Nimonic-Legierungstemperaturschilde mit präziser 3D-Drucktechnologie für überlegene Isolierung
Einführung
Nimonic-Legierungen sind für herausragende Hochtemperaturfestigkeit, Oxidationsbeständigkeit und Kriechleistung entwickelt, was sie zu idealen Materialien für fortschrittliche Wärmedämmsysteme macht. Bei Neway AeroTech sind wir spezialisiert auf 3D-Druckdienstleistungen für Nimonic-Legierungen und fertigen leichte, komplexe Temperaturschilde, die für maximale Wärmebeständigkeit und mechanische Haltbarkeit in Luft- und Raumfahrt, Energie und Industrieanwendungen konzipiert sind.
Unter Nutzung modernster Selective Laser Melting (SLM)-Technologie produziert Neway hochdichte, präzisionsgefertigte Nimonic-Wärmeschilde, die für den kontinuierlichen Einsatz unter extremen Wärmelasten geeignet sind.
Kernherausforderungen bei der Fertigung von Nimonic-Temperaturschilden
Die Herstellung von leistungsstarken 3D-gedruckten Temperaturschilden aus Nimonic 90 und Nimonic 263 beinhaltet spezifische Herausforderungen:
Management von Eigenspannungen und Minimierung von Verzug während der schichtweisen Erstarrung unter hohen Temperaturgradienten.
Erreichen von Dichten über 99,5 %, um Ermüdungsbeständigkeit, Oxidationsbeständigkeit und mechanische Integrität sicherzustellen.
Einhalten enger Maßtoleranzen (±0,05 mm) über komplexe Geometrien hinweg.
Erzielen von Oberflächenrauheiten Ra ≤5 µm, die notwendig sind, um Wärmestrahlungsverluste und Oxidationsstellen zu minimieren.
3D-Druckprozess für Nimonic-Legierungstemperaturschilde
Der 3D-Druckprozess für Nimonic-Schilde umfasst:
Pulverqualifikation: Gasatomisierte Nimonic-Pulver mit Partikelgrößen zwischen 15–45 µm für gleichmäßige Fließfähigkeit und Laserabsorption.
Selective Laser Melting (SLM): Verschmelzung unter inertem Argon-Atmosphäre zur Verhinderung von Oxidation, mit optimierten Scan-Geschwindigkeiten (~700 mm/s) und Laserleistungen (~300–400 W).
Prozessoptimierung: Hatch-Abstand, Laserüberlappung und Schichtdicke (~30–50 µm) feinabgestimmt, um nahezu vollständige Dichte zu erreichen.
Stützstrukturentfernung und HIP-Behandlung: Entfernung von Stützstrukturen gefolgt von Hot Isostatic Pressing (HIP), um verbleibende Mikroporosität zu schließen.
Präzisions-CNC-Nachbearbeitung: Erreichen endgültiger Toleranzen (±0,01 mm) und glatter Oberflächen Ra ≤1,6 µm an Dicht- und Montageflächen.
Wärmebehandlung: Spannungsarmglühen, Lösungsglühen und Auslagern zur Optimierung von Festigkeit, Kriechbeständigkeit und thermischer Ermüdungslebensdauer.
