Gleichachsige Kristallguss IN713LC Turbinenteile
Einführung
Der gleichachsige Kristallguss der Nickelbasis-Superlegierung IN713LC wird umfassend bei der Herstellung von Hochleistungsturbinenkomponenten für anspruchsvolle Anwendungen in den Bereichen Luft- und Raumfahrt und Energieerzeugung eingesetzt. IN713LC-Teile, bekannt für ihre außergewöhnliche Hochtemperaturstabilität, arbeiten zuverlässig bei Temperaturen bis zu 982°C (1800°F) und bieten überlegene Zugfestigkeiten von über 1034 MPa.
Neway AeroTech ist spezialisiert auf fortschrittlichen gleichachsigen Superlegierungs-Kristallguss und nutzt Vakuuminduktionsschmelztechnologie, um Turbinenkomponenten mit gleichmäßigen Korngrößen zwischen 0,5 und 2 mm herzustellen. Diese sorgfältige Kontrolle gewährleistet hervorragende Ermüdungsbeständigkeit, optimierte mechanische Eigenschaften und außergewöhnliche Zuverlässigkeit unter extremen thermischen und mechanischen Belastungsbedingungen.
Kerntechnologie des IN713LC Gleichachsigen Kristallgusses
Wachsmodellspritzguss: Hochpräzise Wachsmodelle werden in Aluminiumformen gespritzt und reproduzieren die Turbinenkomponentengeometrie mit einer Genauigkeit von ±0,05 mm.
Keramikschalenbildung: Die Modelle werden mehrfach mit Keramikschlicker und feuerfestem Stuck beschichtet, um robuste Schalen mit einer Dicke von etwa 6–8 mm aufzubauen.
Wachsentfernung (Entwachsung): Die Schalenformen durchlaufen eine Autoklav-Entwachsung bei 150°C, wodurch die Wachsmodelle effektiv entfernt werden, ohne die strukturelle Integrität oder Maßhaltigkeit der Form zu beeinträchtigen.
Schalenbrand: Die Keramikschalen werden bei etwa 1000°C gebrannt, um die mechanische Festigkeit zu erhöhen und restliche Feuchtigkeit und organische Verunreinigungen vollständig zu beseitigen.
Vakuuminduktionsschmelzen: IN713LC-Legierungsbarren werden durch Vakuuminduktionsschmelzen bei etwa 1450°C verarbeitet, was eine präzise chemische Zusammensetzung gewährleistet und gasbedingte Defekte eliminiert.
Gleichachsige Kristallverfestigung: Die geschmolzene Legierung füllt vorgewärmte Schalen mit kontrollierten Raten; schnelle, gleichmäßige Abkühlung erzeugt gleichachsige Kristalle (Korngröße 0,5–2 mm).
Schalenentfernung (Ausklopfen): Nach dem Abkühlen auf Raumtemperatur werden die Keramikformen mechanisch durch Hochdruckwasserstrahlen und schonende abrasive Vibrationstechniken entfernt.
Nachgussbehandlungen: Die Komponenten durchlaufen kontrollierte Wärmebehandlungen, HIP bei 1150°C und 150 MPa Druck, um die mechanische Integrität zu verbessern und verbleibende Porosität zu beseitigen.
Materialeigenschaften von IN713LC
IN713LC ist eine ausscheidungshärtbare Nickelbasislegierung, die für Hochtemperaturfestigkeit und Korrosionsbeständigkeit optimiert ist. Wichtige Materialeigenschaften umfassen:
Maximale Betriebstemperatur: bis zu 982°C (1800°F)
Zugfestigkeit: ≥1034 MPa (150 ksi) bei Raumtemperatur
Streckgrenze: ≥862 MPa (125 ksi) bei Raumtemperatur
Dehnung: ≥5%
Kriechfestigkeit: Überlegene Kriechbruchfestigkeit von über 200 MPa nach 1000 Stunden bei 760°C
Oxidationsbeständigkeit: Außergewöhnliche Beständigkeit bei längerer Einwirkung erhöhter Temperaturen
Diese Eigenschaften machen IN713LC ideal für Turbinenanwendungen in Flugzeugtriebwerken und industriellen Gasturbinen.
Fallstudie: Gleichachsiger Kristallguss von Turbinenteilen
Projekthintergrund
Neway AeroTech hat kürzlich mit einem führenden Turbinenhersteller zusammengearbeitet, um präzisionsgegossene Turbinenkomponenten mittels gleichachsigen Kristallgusses von IN713LC zu liefern. Der Kunde forderte zuverlässige Leistung unter extremen Betriebsbedingungen in Hochschub-Flugzeugtriebwerken und industriellen Gasturbinen, was die Einhaltung strenger AS9100- und NADCAP-Qualitätsstandards erforderte.
