CNC-Bearbeitung von Superlegierungen für Luftfahrt-Turbinenrotor-Komponenten
Da globale Luftfahrt-Antriebsprogramme nach höheren Schub-Gewichts-Verhältnissen und thermischer Effizienz streben, steigt die Nachfrage nach präzisionsgefertigten Turbinenkomponenten aus Superlegierungen weiter an. Im Jahr 2024 überstieg der Sektor der CNC-Bearbeitung für die Luftfahrt allein 5,3 Milliarden USD, wobei Turbinenrotoren über 32 % des Einsatzes von Hochtemperaturlegierungen ausmachten.
Neway AeroTech liefert in diesem Bereich kritische Lösungen. Unsere fortschrittliche CNC-Bearbeitung von Inconel, Rene und Nimonic-Legierungen ermöglicht überlegene Maßhaltigkeit, Ermüdungsbeständigkeit und Leistung für Turbinenrotoren, die bei über 15.000 U/min und 1000 °C arbeiten.
Kerntechnologie der CNC-Bearbeitung von Superlegierungen
Die CNC-Bearbeitung von Superlegierungen bei Neway AeroTech kombiniert Präzision, thermische Stabilität und Technologien zur Optimierung der Werkzeugstandzeit für extreme Anwendungen.
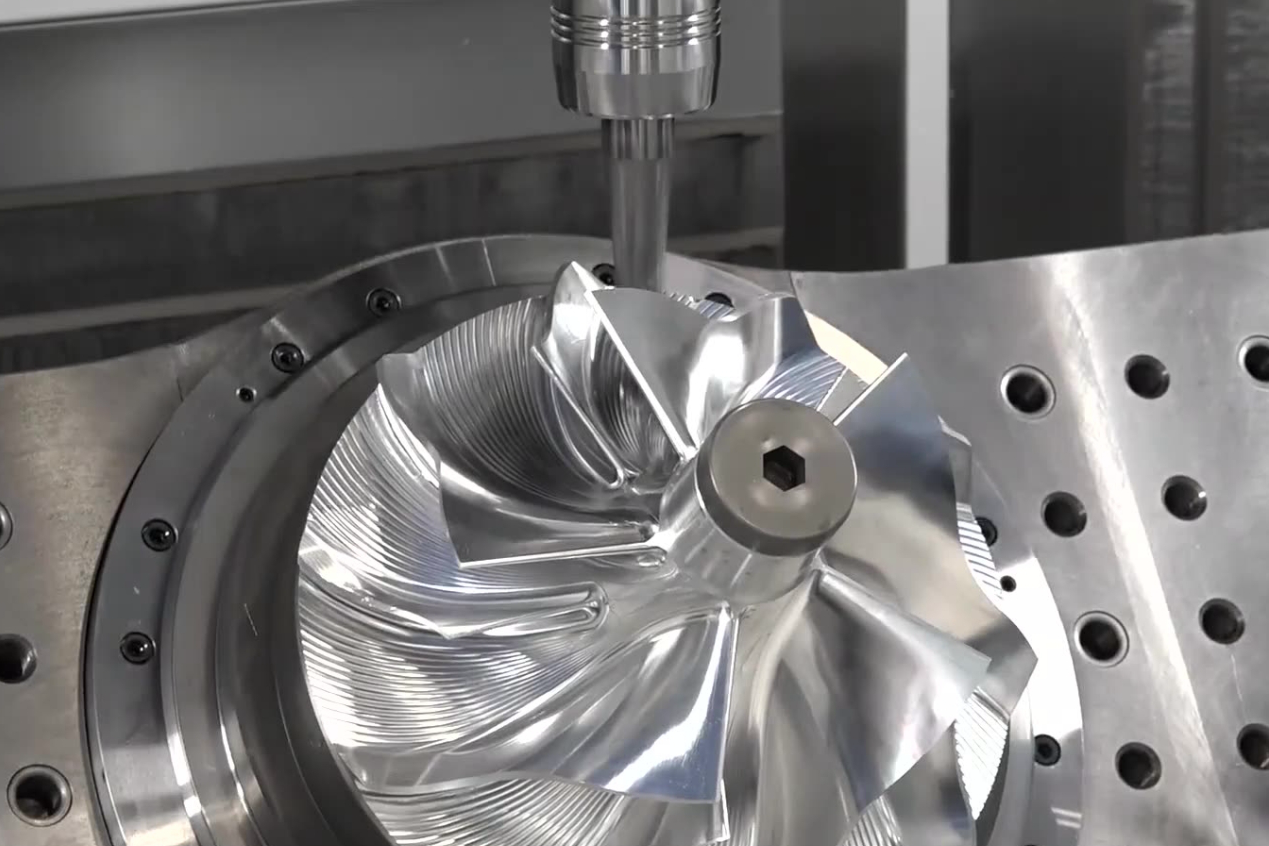
5-Achs-CNC-Bearbeitung ermöglicht vollständigen Werkzeugzugang für komplexe Konturen und tiefe Kavitäten bei Turbinenkomponenten aus Superlegierungen.
