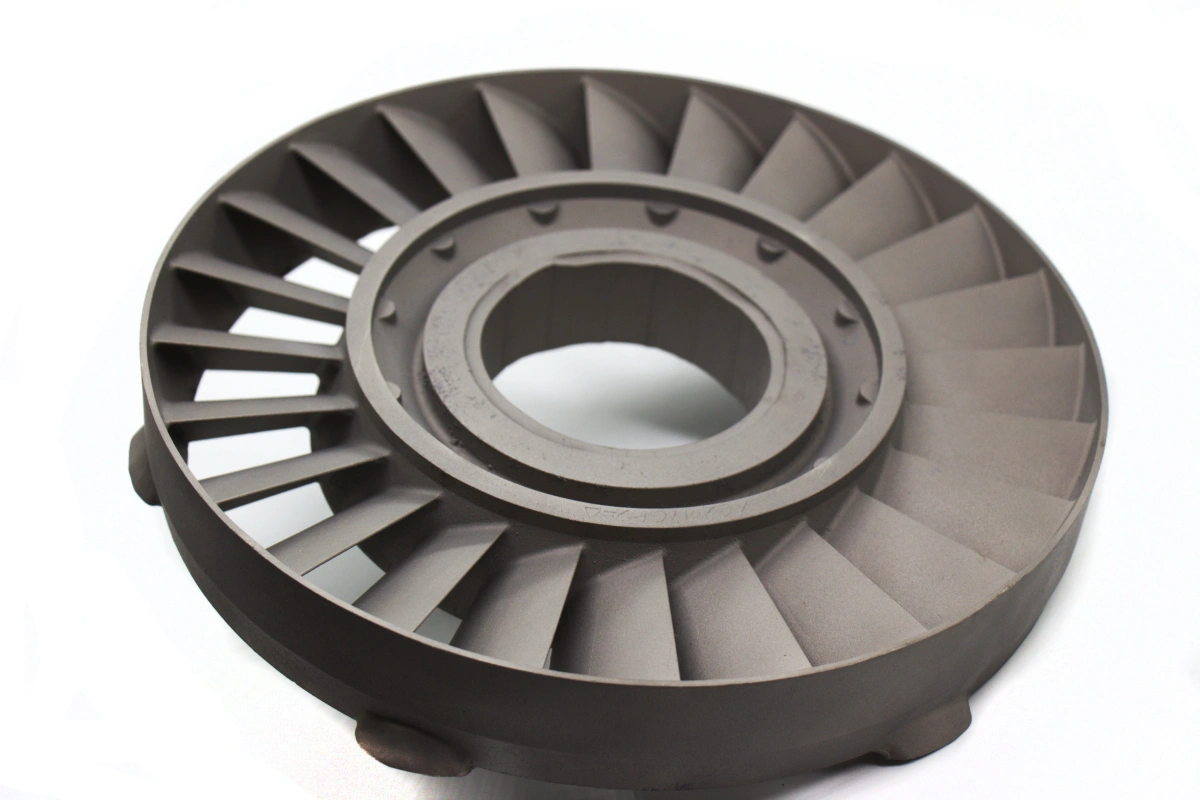
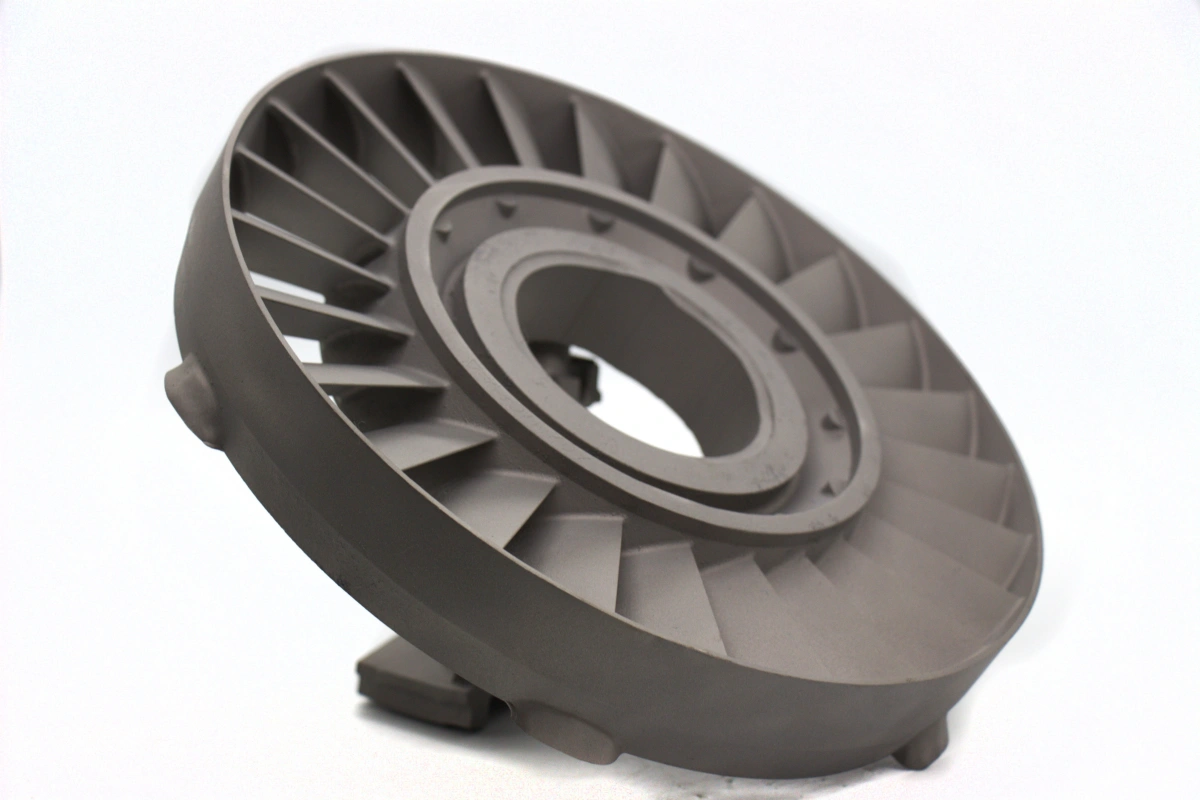
Brennkammerauskleidungen für Reparatur und Austausch von Industriegasturbinen
NewayAeroTech unterstützt die kundenspezifische Fertigung von Brennkammerauskleidungen für Reparatur- und Austauschprojekte bei Industriegasturbinen. Brennkammerauskleidungen, auch als Brennkammerrohre oder Gasturbinenauskleidungen bezeichnet, arbeiten im Verbrennungsabschnitt, wo sie hochtemperierten Flammen, Druckschwankungen, Kühlluft, Vibrationen, Oxidation, Korrosion und wiederholten thermischen Zyklen ausgesetzt sind.
Für Wartungsteams von Stromerzeugungsturbinen beeinflusst die Qualität des Austauschs von Brennkammerauskleidungen direkt die Verbrennungsstabilität, die Lebensdauer des Heißgasbereichs, die Konsistenz der Emissionen, die Planung von Stillstandszeiten und die langfristige Zuverlässigkeit der Ausrüstung. Eine Ersatzauskleidung muss Materialleistung, Wanddicke, Rundheit, Position der Kühllöcher, Oberflächenzustand, Beschichtungsvorbereitung und Endprüfung vor der Lieferung kontrollieren.
NewayAeroTech bietet Unterstützung für Reparaturteile für Stromerzeugungsturbinen bei kundenspezifischen Brennkammerauskleidungen, Brennkammerrohren, heißgasseitigen Übergangsteilen und anderen Hochtemperatur-Ersatzkomponenten für Gasturbinen.