Häufige Turbinenmodelle
Typische Turbinenmodelle, die IN713LC verwenden, umfassen:
Pratt & Whitney PT6 Serie: Weit verbreitete Turboprop-Triebwerke für Regionalflugzeuge, Hubschrauber, Agrarflugzeuge und allgemeine Luftfahrtplattformen.
General Electric (GE) LM2500: Industrielle Gasturbinen, die häufig für den maritimen Antrieb, Energieerzeugungsanlagen und Öl- und Gaspumpstationen weltweit eingesetzt werden.
Rolls-Royce RB211: Ein Hochbypass-Turbofan-Triebwerk, das umfassend in der kommerziellen Luftfahrt verwendet wird und insbesondere Boeing 747 und 757 Flugzeugmodelle antreibt.
Honeywell TPE331: Turboprop-Triebwerke, die in Pendlerflugzeugen, Militärtrainern, Agrarflugzeugen und spezialisierten Überwachungs- und Aufklärungsdrohnenanwendungen bevorzugt werden.
Auswahl und strukturelle Merkmale typischer Turbinenteile
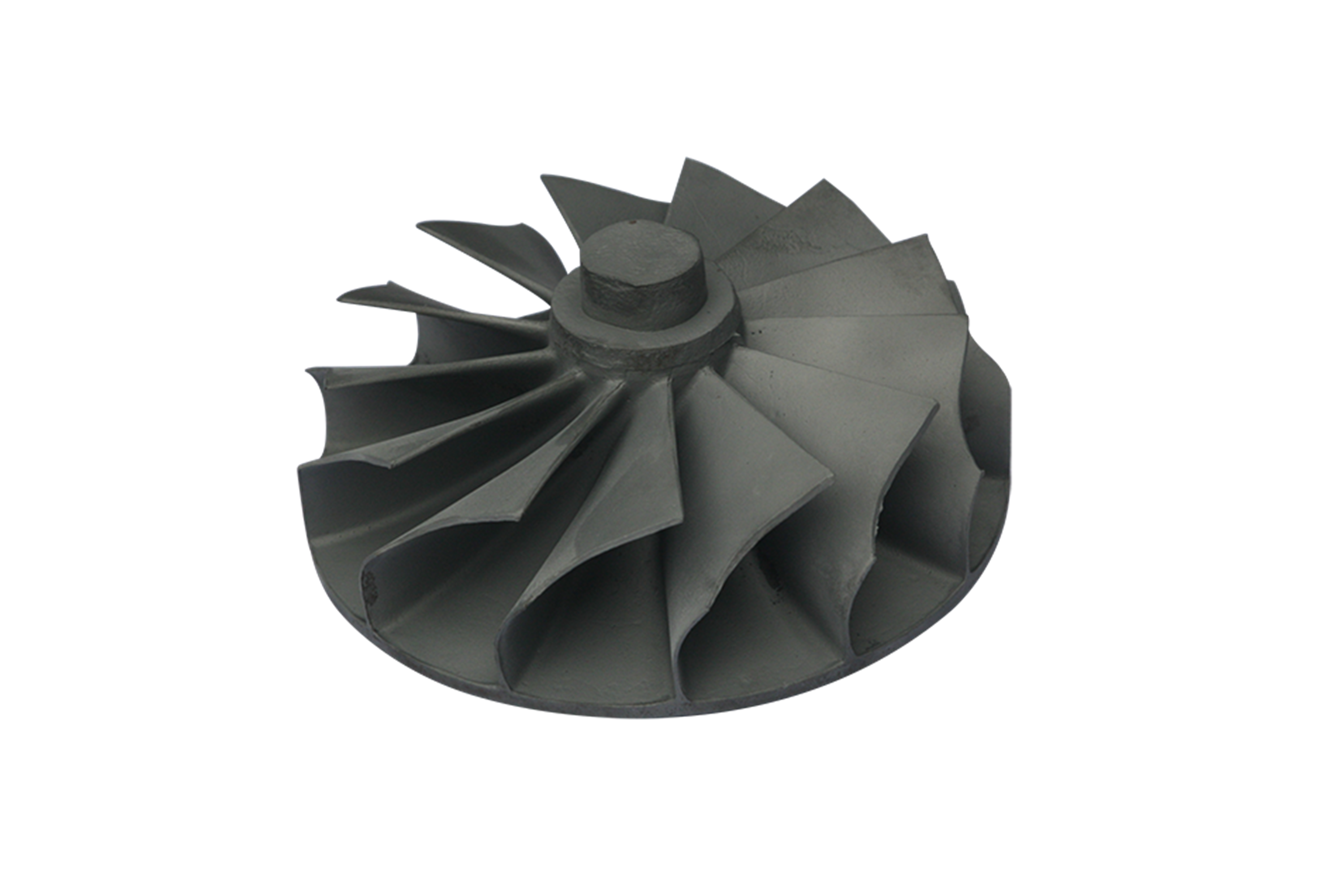
Die ausgewählten Turbinenkomponenten umfassten Schaufeln, Leitschaufeln und Düsensegmente. Kritische strukturelle Merkmale, die berücksichtigt wurden:
Komplexe aerodynamische Geometrien, optimiert durch CFD-Analyse
Interne Kühlkanäle zur Minderung hoher thermischer Gradienten
Dünnwandkonfigurationen (bis zu 0,8 mm Dicke) zur Gewichtsoptimierung
Präzise Maßtoleranzen innerhalb von ±0,05 mm, verifiziert mit CMM
Turbinenkomponenten-Fertigungslösung
Gussvorbereitung: Präzise Wachsmodelle und Keramikformen wurden hergestellt, wobei die Maßhaltigkeit innerhalb der Luftfahrtindustriestandards von ±0,05 mm Toleranzen konsequent eingehalten wurde.