Algorithmen zum Werkzeugverschleißausgleich gewährleisten dimensionsgetreue Wiederholgenauigkeit für verlängerte Betriebszeiten unter abrasiven Bedingungen beim Kontakt mit Legierungen.
Kühlmittelsysteme mit Hochdruck durch die Spindel reduzieren Wärmeaufbau und verbessern die Schneideffizienz bei zähen Superlegierungsmaterialien.
CMM- und REM-Inspektion nach der Bearbeitung garantiert die Einhaltung von Toleranzen im Mikrometerbereich und Spezifikationen für die Luftfahrt.
Alle Bearbeitungsoperationen entsprechen Luftfahrtnormen wie AS9100D und NADCAP und gewährleisten eine konsistente Präzision bis hin zu Toleranzen von ±5 μm.
Typische Superlegierungen in der CNC-Bearbeitung
Die folgenden Superlegierungen werden häufig für Turbinenrotor-Komponenten verwendet:
Legierung | Max. Betriebstemperatur (°C) | Zugfestigkeit (MPa) | Anwendung |
|---|---|---|---|
704 | 1240 | Rotorscheiben, Turbinennaben | |
980 | 1450 | Turbinenschaufeln, Rotoren | |
920 | 1265 | Verdichterrotoren | |
1140 | 1000 | Wurzeln von Turbinenleitschaufeln |
Jede Legierung bietet spezifische Vorteile hinsichtlich Kriechbeständigkeit, Ermüdungslebensdauer und Oxidationsschutz unter extremen Bedingungen.
Fallstudie: CNC-Bearbeitung von Turbinenrotor-Komponenten
Projekthintergrund
Ein Kunde aus dem Bereich der Luftfahrtantriebe benötigte CNC-bearbeitete Rotorscheiben aus Inconel 718 für ein Militär-Turbofantriebwerk der nächsten Generation. Die Komponente erforderte eine Profiltoleranz innerhalb von ±0,01 mm und eine Konzentrizität von weniger als 0,008 mm. Die Außengeometrie wies Hinterschneidungen, tiefe Kavitäten und Bohrungsausrichtungstoleranzen auf, die enger als ISO H6 waren.
Typische Modelle und Anwendungen von Turbinenrotor-Komponenten
Modell | Anwendung | Material | Max. U/min | Beschreibung |
|---|---|---|---|---|
TRD-950 | Hochdruckrotor für Strahltriebwerke | Inconel 718 | 18.000 | Präzisionsauswuchtung, Nabe mit Mehrfachbohrungen |
LPT-420 | Niederdruck-Turbinenscheibe | Rene 88 | 12.000 | Spannungsarm geglüht, profilgefräst |
CPT-180 | Verdichterrotor | Nimonic 90 | 16.000 | Leichtbau-Blisk-Design |
Diese Teile sind integraler Bestandteil von Triebwerksmodulen auf verschiedenen Luftfahrtplattformen wie F-Klasse-Turbinen, fortschrittlichen UAVs und überschallfähigen Jets.
