Hastelloy-Legierung CNC-Bearbeitung für Turboladerteile mit überragender Genauigkeit
Einführung
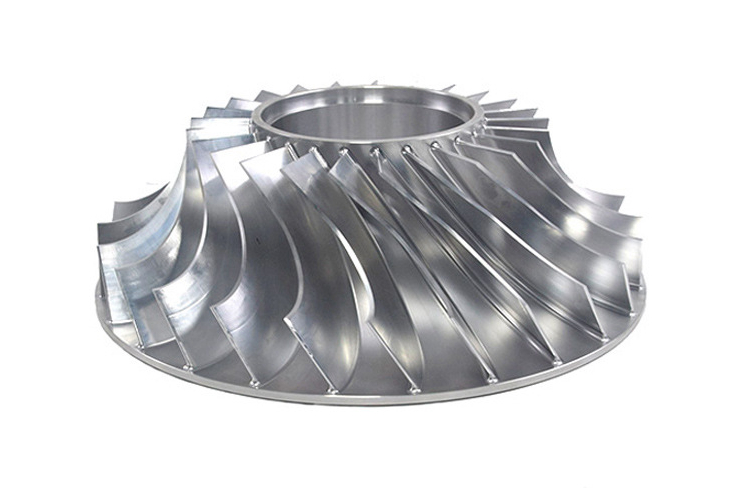
Hastelloy-Legierungen sind bekannt für ihre hervorragende Korrosionsbeständigkeit, thermische Stabilität und mechanische Festigkeit, was sie zu idealen Materialien für Turboladerteile macht, die in rauen Umgebungen arbeiten. Bei Neway AeroTech sind wir spezialisiert auf die Präzisions-CNC-Bearbeitung von Hastelloy-Legierungen und stellen Turboladerkomponenten mit außergewöhnlichen Maßtoleranzen (±0,005 mm) sowie überlegener Ermüdungs- und Thermoermüdungsbeständigkeit her.
Durch den Einsatz fortschrittlicher mehrspindliger CNC-Anlagen, optimierter Bearbeitungsparameter und luft- und raumfahrtgerechter Qualitätskontrolle stellt Neway sicher, dass jede Hastelloy-Turbokomponente den höchsten Standards für Haltbarkeit und Betriebszuverlässigkeit entspricht.
Kernherausforderungen bei der Fertigung von Hastelloy-Turbokomponenten
Die CNC-Bearbeitung von Hastelloy-Legierungen wie Hastelloy X und Hastelloy C-22 stellt mehrere technische Herausforderungen dar:
Hohe Festigkeit und Kaltverfestigungseigenschaften führen zu schnellem Werkzeugverschleiß.
Die Einhaltung ultrapräziser Toleranzen (±0,005 mm) ist für die aerodynamischen und Dichtungsfunktionen des Turboladers entscheidend.
Die Beherrschung der Wärmeentwicklung und Minimierung thermischer Verformungen während der Bearbeitung.
Erzielen feiner Oberflächengüten (Ra ≤0,8 µm) für optimalen Luftstrom und Montageleistung.
Präzisions-CNC-Bearbeitungsprozess für Hastelloy-Turboladerteile
Unser CNC-Bearbeitungsprozess für Hastelloy-Turboteile umfasst:
Materialanalyse: Bewertung der Hastelloy-Eigenschaften zur Auswahl der richtigen Werkzeuge und Bearbeitungsstrategie.
Fortschrittliche Werkzeuge: Einsatz von Hartmetall- oder Keramikschneidplatten, optimiert für Materialien mit geringer Wärmeleitfähigkeit und hoher Härte.
Mehrspindlige CNC-Bearbeitung: 5-Achsen-Bearbeitung zur Reduzierung von Aufspannungen, Verbesserung der Merkmalsgenauigkeit und Einhaltung enger Toleranzen.
Optimierte Bearbeitungsparameter: Gesteuerte Geschwindigkeiten (15–40 m/min) und Vorschübe (0,02–0,10 mm/U) zur Balance zwischen Materialabtragsrate und Oberflächenqualität.
Oberflächenfeinbearbeitung: Leichte Schlichtschnitte zum Erreichen von Ra ≤0,8 µm unter Beibehaltung der Maßhaltigkeit.
Endprüfung: Umfassende Maß- und Oberflächenqualitätsprüfung mittels Koordinatenmessgerät (KMG) und optischen Systemen.
Vergleich von Fertigungsmethoden für Hastelloy-Turbokomponenten
Fertigungsmethode | Maßgenauigkeit | Oberflächengüte (Ra) | Thermische Stabilität | Mechanische Festigkeit | Kosteneffizienz |
|---|---|---|---|---|---|
Präzisions-CNC-Bearbeitung | ±0,005 mm | ≤0,8 µm | Überlegen | Ausgezeichnet | Mittel bis hoch |
Drahterodieren (EDM) | ±0,003 mm | ≤0,4 µm | Überlegen | Ausgezeichnet | Hoch |
Konventionelle Bearbeitung | ±0,01 mm | ≤1,6 µm | Gut | Gut | Mittel |
Strategie zur Auswahl der Fertigungsmethode
Die Auswahl des besten Fertigungsansatzes hängt von der Geometriekomplexität, den Genauigkeitsanforderungen und der Stückzahl ab:
Präzisions-CNC-Bearbeitung: Am besten geeignet für die Herstellung komplexer Turbokomponenten wie Turbinengehäuse, Abgasflansche und Dichtungsringe, die hohe Festigkeit, Ermüdungsbeständigkeit und Maßtoleranzen innerhalb von ±0,005 mm erfordern.
