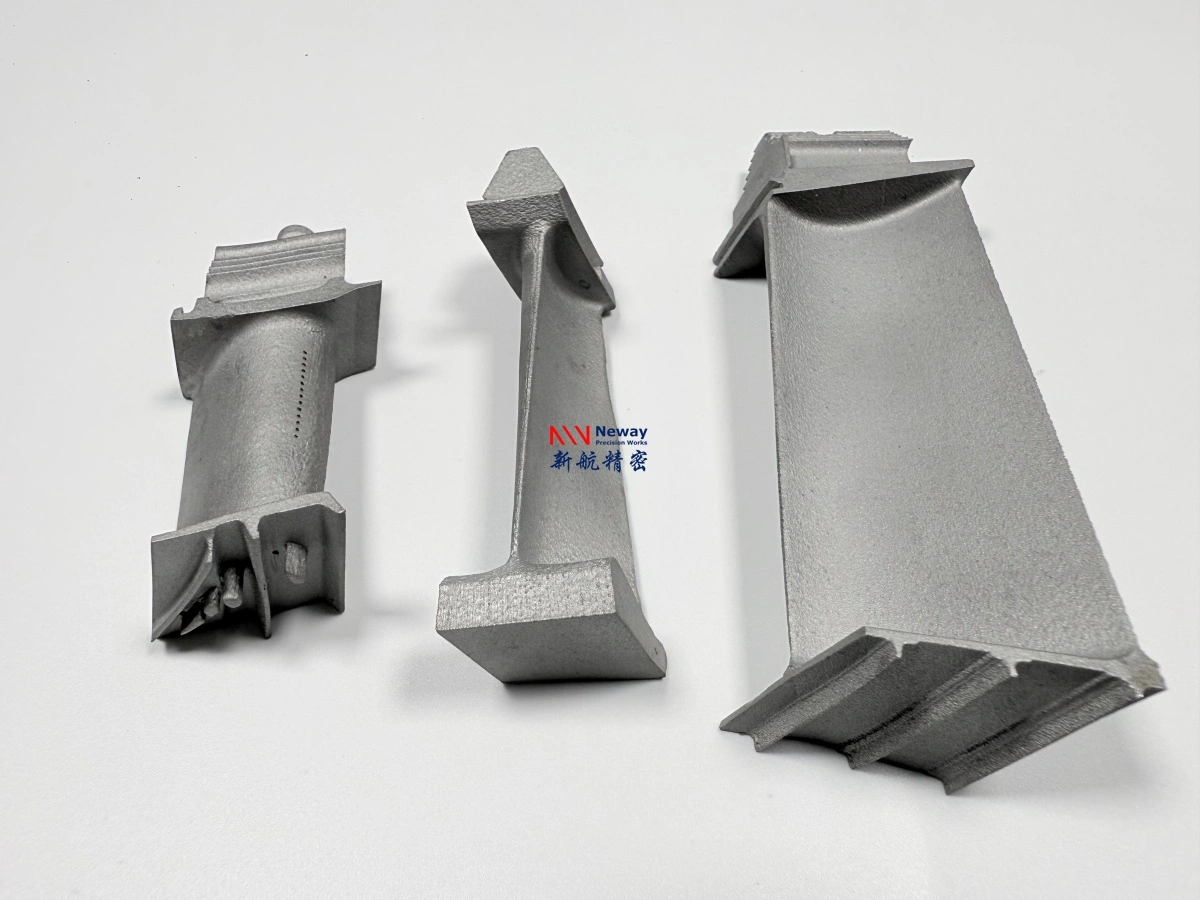
Kundenspezifische Ersatzturbinenschaufeln für Reparaturprojekte von Gasturbinen zur Stromerzeugung
NewayAeroTech fertigt Ersatzturbinenschaufeln für Reparaturprojekte von Gasturbinen zur Stromerzeugung, einschließlich gegossener Superlegierungs-Rohlinge, CNC-fertigbearbeiteter Schaufelfüße und Plattformen, EDM-bearbeiteter Kühlmerkmale, Wärmebehandlung, Beschichtungsvorbereitung, Maßprüfung und zerstörungsfreier Prüfung.
