮应用提供增强的机械性能。
Nimonic 80A 导向叶片的关键制造挑战
控制凝固速率 (~5–8°C/min) 以形成均匀的等轴晶粒,确保抗蠕变强度。
保持化学成分 (Ni ≥69%, Cr ~20%, Ti ~2.4%, Al ~1.4%) 以实现最大的抗氧化性和抗疲劳性。
实现严格的尺寸公差 (±0.05 mm) 以确保气动性能和装配配合。
确保优异的表面光洁度 (Ra ≤1.6 µm) 以减少湍流并优化气流。
Nimonic 80A 导向叶片的等轴晶铸造工艺
生产过程包括:
蜡模制作: 尺寸精度为 ±0.1% 的精密蜡模。
陶瓷型壳形成: 多层陶瓷浆料和耐火砂,确保型壳高强度。
脱蜡: 在约 150°C 下进行高压釜脱蜡,在保持型壳完整性的同时干净地去除蜡料。
真空熔炼与浇注: 合金在约 1380°C 下熔化,并在真空 (<10⁻³ Pa) 下浇注以避免氧化。
受控凝固: 均匀冷却以形成细小的等轴晶粒,增强抗蠕变和抗疲劳性。
型壳去除与最终精加工: 去除陶瓷型壳,进行 CNC 加工和抛光,以满足最终规格要求。
导向叶片铸造方法对比分析
工艺 | 表面光洁度质量 | 尺寸精度 | 机械强度 | 抗蠕变性 | 成本水平 |
|---|---|---|---|---|---|
等轴晶铸造 | 良好 (Ra ~3 µm) | 高 (±0.05 mm) | 优异 (~950 MPa) | 高 | 中等 |
单晶铸造 | 优异 (Ra ≤1.6 µm) | 非常高 (±0.03 mm) | 卓越 | 卓越 | 高 |
砂型铸造 | 中等 (Ra ~12 µm) | 中等 (±0.5 mm) | 良好 (~800 MPa) | 中等 | 低 |
毛坯 CNC 加工 | 优异 (Ra ≤0.8 µm) | 非常高 (±0.01 mm) | 优异 | 优异 | 高 |
Nimonic 80A 导向叶片的最佳制造策略
Nimonic 80A 合金性能概述
性能 | 数值 | 应用相关性 |
|---|---|---|
抗拉强度 | ~950 MPa | 适用于涡轮环境的优异强度 |
最高工作温度 | ~815°C | 在涡轮运行中可靠的机械性能 |
抗疲劳性 | 卓越 | 抵抗循环载荷下的开裂 |
抗氧化性 | 优异 | 耐受严苛的废气环境 |
热膨胀系数 | ~13.5 µm/m·°C | 在热循环下保持尺寸稳定性 |
使用 Nimonic 80A 制造导向叶片的优势
高抗拉强度和抗疲劳强度 确保叶片在高速涡轮环境中的耐用性。
出色的抗氧化性 在 815°C 的工作温度下最大限度地减少性能退化。
优异的抗蠕变性 确保叶片在持续的热应力和机械应力下保持几何形状稳定。
良好的成形性和铸造性 能够实现复杂的气动设计。
Nimonic 80A 叶片的后处理技术
热等静压 (HIP):致密化材料,在约 1160°C、100 MPa 下消除内部孔隙。
热障涂层 (TBC):施加约 250 µm 的陶瓷涂层以增强热疲劳寿命。
��密 CNC 加工:实现气动表面 ±0.01 mm 的公差。
无损检测 (NDT):验证内部和外部结构无缺陷。
导向叶片的检测与质量保证
坐标测量机 (CMM):确保关键气动表面 ±0.05 mm 的尺寸精度。
超声波检测 (UT):在不影响零件完整性的情况下检测内部缺陷。
渗透检测 (PT):定位宽度低至 0.002 mm 的表面缺陷。
金相分析:确认显微组织和晶粒尺寸符合 ASTM 标准。
行业应用与案例研究
Neway AeroTech 生产的 Nimonic 80A 导向叶片广泛应用于航空航天涡轮、工业燃气轮机和高效能发电系统。在一个领先的航空航天涡轮项目中,等轴晶铸造的 Nimonic 80A 叶片在超过 7,000 运行小时内保持了尺寸稳定性和强度,减少了维护频率,并将发动机大修间隔延长了 20%。
常见问题解答
Neway AeroTech 为 Nimonic 80A 导向叶片实现的尺寸公差是多少?
为什么等轴晶铸造适用于 Nimonic 80A 叶片的生产?
在涡轮应用中,Nimonic 80A 与其他 Nimonic 合金相比如何?
哪些行业通常使用 Nimonic 80A 导向叶片?
Neway AeroTech 如何确保 Nimonic 80A 铸造叶片部件的质量?