Vergleich von Fertigungsmethoden für Nimonic-Temperaturschilde
Fertigungsmethode | Maßgenauigkeit | Oberflächengüte (Ra) | Wärmebeständigkeit | Mechanische Festigkeit | Kosteneffizienz |
|---|---|---|---|---|---|
3D-Druck (SLM) | ±0,05 mm | ≤5 µm | Überlegen | Überlegen | Mittel |
Vakuum-Fein- bzw. Präzisionsguss | ±0,1 mm | ≤3,2 µm | Gut | Gut | Mittel |
CNC-Bearbeitung (aus Vollmaterial) | ±0,01 mm | ≤0,8 µm | Hervorragend | Hervorragend | Hoch |
Strategie zur Auswahl der Fertigungsmethode
Die Wahl der optimalen Fertigungsmethode hängt von Komplexität, Wärmebelastung und Gewichtseinsparung ab:
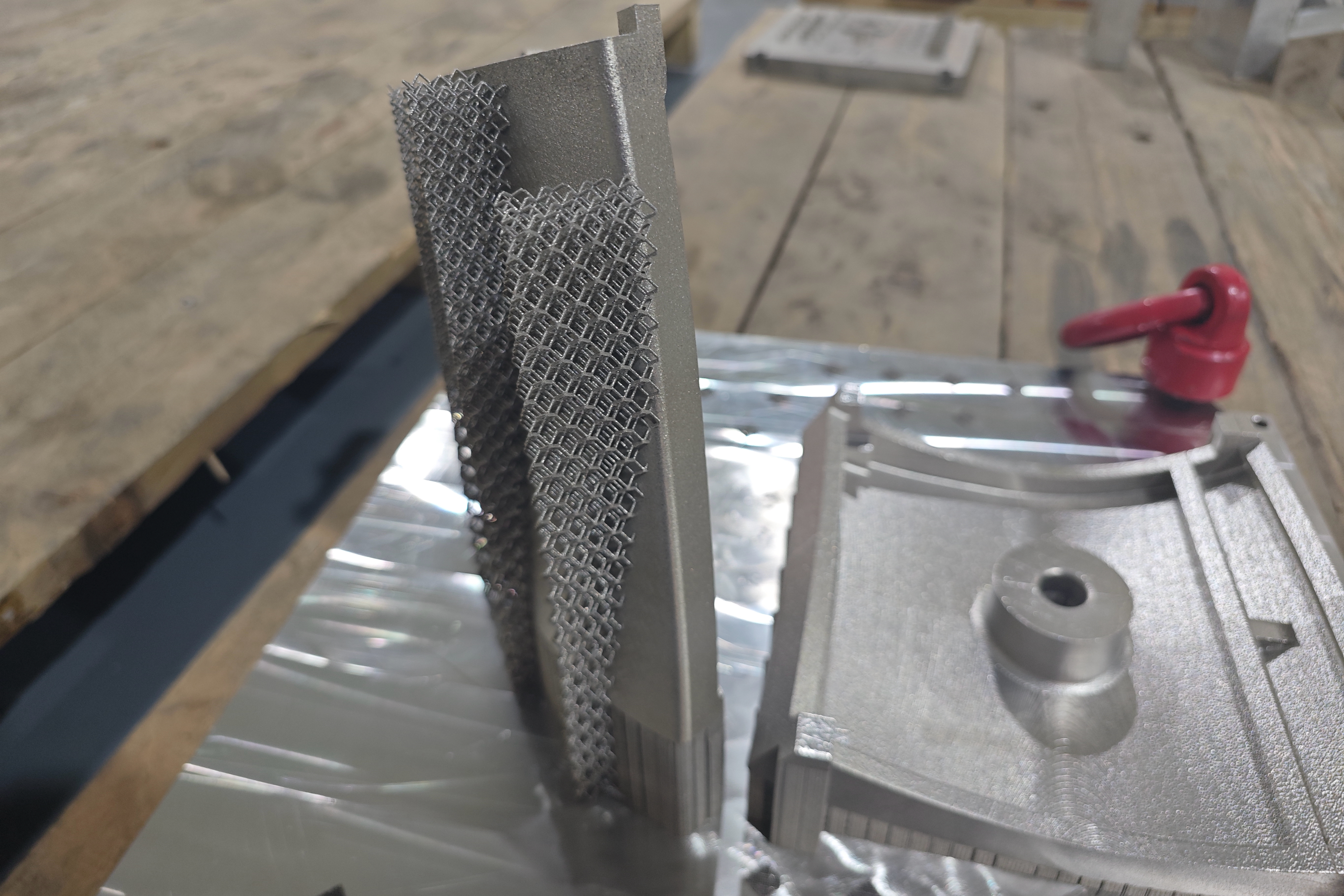
3D-Druck (SLM): Ideal für ultraleichte, komplex geformte Schilde mit integrierten Kühlkanälen oder Gitterstrukturen für fortschrittliche Wärmeableitung bei gleichzeitiger Beibehaltung der mechanischen Festigkeit.
Vakuum-Feinguss: Geeignet für einfachere Hitzeschilde, bei denen moderate Komplexität und Standard-Oberflächengüte akzeptabel sind.
CNC-Bearbeitung (aus Vollmaterial): Reserviert für einfachere Geometrien, die extreme Oberflächengüten (Ra ≤0,8 µm) und ultraenge Maßgenauigkeit (±0,01 mm) erfordern.