Für Wartungsteams in Kraftwerken, Turbinenreparaturunternehmen und Ingenieure der Ersatzteilbeschaffung sind Ersatzturbinenschaufeln keine einfachen Metallkomponenten. Es handelt sich um Hochtemperatur-Rotationsbauteile, die im Turbinenbereich heißen Gasströmungen, Zentrifugalspannungen, thermischer Ermüdung, Oxidation, Vibrationen und strengen Montageanforderungen standhalten müssen.
NewayAeroTech unterstützt die Fertigung von Turbinenteilen für die Stromerzeugung für Reparatur-, Austausch- und Ersatzteilprogramme, bei denen Kunden fertige Turbinenschaufeln benötigen, die auf Basis von Zeichnungen, Mustern, 3D-Scan-Daten oder Turbinenmodellinformationen hergestellt werden.

Direkte Antwort: Ersatzturbinenschaufeln für die Gasturbinenreparatur
NewayAeroTech kann Ersatzturbinenschaufeln für Reparaturprojekte von Gasturbinen zur Stromerzeugung über einen integrierten Fertigungsweg herstellen, der Superlegierungsguss, CNC-Bearbeitung, EDM, Wärmebehandlung, Nachbearbeitung und Prüfung umfasst.
Abhängig vom Turbinenmodell, der Schaufelstufe, den Materialanforderungen und den Einsatzbedingungen kann der Fertigungsweg Folgendes beinhalten:
Vakuum-Feinguss für Superlegierungs-Schaufelrohlinge
Gerichtetes Erstarren oder Einkristallguss für anspruchsvolle Schaufelanforderungen
CNC-Bearbeitung von Schaufelfüßen, Plattformen, Bezugsflächen und Montageschnittstellen
EDM für Kühllöcher, Schlitze und schwierige lokale Merkmale
Wärmebehandlung zur Gefüge- und Leistungssteuerung
Beschichtungsvorbereitung vor dem Aufbringen von Wärmedämmschichten oder oxidationsbeständigen Beschichtungen
Röntgenprüfung, FPI, KMG, Materialverifizierung und Abschlussprüfberichte
Ziel ist es, fertige Turbinenschaufeln als Reparaturteile zu liefern, die je nach Projektanforderung bereit für die Kundeninspektion, Montageprüfung oder weitere Beschichtung sind.
Warum Gasturbinenschaufeln ausgetauscht werden müssen
Gasturbinenschaufeln arbeiten in einer der härtesten Zonen einer Stromerzeugungsturbine. Sie sind hochtemperierten Gasströmungen, Rotation, Vibration, Oxidation, thermischen Wechselbelastungen und mechanischen Spannungen ausgesetzt. Über lange Betriebszeiträume können diese Bedingungen die Zuverlässigkeit der Schaufeln allmählich verringern.
Ein Austausch von Turbinenschaufeln kann erforderlich sein aufgrund von:
Thermischen Ermüdungsrissen, verursacht durch wiederholte Start-Stopp-Zyklen
Kriechverformung unter hoher Temperatur und Zentrifugalbelastung
Oxidation oder Heißkorrosion an gasführenden Oberflächen
Abplatzen, Abschälen oder lokaler Verschlechterung der Beschichtung
Verschleiß an der Schaufelspitze, Reibschäden oder klarheitsbedingtem Materialverlust
Schäden durch Fremdkörper oder Erosion an der Vorder- und Hinterkante
Schäden am Fuß, an der Plattform oder an Kühlmerkmalen, die während einer Stillstandsinspektion festgestellt wurden
Wenn Turbinenschaufeln die Reparaturgrenze erreichen oder nicht mehr sicher instand gesetzt werden können, sind Ersatzschaufeln erforderlich, um die Turbinenüberholung, die Wartungsplanung und die langfristige Zuverlässigkeit des Kraftwerks zu unterstützen.