Vakuumguss: Vakuuminduktionsschmelzen bei 1450°C unter kontrolliertem Vakuum (≤10^-3 Pa) gewährleistet eine kontaminationsfreie Schmelze für optimale chemische Zusammensetzungsstabilität.
Kontrollierte Erstarrung: Die geschmolzene Legierung erstarrt in vorgewärmten Formen mit kontrollierten Abkühlraten, um gleichmäßige Kornstrukturen mit einem Durchschnitt zwischen 0,5–2 mm zu erzeugen.
Heißisostatisches Pressen (HIP): Komponenten werden HIP bei 1150°C und 150 MPa unterzogen, wodurch interne Porosität effektiv reduziert und die mechanische und strukturelle Integrität verbessert wird.
Wärmebehandlung: Wärmebehandlung wurde bei 1200°C für 2 Stunden durchgeführt, gefolgt von schneller Luftabkühlung und anschließender Auslagerung bei 850°C für 16 Stunden.
Präzisions-CNC-Bearbeitung: Hochpräzise CNC-Bearbeitung wird durchgeführt, um komplexe aerodynamische Profile und kritische Abmessungen mit Toleranzen von ±0,02 mm Genauigkeit zu erreichen.
Funkenerosives Bearbeiten (EDM): EDM wird eingesetzt, um präzise komplexe interne Kühlkanäle und dünnwandige Merkmale mit einer Dicke von nur 0,8 mm genau zu erstellen.
Oberflächenveredelung und Inspektion: Oberflächenveredelung kombiniert mit strengen Maßinspektionen (CMM), zerstörungsfreier Prüfung (Röntgen, Ultraschall), um die Einhaltung der AS9100-Standards sicherzustellen.
Kernfertigungsherausforderungen von Hochtemperaturlegierungsteilen
Beibehaltung einer präzisen Korngrößenkontrolle (<2 mm) und Gleichmäßigkeit
Minimierung mikrostruktureller Defekte, wie Mikro-Schrumpfung und Karbidausscheidung
Sicherstellung konsistenter mechanischer Eigenschaften über komplexe Geometrien hinweg
Maßhaltigkeit innerhalb strenger Luftfahrtspezifikationen
Ergebnisse und Verifizierung
Die Korngefügegleichmäßigkeit wird konsequent im Zielbereich von 0,5–2 mm gehalten, was optimale Ermüdungsfestigkeit und mechanische Stabilität gewährleistet.
Zerstörungsfreie Röntgen- und Ultraschallinspektionen detektierten null kritische interne Defekte und bestätigten die Komponentenintegrität und Einhaltung der Luftfahrtstandards.
Zugfestigkeitstests bestätigten eine Leistung über 1034 MPa bei Raumtemperatur und validierten die Zuverlässigkeit unter schweren Betriebsbelastungen und Temperaturen.
Ermüdungstests übertrafen die angestrebten 100.000 Zyklen unter simulierten Betriebsbedingungen und demonstrierten verbesserte Haltbarkeit und verlängerte Lebensdauerfähigkeiten.
FAQs
Welche spezifischen Vorteile bietet IN713LC in Hochtemperatur-Turbinenanwendungen?
Welche kritischen Qualitätskontrollen werden während des gleichachsigen Kristallgusses implementiert?
Welche Industrien nutzen primär IN713LC gleichachsige Kristallguss-Turbinenteile?
Welche Maßtoleranzen können Sie mit IN713LC Turbinenkomponenten erreichen?
Welche Testmethoden stellen die mechanische Zuverlässigkeit in Hochtemperaturlegierungs-Turbinenteilen sicher?