Direkte Antwort: Kundenspezifische Brennkammerauskleidungen für Industriegasturbinen
NewayAeroTech kann kundenspezifische Brennkammerauskleidungen für Reparatur- und Austauschprojekte bei Industriegasturbinen auf Basis von Kundenzeichnungen, gebrauchten Mustern, 3D-Scan-Daten oder Turbinenmodellinformationen fertigen. Je nach Design kann der Fertigungsweg Hochtemperaturlegierungs-Umformung, Vakuum-Feinguss für ausgewählte Komponenten, CNC-Bearbeitung, Bohren von Kühllöchern, EDM, Wärmebehandlung, Beschichtungsvorbereitung und Endprüfung umfassen.
Unsere Fertigungsunterstützung kann Folgendes abdecken:
Kundenspezifische Brennkammerauskleidungen für Industriegasturbinen
Ersatz-Brennkammerauskleidungen für Stromerzeugungsturbinen
Reparaturteile für Brennkammerauskleidungen
Hochtemperatur-Fertigung von Brennkammerauskleidungen
Bearbeitung von Kühllöchern und Filmkühlungsmerkmalen
Lieferung von fertigen oder halbfertigen Auskleidungen gemäß den Inspektionsanforderungen des Kunden
Ziel ist es, Ersatzteile für Gasturbinen-Brennkammerauskleidungen mit kontrollierter Geometrie, zuverlässigem Materialzustand, präzisen Kühlmerkmalen, stabiler Oberflächenqualität und rückverfolgbarer Inspektionsdokumentation bereitzustellen.
Betriebsbedingungen von Gasturbinen-Brennkammerauskleidungen
Brennkammerauskleidungen arbeiten in einer der härtesten Umgebungen in einer Industriegasturbine. Sie enthalten und leiten den Verbrennungsprozess, während sie umliegende Strukturen vor direkter Flamme und übermäßiger Hitze schützen. Die Auskleidung muss zudem gesteuerte Kühlluft durch Löcher, Schlitze, Jalousien oder Filmkühlungsmerkmale strömen lassen.
Zu den typischen Betriebsbedingungen gehören:
Exposition gegenüber Hochtemperatur-Verbrennungsgasen
Wiederholte thermische Zyklen durch Start-Stopp-Vorgänge
Oxidation und Hochtemperaturkorrosion durch Brennstoff und Verbrennungsprodukte
Kühlluftaufprall und Filmkühlungsströmung
Druckschwankungen, Vibrationen und akustische Belastung
Strukturelle Spannung in dünnwandigen Bereichen und Risiko lokaler Verformung
Beschichtungsabbau und Oberflächenoxidation während langer Serviceintervalle
Aufgrund dieser Bedingungen müssen Brennkammerauskleidungen aus geeigneten Hochtemperaturlegierungen gefertigt werden, wobei Wanddicke, Geometrie der Kühllöcher, Rundheit und Oberflächenzustand streng kontrolliert werden müssen.
Warum Brennkammerauskleidungen ausgetauscht werden müssen
Brennkammerauskleidungen verschleißen während des Turbinenbetriebs allmählich. Selbst wenn die Basislegierung geeignet ist, können langfristige thermische Belastung, Oxidation, Vibrationen und Schäden an Kühllöchern die Zuverlässigkeit der Auskleidung verringern. Während der Wartung von Kraftwerken können verschlissene oder beschädigte Auskleidungen repariert, aufgearbeitet oder ausgetauscht werden müssen.
Zu den häufigen Ausfallmodi von Brennkammerauskleidungen gehören:
Thermische Ermüdungsrisse durch wiederholtes Aufheizen und Abkühlen
Verbrennung oder Ablation in flammzugewandten Bereichen
Wanddünnung durch Oxidation, Korrosion oder Erosion
Dünnwandverformung, Ovalität oder Verlust der Rundheit
Verstopfung von Kühllöchern durch Ablagerungen, Oxidation oder Beschichtungsaufbau
Durchbrennen von Kühllöchern oder Kantenschäden
Abplatzen, Abschuppen oder lokaler Verlust der Beschichtung
Schweißrisse oder Versagen lokaler Reparaturzonen
Wenn diese Defekte die Reparaturgrenze überschreiten, helfen Austausch-Brennkammerauskleidungen, die Zuverlässigkeit des Verbrennungsabschnitts wiederherzustellen und das Risiko von Schäden im nachgeschalteten Heißgasbereich zu verringern.