Fertigungsweg für Ersatzturbinenschaufeln
Die Herstellung von Ersatzturbinenschaufeln erfordert in der Regel einen mehrstufigen Prozess. Der richtige Weg hängt von der Schaufelstufe, der Legierungsklasse, den Anforderungen an die Kristallstruktur, dem Kühldesign, den Beschichtungsanforderungen und den Prüfnormen ab.
Ein praktischer Fertigungsweg kann Folgendes umfassen:
Überprüfung des Turbinenmodells, der Schaufelstufe, Zeichnungen, Muster oder 3D-Scan-Daten
Bestätigung der Legierungsklasse, Kristallstruktur, Wärmebehandlung und Beschichtungsanforderungen
Konstruktion von Gusswerkzeugen, Wachsmustern, Keramikschalen und des Gussprozesses
Herstellung des Superlegierungs-Schaufelrohlings durch Vakuumguss, gerichteten Guss oder Einkristallguss
Durchführung der Wärmebehandlung gemäß dem erforderlichen Materialzustand
Bearbeitung von Schaufelfuß, Plattform, Montageschnittstellen, Bezugsflächen und kritischen Abmessungen
Einsatz von EDM für Kühllöcher, Schlitze und schwer zugängliche Merkmale, falls erforderlich
Oberflächenvorbereitung für Beschichtung, Polieren oder kundenspezifische Nachbearbeitung
Prüfung der Gussqualität, Abmessungen, Materialchemie, Oberflächenfehler und Endgeometrie
Erstellung von Abschlussberichten und Lieferdokumentation
NewayAeroTech bietet Vakuum-Feinguss für Turbinenschaufeln an, wenn formnahe Superlegierungsrohlinge vor der Präzisionsbearbeitung und Prüfung benötigt werden.
Gussoptionen für Turbinenschaufeln zur Stromerzeugung
Der Guss von Turbinenschaufeln ist kein einzelner Prozess. Unterschiedliche Schaufeldesigns können je nach Betriebstemperatur, Spannungsniveau, Schaufelstufe und Kundenspezifikation verschiedene Gusswege erfordern.
Für einige Ersatzschaufeln kann herkömmlicher Vakuum-Feinguss geeignet sein. Für anspruchsvollere Hochtemperaturschaufeln kann gerichteter Guss für Turbinenschaufeln erforderlich sein, um den Hochtemperatur-Kriechwiderstand entlang der Schaufelbelastungsrichtung zu verbessern. Für fortschrittliche Anwendungen im Heißgasbereich von Turbinenschaufeln kann Einkristallguss für Turbinenschaufeln erforderlich sein, wenn die Eliminierung von Korngrenzen und die Steuerung der Kristallorientierung entscheidend sind.
Gussweg | Typische Verwendung | Hauptvorteil |
|---|---|---|
Vakuum-Feinguss | Komplexe Superlegierungs-Schaufelrohlinge und Reparatur-Ersatzteile | Formnahe Geometrie mit reduziertem Bearbeitungsabfall |
Gerichteter Guss | Hochtemperaturschaufeln mit verbessertem gerichtetem Kriechwiderstand | Kontrolliertes Kornwachstum entlang der Hauptspannungsrichtung |
Einkristallguss | Fortschrittliche Turbinenschaufeln im Heißgasbereich | Eliminiert Korngrenzen und unterstützt extremen Hochtemperatureinsatz |
Der Gussweg sollte entsprechend dem ursprünglichen Schaufeldesign und den Kundenanforderungen bestätigt werden. Die Wahl eines falschen Gussweges kann die Lebensdauer, die Dimensionsstabilität und die Genehmigung des Reparaturprojekts beeinträchtigen.
Materialoptionen für Ersatzturbinenschaufeln
Ersatzturbinenschaufeln werden üblicherweise aus Nickelbasis-Superlegierungen oder fortschrittlichen Einkristallmaterialien hergestellt. Die Materialwahl hängt vom Turbinenmodell, der Schaufelstufe, der Betriebstemperatur, der mechanischen Belastung, dem Beschichtungssystem und der Originalspezifikation ab.
NewayAeroTech unterstützt mehrere Familien von Turbinenschaufelmaterialien, darunter Vakuum-Feinguss aus Inconel-Legierungen, Vakuum-Feinguss aus Rene-Legierungen und Vakuum-Feinguss der CMSX-Serie.