Nimonic-Legierungsleistungsmatrix
Legierungswerkstoff | Max. Einsatztemperatur (°C) | Zugfestigkeit (MPa) | Kriechbeständigkeit | Oxidationsbeständigkeit | Typische Anwendungen |
|---|---|---|---|---|---|
950 | 1200 | Überlegen | Überlegen | Luftfahrtschilder, Turbinenscheiben | |
870 | 930 | Hervorragend | Hervorragend | Brennkammerschilde | |
850 | 1050 | Gut | Überlegen | Kompressor-Wärmeabdeckungen | |
750 | 820 | Mäßig | Gut | Industrielle Isolationssysteme | |
870 | 960 | Hervorragend | Hervorragend | Turbinen-Hot-Section-Schilde |
Legierungsauswahlstrategie für Temperaturschilde
Die Materialauswahl gewährleistet optimale thermische Leistung:
Nimonic 90: Am besten für Abschirmkomponenten, die maximale Kriech- und Ermüdungsbeständigkeit bei hohen Temperaturen bis zu 950°C erfordern.
Nimonic 263: Ideal für komplexe Strukturen, die Zähigkeit und Oxidationsbeständigkeit bei Einsatztemperaturen bis zu 870°C benötigen.
Nimonic 80A: Gewählt für Komponenten, die mäßigen Spannungen und Temperaturen um 850°C ausgesetzt sind, mit ausgezeichneter Oxidationsbeständigkeit.
Nimonic 75: Kostengünstige Wahl für Industrieschilde, die mäßige Festigkeit und Oxidationsschutz erfordern.
Nimonic PE16: Eingesetzt, wo kontinuierliche Exposition gegenüber erhöhten Temperaturen (~870°C) stabile mechanische Eigenschaften und thermische Ermüdungsbeständigkeit erfordert.
Wichtige Nachbearbeitungstechniken
Die Nachbearbeitung ist entscheidend, um die mechanische und thermische Leistung zu optimieren:
Hot Isostatic Pressing (HIP): Verdichtet Bauteile auf >99,9 %, verbessert Ermüdungs- und Thermoschockbeständigkeit.
Wärmebehandlung: Spannungsarmglühen, Lösungsglühen und Auslagerungsprozesse zur Optimierung der mechanischen Festigkeit und Phasenstabilität.
Präzisions-CNC-Nachbearbeitung: Erzielt hochpräzise Dichtflächen und aerodynamische Profile.
Schützende Oberflächenbeschichtungen: Auftrag von oxidationsbeständigen Beschichtungen zur Verlängerung der Lebensdauer.
Prüfmethoden und Qualitätssicherung
Neway AeroTech garantiert Qualität durch strenge Luftfahrt-Prüfungen:
Koordinatenmessmaschine (CMM): Maßliche Verifizierung mit ±0,005 mm Präzision.
Röntgen-Zerstörungsfreie Prüfung: Analyse interner Fehler.
Metallographische Mikroskopie: Gefügebewertung auf Kornhomogenität und Phasenintegrität.
Zugversuch: Validierung mechanischer Eigenschaften für Zugfestigkeit, Streckgrenze und Dehnung.
Alle Produktionsprozesse entsprechen den AS9100 Luftfahrt-Qualitätsstandards.
Fallstudie: 3D-gedruckte Nimonic 90 Luftfahrt-Wärmeschilde
Neway AeroTech lieferte 3D-gedruckte Nimonic 90 Temperaturschilde für Luftfahrt-Turbinen-Hot-Sections:
Einsatztemperatur: Dauerbetrieb bei 950°C
Maßgenauigkeit: ±0,05 mm über komplexe Geometrien
Oberflächengüte: Ra ≤4,5 µm nach der Nachbearbeitung erreicht
Zertifizierung: Vollständige Konformität mit dem AS9100 Luftfahrt-Qualitätsmanagementsystem
FAQs
Warum sind Nimonic-Legierungen ideal für 3D-gedruckte Wärmedämmschilde?
Welche Maßtoleranzen kann Neway AeroTech mit 3D-gedruckten Nimonic-Bauteilen erreichen?
Wie verbessert Hot Isostatic Pressing (HIP) 3D-gedruckte Nimonic-Komponenten?
Welche Nimonic-Grade werden für Hochtemperatur-Abschirmanwendungen empfohlen?
Welchen Qualitätszertifizierungen folgt Neway AeroTech bei der Herstellung von Wärmedämmschilden?