Materialauswahl für Brennkammerauskleidungen
Materialien für Brennkammerauskleidungen müssen hohen Temperaturen, Oxidation, Korrosion, thermischer Ermüdung sowie Umform- oder Fertigungsspannungen widerstehen. Die richtige Legierung hängt vom Turbinenmodell, Brennstofftyp, Betriebstemperatur, Kühldesign, Beschichtungssystem und der ursprünglichen Spezifikation ab.
Zu den gängigen Materialoptionen für Projekte mit Brennkammerauskleidungen gehören Haynes 188, Hastelloy X, Inconel 625 und Inconel 718. Diese Materialien werden für verschiedene Kombinationen aus Oxidationsbeständigkeit, Hochtemperaturfestigkeit, Verarbeitbarkeit, Korrosionsbeständigkeit und thermischer Stabilität ausgewählt.
NewayAeroTech unterstützt Vakuum-Feinguss aus Hastelloy-Legierungen und die Fertigung von Hochtemperaturlegierungen für Heißgaskomponenten, bei denen Korrosionsbeständigkeit und thermische Stabilität wichtig sind. Für nickelbasierte Verbrennungs- und Turbinenkomponenten kann Vakuum-Feinguss aus Inconel-Legierungen den Materialvergleich und die Entwicklung kundenspezifischer Teile unterstützen. Vakuum-Feinguss aus Nimonic-Legierungen kann ebenfalls für ausgewählte nickelbasierte Hochtemperaturanwendungen geprüft werden.
Material | Typische Festigkeit | Überlegung für Brennkammerauskleidungen |
|---|---|---|
Haynes 188 | Kobaltbasierte Hochtemperatur-Oxidationsbeständigkeit und thermische Stabilität | Geeignet für extreme Heißgasumgebungen, in denen Kobaltlegierungsleistung erforderlich ist |
Hastelloy X | Hochtemperatur-Oxidationsbeständigkeit und gute Verarbeitbarkeit | Häufig in Betracht gezogen für Brennkammer- und Heißgaswegstrukturen |
Inconel 625 | Korrosions- und Oxidationsbeständigkeit | Nützlich, wenn Korrosionsbeständigkeit und Herstellbarkeit wichtig sind |
Inconel 718 | Hohe Festigkeit und breite Verwendung in der Luftfahrt | Kann je nach Temperatur und Design für strukturelle Heißgaskomponenten ausgewählt werden |
Bei Ersatz-Brennkammerauskleidungen sollte das Material wann immer möglich der Originalzeichnung oder verifizierten Mustendaten folgen. Wenn ein alternatives Material in Betracht gezogen wird, sollte der Lieferant Betriebstemperatur, Brennstoffumgebung, Kühldesign, Beschichtungsanforderung und Ziel-Lebensdauer prüfen.
Fertigungsweg für Industriegasturbinen-Brennkammerauskleidungen
Brennkammerauskleidungen sind meist dünnwandige Heißgasteile mit vielen Kühllöchern und kontrollierter zylindrischer oder konischer Geometrie. Ihr Fertigungsweg kann Umformen, Schweißen, Gießen ausgewählter Merkmale, CNC-Bearbeitung, Lochbearbeitung, Wärmebehandlung, Beschichtungsvorbereitung und Inspektion umfassen.