Typische Materialüberlegungen umfassen:
Inconel-Legierungen für nickelbasierte Hochtemperatur-Anwendungen bei Schaufeln und Leitschaufeln
Rene-Legierungen für fortschrittliche Luftfahrt- und Turbinenkomponenten im Heißgasbereich
CMSX-Serienlegierungen für Einkristall-Turbinenschaufelanwendungen
Kundenspezifische äquivalente Legierungen, wenn originale Materialdaten verfügbar sind
Materialverifizierung durch chemische Zusammensetzungsprüfung und Rückverfolgbarkeitsaufzeichnungen
Bei Ersatzteilen sollte das Material nicht nur nach ähnlichem Aussehen oder annähernder Temperaturbeständigkeit ausgewählt werden. Die Originalzeichnung, der Legierungsstandard, der Wärmebehandlungszustand und das Beschichtungssystem sollten vor der Produktion überprüft werden.
CNC-Bearbeitung für Schaufelfüße, Plattformen und Schnittstellen
Nach dem Guss ist eine CNC-Bearbeitung erforderlich, um die funktionalen Merkmale der Turbinenschaufel fertigzustellen. Der Gussrohling liefert das Schaufelprofil und die formnahe Geometrie, aber Schaufelfuß, Plattform, Bezugsflächen und Montage Merkmale erfordern eine präzise Bearbeitung.
NewayAeroTech bietet CNC-Bearbeitung von Superlegierungen für Schaufelfüße und Plattformen, einschließlich schwer zerspanbarer nickelbasierter und einkristalliner Legierungskomponenten.
Typische CNC-bearbeitete Merkmale von Turbinenschaufeln umfassen:
Tannenbaumfüße, Schwalbenschwanzfüße oder andere Fußbefestigungsmerkmale
Schaufelplattformen und dichtende Kontaktflächen
Bezugsflächen für Inspektion und Montageausrichtung
Spitzenbezogene Merkmale und Bereiche zur lokalen Spielregelung
Montageschnittstellen und kundenspezifische funktionale Abmessungen
Oberflächen, die kontrollierte Ebenheit, Parallelität oder Profiltoleranzen erfordern
Die Bearbeitung des Schaufelfußes ist besonders wichtig, da die Fußgeometrie die Zentrifugalkraft auf die Turbinenscheibe überträgt. Jede Abweichung der Abmessungen, Oberflächenfehler oder Spannungskonzentrationen können die Passgenauigkeit bei der Montage und die Betriebssicherheit beeinträchtigen.
EDM für Kühllöcher, Schlitze und schwierige Merkmale
Viele Turbinenschaufeln zur Stromerzeugung weisen lokale Merkmale auf, die mit herkömmlichen Schneidwerkzeugen schwer zu bearbeiten sind. Dazu können Kühllöcher, Schlitze, Dichtungsmerkmale, scharfe lokale Begrenzungen und schwer zugängliche Bereiche in der Nähe des Profils oder der Plattformgeometrie gehören.
EDM wird oft eingesetzt, da Superlegierungen hart, hitzebeständig und in kleinen oder komplexen Merkmalen mechanisch schwer zu zerspanen sind. EDM kann lokale Merkmale mit reduzierter mechanischer Schnittkraft bearbeiten, was bei empfindlicher Schaufelgeometrie vorteilhaft ist.
Bei Ersatzturbinenschaufeln sollte die EDM-Steuerung fokussiert sein auf:
Geometrie der Schaufelspitze und spielbezogene Oberflächen
Bezugsreferenzen für Inspektion und Montage
Oberflächenzustand in Bereichen mit hoher Spannung und hoher Temperatur
Kühllöcher, interne Kühlkanäle und Luftströmungsmerkmale
Bei rückentwickelten Schaufeln müssen diese Merkmale sorgfältig anhand von Mustern, Scan-Daten, Betriebsbedingungen und Anforderungen der Turbinenmontage definiert werden. Das bloße Kopieren der äußeren Geometrie reicht für eine zuverlässige Ersatzschaufel nicht aus.