Herausforderungen bei der CNC-Bearbeitung von Turbinenrotor-Komponenten
Werkzeugverschleiß überschreitet 0,05 mm/Stunde aufgrund einer Legierungshärte von über 40 HRC und aggressiver Anforderungen an die Schneidengeometrie.
Thermische Verformung überschreitet 0,02 mm während kontinuierlicher Operationen von über 2 Stunden bei Schnittgeschwindigkeiten jenseits von 150 m/min auf Oberflächen aus Superlegierungen.
Toleranzen für Bohrungs- und Wellenausrichtung unter 8 μm erfordern hochpräzise Tastmethoden und mehrstufige Korrekturverfahren für Werkzeugwege.
Eigenspannungen von bis zu 450 MPa müssen nach dem Schruppen abgebaut werden, um Verzug während der Schlichtdurchgänge zu verhindern.
Spanabtransport in Kavitäten tiefer als 8×D erfordert eine optimierte Spiralgeometrie und einen Kühlmitteldruck von über 80 bar.
Lösungen für die CNC-Bearbeitung von Turbinenrotor-Komponenten
Kryogene Bearbeitung bei -196 °C unter Verwendung von flüssigem Stickstoff reduzierte den Werkzeugverschleiß um 25 % und verbesserte die Oberflächenintegrität erheblich.
Adaptive Schrupp-Werkzeugwege mit Trochoidal-Fräsen minimierten den Werkzeugdruck und reduzierten die Zykluszeiten um etwa 18 % über mehrere Kavitätsprofile hinweg.
Maschineninternes Tasten mit 3D-Scanning gewährleistete eine Bohrungsausrichtungsgenauigkeit innerhalb von 6 μm und reduzierte den manuellen Inspektionsaufwand um 60 %.
Heißisostatisches Pressen (HIP) bei 1030 °C und 100 MPa eliminierte 98 % der internen Porosität vor der finalen Schlichtbearbeitung.
GDMS-Legierungsvalidierung bestätigte die elementare Konsistenz innerhalb von ±0,03 Gew.-% vor der Bearbeitung, um die mechanische Leistung bei Betriebstemperaturen von 1000 °C sicherzustellen.
Ergebnisse und Verifizierung
Fertigung: Rotorscheiben wurden auf 5-Achs-Bearbeitungszentren gefertigt und erreichten eine Maßgenauigkeit innerhalb von ±5 μm sowie eine Rundheit von 0,007 mm. Sie behielten die Balance für Betriebsgeschwindigkeiten von 18.000 U/min bei, mit einer Konzentrizität (TIR) unter 0,006 mm.
Oberflächenbearbeitung: Die Oberflächenrauheit wurde unter Verwendung von Diamant-Schlichtwerkzeugen mit einer kontrollierten Vorschubgeschwindigkeit von 0,02 mm/Umdrehung und einer optimierten Spindeldrehzahl von 1800 U/min auf Ra 0,4 μm reduziert, was die Ermüdungslebensdauer erheblich verbesserte.
Nachbehandlung: Eine HIP-Behandlung bei 1030 °C und 100 MPa über 4 Stunden eliminierte Poren und stellte die isotrope Kornstruktur wieder her, wodurch die mechanische Festigkeit bei Betriebstemperaturen von 980 °C erhalten blieb.
Prüfung: Die KMG-Inspektion bestätigte eine 100-prozentige Toleranzeinhaltung; Röntgen-, REM- und GDMS-Analysen verifizierten die Materialgleichmäßigkeit, wobei Ermüdungstests eine 1,5-fach längere Lebensdauer als die Basisanforderung des Kunden zeigten.
FAQs
Welche typischen Toleranzen sind bei CNC-bearbeiteten Turbinenrotoren erreichbar?
Wie gehen Sie mit Eigenspannungen in dickwandigen Bauteilen aus Superlegierungen um?
Welche Zertifizierungen sind für Lieferanten von Luftfahrt-Rotorteilen erforderlich?
Können Sie sowohl einkristalline als auch gleichachsige Komponenten aus Superlegierungen bearbeiten?
Wie stellen Sie die Konzentrizität von Bohrung zu Nabe bei kritischen Rotorscheiben sicher?