Ein typischer Weg kann Folgendes beinhalten:
Prüfung des Turbinenmodells, der Auskleidungszeichnungen, alter Muster oder 3D-Scan-Daten
Bestätigung der Materialgüte, Wanddicke, des Kühlllochdesigns, der Beschichtungsanforderung und des Inspektionsstandards
Herstellung von Auskleidungsrohlingen durch Umformen, Fertigung, Gießen ausgewählter Komponenten oder einen kombinierten Fertigungsweg
Bearbeitung von Montageflächen, Flanschen, Bezugsmerkmalen und Fügeflächen
Bearbeitung von Kühllöchern, Verdünnungslöchern, Schlitzen oder Luftstrommerkmalen
Anwendung von Wärmebehandlung oder Spannungsarmglühen, falls erforderlich
Vorbereitung der Oberflächen für Beschichtung, Reinigung, Polieren oder kundenspezifische Nachbehandlungen
Inspektion von Lochposition, Wanddicke, Rundheit, Oberflächenrissen, Schweißnähten und Endmaßen
Erstellung von Qualitätsdokumenten zur Kundenprüfung und Lieferung
NewayAeroTech unterstützt Nachbearbeitung von Superlegierungen für Brennkammerauskleidungen, um Wärmebehandlung, Oberflächenkontrolle, Beschichtungsvorbereitung, Reinigung und Inspektion in einen praktischen Fertigungsworkflow zu integrieren.
Guss- und Umformoptionen für Verbrennungskomponenten
Nicht jede Brennkammerauskleidung wird vollständig gegossen. Viele Auskleidungen sind dünnwandige umgeformte und gefertigte Strukturen. Allerdings können ausgewählte Verbrennungskomponenten, Auskleidungssegmente, Ansatzstücke, Montage Merkmale, Übergangsbereiche, Halterungen oder komplexe Strömungsmerkmale je nach Geometrie und Material vom Guss profitieren.
Vakuum-Feinguss für Verbrennungskomponenten kann komplexe Formen aus Hochtemperaturlegierungen unterstützen, bei denen der Near-Net-Shape-Guss Bearbeitungsabfälle reduziert und mehr Gestaltungsfreiheit ermöglicht. Bei kundenspezifischen Reparaturteilen kann das Gießen je nach Auskleidungsdesign mit Bearbeitung, Schweißen, Umformen oder Nachbearbeitung kombiniert werden.
Bei der Bewertung von Guss oder Umform sollten Ingenieure Folgendes prüfen:
Wanddicke und Stabilität dünnwandiger Bereiche
Oberflächen, die Verbrennungsgasen ausgesetzt sind
Positionen von Kühl- und Verdünnungslöchern
Montageringe, Flansche, Halterungen und lokale Ansatzstücke
Schweißbarkeit und Anforderungen an die Wärmebehandlung nach dem Schweißen
Beschichtungsvorbereitung und Zugang für die Endinspektion
Der beste Weg hängt vom ursprünglichen Auskleidungsdesign ab. Bei Austauschprojekten sollte die Fertigungsmethode die Funktion erhalten, anstatt lediglich das Erscheinungsbild zu duplizieren.
CNC-Bearbeitung für Verbrennungskomponenten
CNC-Bearbeitung ist für Merkmale von Brennkammerauskleidungen erforderlich, die Montage, Abdichtung und Ausrichtung steuern. Selbst wenn der Auskleidungskörper umgeformt oder gefertigt wird, können Montageflächen, Flanschbereiche, Bezugsflächen, Ansatzstücke und Schnittstellenmerkmale eine Präzisionsbearbeitung erfordern.
NewayAeroTech bietet CNC-Bearbeitung von Superlegierungen für Verbrennungskomponenten, einschließlich nickel- und kobaltbasierter Hochtemperaturlegierungen, die in Reparaturteilen für Turbinen-Heißgasbereiche verwendet werden.
Typische bearbeitete Bereiche umfassen:
Montageflansche und Füge-Schnittstellen
Bezugsflächen für Inspektion und Passung
Dichtflächen und Kontaktflächen
Ansatzstücke, Halterungen und lokale Befestigungsmerkmale
Schlitze, Fenster oder kontrollierte Randkonturen
Bereiche, die eine finale Kontrolle von Rundheit, Ebenheit oder Position erfordern
Die Bearbeitung muss sorgfältig geplant werden, da Brennkammerauskleidungen oft dünnwandige Strukturen sind. Übermäßige Schnittkräfte, schlechte Vorrichtungen oder eine falsche Bezugswahl können zu Verzug oder Passungsproblemen führen.