Anforderungen an die Prüfung fertiger Turbinenschaufeln
Die Prüfung ist für fertige Turbinenschaufeln unerlässlich, da sie unter hohen Temperaturen, hohen Spannungen und Rotationsbelastungen arbeiten. Ein vollständiger Prüfplan sollte Material, Gussintegrität, Kristallstruktur, Bearbeitungsgenauigkeit, Oberflächenqualität, Wärmebehandlungszustand und die endgültige Dokumentation verifizieren.
Prüfpunkt | Was zu prüfen ist | Warum es wichtig ist |
|---|---|---|
Materialverifizierung | Legierungsklasse, chemische Zusammensetzung, Chargennummer, Materialaufzeichnungen | Bestätigt, dass die Schaufel aus der spezifizierten Superlegierung besteht |
Röntgen oder CT | Interne Porosität, Lunker, Einschlüsse, Integrität der Kühlmerkmale | Verifiziert die Gussqualität vor der Abnahme |
FPI | Oberflächenrisse und offene Fehler | Erkennt oberflächenbrechende Defekte, die zu Betriebsrissen werden könnten |
KMG-Prüfung | Fuß, Plattform, Bezugsflächen, Profil, Spitze und kritische Abmessungen | Bestätigt die Montagepassung und aerodynamische Geometrie |
Überprüfung der Kristallstruktur | Gleichachsige, gerichtete oder einkristalline Bedingung gemäß Spezifikation | Stellt sicher, dass der Gussweg dem Schaufeldesign entspricht |
Status der Wärmebehandlung | Wärmebehandlungsprotokoll, Härte, Gefüge falls erforderlich | Unterstützt die Materialleistung und Prozessrückverfolgbarkeit |
Prüfanforderungen sollten vor der Angebotserstellung bestätigt werden, da Röntgen, CT, FPI, KMG, Kristallstrukturprüfung und Materialtests Kosten und Durchlaufzeiten erheblich beeinflussen können.
Unterstützung für Reverse Engineering und Kleinserien-Reparaturteile
Viele Gasturbinen-Reparaturprojekte beginnen mit alten Schaufeln, verschlissenen Mustern, unvollständigen Zeichnungen oder 3D-Scan-Daten. In diesen Fällen muss der Lieferant sowohl die Fertigung als auch die technische Überprüfung unterstützen.
NewayAeroTech kann Projekte für Ersatzturbinenschaufeln bewerten basierend auf:
Originalen 2D-Zeichnungen und 3D-CAD-Modellen
Gebrauchten Schaufelmustern für Reverse Engineering
3D-Scan-Daten und dimensionaler Rekonstruktion
Materialanalyse von Musterteilen
Anforderungen an Kleinserien-Reparaturen für Stillstandswartungen
Herstellung von Ersatzschaufeln in Serie für die langfristige Lagerplanung
Wenn Reverse Engineering involviert ist, sollten verschlissene Bereiche von der ursprünglichen Funktionsgeometrie getrennt werden. Schaufelfuß, Plattform, Profil, Kühllöcher und Oberflächen für das Spitzenspiel müssen entsprechend ihrer Funktion rekonstruiert werden, anstatt blind von einem gebrauchten Teil kopiert zu werden.
Mehrwert des Lieferanten für Reparaturprojekte von Turbinen zur Stromerzeugung
Ein qualifizierter Lieferant für Ersatzturbinenschaufeln sollte nicht nur einen Guss liefern. Der Lieferant sollte den gesamten Fertigungsweg von der Legierungsauswahl bis zur Endprüfung verstehen.