Kontrolle der Kühllöcher für Brennkammerauskleidungen
Kühllöcher sind entscheidend für die Leistung von Brennkammerauskleidungen. Sie ermöglichen Kühlluft, um die Auskleidungswand zu schützen, den Verbrennungsprozess zu formen und lokale Überhitzung zu reduzieren. Wenn Kühllöcher blockiert, falsch positioniert, über- oder unterdimensioniert sind oder an der Kante ausgebrannt sind, kann die Lebensdauer der Auskleidung verkürzt werden.
Tiefbohren von Superlegierungen für Kühllöcher kann ausgewählte Verbrennungskomponenten unterstützen, bei denen lange oder schwierige Luftstromlöcher erforderlich sind. EDM-Lochbearbeitung kann ebenfalls eingesetzt werden, wenn das Loch klein, winkelig, dünnwandempfindlich oder durch konventionelles Bohren schwer zu bearbeiten ist.
Die Kontrolle der Kühllöcher sollte sich auf Folgendes konzentrieren:
Lochdurchmesser und Toleranz
Lochposition und Konsistenz des Musters
Lochwinkel und Luftstromrichtung
Kantenqualität und Gratentfernung
Blockierung durch Ablagerungen, Beschichtung oder Bearbeitungsreste
Wanddicke um die Löcher und Risiko des Durchbrennens
Merkmale der Kühllöcher sollten vor der Lieferung inspiziert werden, da sie direkten Einfluss auf die Filmkühlung, die Wandtemperatur und die Haltbarkeit der Brennkammerauskleidung haben.
Oberflächen- und Beschichtungsvorbereitung für Brennkammerauskleidungen
Brennkammerauskleidungen können vor der Auftragung oxidationsbeständiger Beschichtungen, Wärmedämmschichten oder kundenspezifischer Schutzbehandlungen eine Oberflächenvorbereitung erfordern. Die Oberflächenqualität vor der Beschichtung beeinflusst die Haftfestigkeit der Beschichtung, die Dickenkonsistenz und die Betriebszuverlässigkeit.
Zur Oberflächen- und Beschichtungsvorbereitung können gehören:
Entfernen von Zunderschichten, Öl und Verarbeitungskontaminationen
Entgraten von Kühllöchern, Schlitzen und dünnwandigen Kanten
Reinigung der inneren und äußeren Auskleidungsoberflächen
Kontrolle der Rauheit gemäß den Beschichtungsanforderungen
Abdecken von Montage Merkmalen, Dichtflächen oder Löchern, falls erforderlich
Inspektion von Rissen, Dellen und Oberflächendefekten vor der Beschichtung
Wenn die Beschichtungsdicke während der Fertigung nicht berücksichtigt wird, können Kühllöcher, Dichtmerkmale oder Montagespielräume beeinträchtigt werden. Daher sollten Beschichtungszugabe und Abdeckungen bereits in der Design- und Angebotsphase geprüft werden.
Inspektion von Gasturbinen-Brennkammerauskleidungen
Die Inspektion ist für Brennkammerauskleidungen unerlässlich, da das Bauteil dünnwandige Struktur, Kühllöcher, Hochtemperaturlegierungsmaterial, Oberflächenzustand und Montageanforderungen kombiniert. Der Inspektionsplan sollte sowohl die Geometrie der Auskleidung als auch die Merkmale verifizieren, die Kühlung und Betriebszuverlässigkeit steuern.
Inspektionspunkt | Was zu prüfen ist | Warum es wichtig ist |
|---|---|---|
Kühllöcher | Lochposition, Durchmesser, Winkel, Blockierung, Kantenqualität | Steuert die Verteilung der Kühlluft und die Temperatur der Auskleidungswand |
Wanddicke | Konsistenz der Dünnwand, lokale Dünnung, umgeformte oder bearbeitete Bereiche | Verhindert Schwachstellen, Durchbrennen und Verformungsrisiko |
Rundheit und Form | Rundheit, Ovalität, Flanschausrichtung, Montagegeometrie | Stellt die korrekte Passung im Verbrennungsabschnitt sicher |
FPI (Eindringprüfung) | Oberflächenrisse, thermische Ermüdungsrisse, offene Defekte | Hilft, Rissrisiken vor Lieferung oder Beschichtung zu identifizieren |
Schweißnahtprüfung | Schweißrisse, Unterstellungen, mangelnde Verschmelzung, lokale Verformung | Unterstützt die strukturelle Zuverlässigkeit von gefertigten Auskleidungsbaugruppen |
Oberfläche vor der Beschichtung | Sauberkeit, Rauheit, Oxidentfernung, abgedeckte Bereiche | Unterstützt die Haftfestigkeit der Beschichtung und die Leistung des Wärmeschutzes |
Inspektionsanforderungen sollten vor der Angebotserstellung bestätigt werden. Messung der Kühllöcher, Wanddickenprüfungen, Rundheitsinspektion, FPI, Schweißnahtprüfung, Überprüfung der Beschichtungsvorbereitung und Materialberichte können alle Kosten und Lieferzeiten beeinflussen.
Unterstützung durch Reverse Engineering für den Austausch von Brennkammerauskleidungen
Viele Projekte zum Austausch von Brennkammerauskleidungen beginnen mit gebrauchten Teilen, beschädigten Mustern, unvollständigen Zeichnungen oder 3D-Scan-Daten. In diesen Fällen muss das Reverse Engineering das ursprüngliche Design von Betriebsschäden trennen.
NewayAeroTech kann Projekte auf Basis folgender Unterlagen prüfen:
Originalzeichnungen und 3D-CAD-Dateien
Gebrauchte Muster von Brennkammerauskleidungen
3D-Scan-Daten und rekonstruierte Modelle
Fotos, die Risse, Verbrennungen, Beschichtungsverlust oder Schäden an Kühllöchern zeigen
Materialanalysen von alten Teilen
Turbinenmodell, Typ des Verbrennungssystems und Betriebsbedingungen
Bei durch Reverse Engineering erstellten Brennkammerauskleidungen sollten Kühllöcher, Wanddicke, Rundheit, Montageschnittstellen und verschlissene Bereiche sorgfältig geprüft werden. Eine gebrauchte Auskleidung kann thermische Verformungen, Oxidationsverlust, blockierte Löcher und Beschädigungen der Beschichtung aufweisen, die nicht in das neue Ersatzteil übernommen werden sollten.
Mehrwert des Lieferanten für die Reparatur von Industriegasturbinen-Auskleidungen
Ein qualifizierter Lieferant für Brennkammerauskleidungen sollte den vollständigen Zusammenhang zwischen Material, thermischer Belastung, Design der Kühllöcher, Dünnwandfertigung, Nachbearbeitung und Inspektion verstehen. Der Lieferant sollte die Auskleidung nicht als einfaches Blechgehäuse oder ein einfaches bearbeitetes Teil behandeln.
NewayAeroTech unterstützt Projekte zur Reparatur und zum Austausch von Brennkammerauskleidungen durch Bereitstellung von:
Überprüfung von Hochtemperaturlegierungsmaterialien
Bewertung von Umform-, Guss-, Bearbeitungs- und kombinierten Fertigungswegen
CNC-Bearbeitung für Montage- und Dichtschnittstellen
Prüfung von Tiefbohrungen oder EDM für Kühl- und Luftstrommerkmale
Unterstützung bei Wärmebehandlung, Reinigung, Beschichtungsvorbereitung und Nachbearbeitung
Planung der Inspektion von Kühllöchern, Wanddicke, Rundheit, FPI, Schweißnähten und Oberflächen
Fertigung von Prototypen, Kleinserien-Reparaturteilen und langfristigen Ersatz-Auskleidungen
Dieser integrierte Ansatz hilft, Kommunikationslücken zwischen Lieferanten für Umformung, Bearbeitung, Beschichtung und Inspektion zu verringern, insbesondere wenn Reparaturprojekte engen Stillstandsplänen von Kraftwerken unterliegen.