NewayAeroTech unterstützt Hersteller von Turbinenreparaturteilen, Wartungsteams von Kraftwerken und Käufer von Gasturbinen-Ersatzschaufeln durch Bereitstellung von:
Überprüfung des Gussweges für Superlegierungen
Optionen für Vakuumguss, gerichteten Guss und Einkristallguss
CNC-Bearbeitung für Schaufelfüße, Plattformen und Präzisionsschnittstellen
EDM für Kühllöcher und komplexe lokale Merkmale
Koordination von Wärmebehandlung und Nachbearbeitung
Materialverifizierung, Röntgen, FPI, KMG und Abschlussprüfberichte
Unterstützung bei Prototypen, Kleinserien-Reparaturteilen und der Serienfertigung von Ersatzschaufeln
Dieser integrierte Weg hilft, Kommunikationslücken zwischen Gießereien, Bearbeitungsfirmen, Beschichtungsanbietern und Prüfteams zu reduzieren. Er unterstützt zudem eine schnellere Entscheidungsfindung bei Reparaturprojekten mit engen Stillstandsplänen.
Checkliste für Angebotsanfragen (RFQ) zu Ersatzturbinenschaufeln
Um Ersatzturbinenschaufeln präzise anzubieten, sollten Kunden so viele technische Informationen wie möglich bereitstellen. Die Herstellung von Turbinenschaufeln hängt von Material, Kristallstruktur, Schaufelgeometrie, Kühlmerkmalen, Beschichtungsanforderungen und Prüfnormen ab.
Eine vollständige RFQ sollte Folgendes enthalten:
Turbinenmodell, Schaufelstufe, Teilenummer und Revisionsstand
2D-Zeichnung und 3D-CAD-Datei, falls verfügbar
Gebrauchtes Schaufelmuster, Fotos oder 3D-Scan-Daten, falls Reverse Engineering erforderlich ist
Erforderliche Legierungsklasse, wie Inconel, Rene, CMSX oder andere Superlegierungen
Anforderung an den Gussweg, wie Vakuum-Feinguss, gerichteter Guss oder Einkristallguss
Anforderungen an Wärmebehandlung, HIP, Beschichtung oder Nachbearbeitung
Anforderungen an Kühllöcher, interne Kanäle, Schaufelfußgeometrie, Plattform und Spitzenspiel
Prüfanforderungen wie Röntgen, CT, FPI, KMG, Materialprüfung, Kristallinspektion oder Wärmebehandlungsbericht
Menge für Prototyp, Reparaturcharge oder langfristiges Ersatzteilprogramm
Lieferplan, Zeitpunkt des Stillstands, Verpackungs- und Dokumentationsanforderungen
Wenn das Projekt dringend ist, sollten Kunden klar kennzeichnen, welche Anforderungen festgelegt sind und welche auf Machbarkeit überprüft werden können. Dies hilft, die Zeit für die technische Bewertung zu verkürzen und die Unsicherheit bei der Angebotserstellung zu reduzieren.
Fazit
Ersatzturbinenschaufeln für Reparaturprojekte von Gasturbinen zur Stromerzeugung erfordern eine integrierte Fertigungssteuerung. Eine fertige Ersatzschaufel kann Vakuum-Feinguss, gerichteten Guss, Einkristallguss, CNC-Bearbeitung, EDM, Wärmebehandlung, Beschichtungsvorbereitung, Maßprüfung und zerstörungsfreie Prüfung umfassen.
NewayAeroTech kann die kundenspezifische Fertigung von Turbinenschaufeln als Reparaturteile auf Basis von Zeichnungen, Mustern, 3D-Scan-Daten oder Turbinenmodellinformationen unterstützen. Unser Fertigungsweg deckt Superlegierungs-Gussrohlinge, CNC-fertigbearbeitete Schaufelfüße und Plattformen, EDM-bearbeitete lokale Merkmale, Nachbearbeitung, Materialverifizierung und Abschlussprüfberichte ab.
Für ein Angebot zu Ersatzturbinenschaufeln senden Sie bitte das Turbinenmodell, die Schaufelstufe, die Teilenummer, die 2D-Zeichnung, die 3D-Datei, Fotos von Mustern, die Anforderung an die Legierung, die Anforderung an die Kristallstruktur, die Beschichtungsanforderung, den Prüfstandard, die Menge und das Lieferziel. Unser Ingenieurteam kann den geeignetsten Fertigungsweg für Ihr Reparaturprojekt von Gasturbinen zur Stromerzeugung prüfen.