Checkliste für Angebotsanfragen (RFQ) zum Austausch von Brennkammerauskleidungen
Um Brennkammerauskleidungen präzise zu kalkulieren, sollten Kunden sowohl technische Zeichnungen als auch Betriebsinformationen bereitstellen. Dies hilft dem Lieferanten, die Materialauswahl, den Fertigungsweg, die Bearbeitung der Kühllöcher, die Inspektionskosten und das Lieferrisiko zu bewerten.
Eine vollständige Angebotsanfrage sollte Folgendes enthalten:
Turbinenmodell, Typ der Brennkammerauskleidung, Teilenummer und Revisionsstand
2D-Zeichnung und 3D-CAD-Datei, falls verfügbar
Gebrauchtes Muster der Auskleidung, Fotos oder 3D-Scan-Daten, falls Reverse Engineering erforderlich ist
Erforderliche Materialgüte, wie Haynes 188, Hastelloy X, Inconel 625 oder Inconel 718
Anforderungen an Wanddicke, Rundheit, Flansch und Montageschnittstelle
Anforderungen an Durchmesser, Position, Winkel, Muster und Inspektion der Kühllöcher
Anforderungen an Wärmebehandlung, Schweißen, Beschichtung oder Oberflächenvorbereitung
Inspektionsanforderungen wie FPI, Schweißnahtprüfung, KMG, Wanddickenbericht, Lochbericht, Materialbericht oder Überprüfung der Beschichtungsvorbereitung
Menge für Prototyp, Reparaturcharge oder Programm für langfristige Ersatzteile
Lieferplan, Zeitpunkt des Stillstands, Verpackungs- und Dokumentationsanforderungen
Wenn das Projekt auf einer beschädigten Auskleidung basiert, sollten Kunden Rissbereiche, verbrannte Zonen, Beschichtungsverlust, blockierte Kühllöcher, reparierte Schweißnähte und funktionale Montageflächen identifizieren. Dies hilft, Fehler beim Reverse Engineering zu vermeiden und unterstützt eine zuverlässigere Ersatzfertigung.
Fazit
Brennkammerauskleidungen für die Reparatur und den Austausch von Industriegasturbinen erfordern eine sorgfältige Kontrolle des Hochtemperaturlegierungsmaterials, der Dünnwandgeometrie, der Merkmale der Kühllöcher, des Oberflächenzustands, der Beschichtungsvorbereitung und der Inspektion. Diese Komponenten arbeiten in Hochtemperatur-Verbrennungsumgebungen, in denen thermische Zyklen, Oxidation, Vibrationen, Kühlluftstrom und Beschichtungsabbau die Lebensdauer beeinflussen können.
NewayAeroTech unterstützt die kundenspezifische Fertigung von Brennkammerauskleidungen auf Basis von Zeichnungen, Altteilen, 3D-Scan-Daten oder Turbinenmodellinformationen. Unsere Fähigkeiten umfassen die Überprüfung von Fertigungswegen für Hochtemperaturlegierungen, Vakuum-Feinguss für ausgewählte Verbrennungskomponenten, CNC-Bearbeitung von Superlegierungen, Tiefbohren oder EDM für Kühlmerkmale, Nachbearbeitung, FPI, Wanddickeninspektion, Rundheitsprüfungen, Schweißnahtüberprüfung und finale Dokumentation.
Für Angebote von Reparaturteilen für Brennkammerauskleidungen senden Sie bitte das Turbinenmodell, die Teilenummer der Auskleidung, die 2D-Zeichnung, die 3D-Datei, Fotos von Mustern, Materialanforderung, Details zu den Kühllöchern, Beschichtungsanforderung, Inspektionsstandard, Menge und Lieferziel. Unser Ingenieurteam kann den am besten geeigneten Fertigungsweg für Ihr Industriegas-Turbinen-Reparaturprojekt prüfen.