Drahterodieren (EDM): Wird für hochkomplexe oder interne Merkmalsanforderungen eingesetzt, bei denen enge Toleranzen (±0,003 mm) entscheidend sind, ist jedoch typischerweise langsamer und teurer.
Konventionelle Bearbeitung: Geeignet für weniger kritische Teile oder Komponenten mit einfacheren Geometrien, bei denen Toleranzen von ±0,01 mm akzeptabel sind.
Hastelloy-Legierungsleistungsmatrix
Legierungsmaterial | Max. Betriebstemperatur (°C) | Zugfestigkeit (MPa) | Korrosionsbeständigkeit | Thermische Stabilität | Typische Anwendungen |
|---|---|---|---|---|---|
900 | 860 | Überlegen | Ausgezeichnet | Turbolader-Hot-Sections, Abgasflansche | |
800 | 690 | Außergewöhnlich | Gut | Verdichtergehäuse, Turboladerdichtungen | |
850 | 790 | Außergewöhnlich | Gut | Turbolader-Abgaskrümmer, Turbinenkanäle | |
815 | 750 | Ausgezeichnet | Gut | Industrielle Turboladerkomponenten |
Legierungsauswahlstrategie für Turboladerteile
Die Auswahl der geeigneten Hastelloy-Legierung ist entscheidend für die Betriebsleistung:
Hastelloy X: Am besten geeignet für Turbolader-Hot-Section-Teile, die kontinuierlich bis zu 900°C betrieben werden, mit ausgezeichneter Oxidations- und Thermoermüdungsbeständigkeit.
Hastelloy C-22: Ideal für Verdichtergehäuse und Dichtungskomponenten, die überlegene Korrosionsbeständigkeit und moderate thermische Stabilität erfordern.
Hastelloy C-276: Bevorzugt für Abgassystemteile, die aggressiven chemischen und thermischen Umgebungen ausgesetzt sind.
Hastelloy C-2000: Gewählt für industrielle Turboladerteile, die Korrosionsbeständigkeit und mechanische Leistung in Einklang bringen.
Wichtige Nachbearbeitungstechniken
Kritische Nachbearbeitungsoperationen für Hastelloy-Turboteile umfassen:
Präzisionsoberflächenfeinbearbeitung: Schleifen und Polieren zur Erzielung von Ra ≤0,8 µm für Strömungseffizienz.
Wärmebehandlung: Spannungsarmglühen und Lösungsglühen zur Optimierung der mechanischen Eigenschaften.
Schutzbeschichtungen: Auftrag von korrosions- und oxidationsbeständigen Beschichtungen für eine verlängerte Bauteillebensdauer.
Heißisostatisches Pressen (HIP): Beseitigung interner Poren und Verbesserung der Ermüdungsleistung.
Prüfmethoden und Qualitätssicherung
Neway AeroTech gewährleistet überlegene Qualität für jede Hastelloy-Turbokomponente durch:
Koordinatenmessgerät (KMG): Maßprüfungen mit ±0,005 mm Genauigkeit.
Röntgen zerstörungsfreie Prüfung: Erkennung interner Fehler.
Metallografische Mikroskopie: Bewertung von Korngefüge und Mikrostruktur.
Zugversuch: Validierung der mechanischen Festigkeit und Dehnung.
Alle Qualitätssysteme arbeiten nach AS9100-zertifizierten Standards.
Fallstudie: CNC-bearbeitete Hastelloy X Turbo-Hot-Section-Komponenten
Neway AeroTech stellte präzisions-CNC-bearbeitete Hastelloy X Hot-Section-Komponenten für Hochleistungsturboladeranwendungen her:
Betriebstemperatur: Betrieb bis zu 900°C kontinuierlich
Maßgenauigkeit: ±0,005 mm konsistent erreicht
Oberflächengüte: Ra ≤0,6 µm nach Feinbearbeitung
Zertifizierung: Vollständige Konformität mit AS9100 Luft- und Raumfahrtqualitätsstandards
Häufig gestellte Fragen (FAQ)
Warum sind Hastelloy-Legierungen ideal für Turbolader- und Kompressorkomponenten?
Welche CNC-Bearbeitungstoleranzen können für Hastelloy-Turboteile erreicht werden?
Wie verwaltet Neway AeroTech den Werkzeugverschleiß bei der Bearbeitung von Hastelloy?
Welche Hastelloy-Güten werden für Turbolader-Hot-Section-Teile empfohlen?
Welche Nachbearbeitung und Qualitätskontrollen gewährleisten die Zuverlässigkeit von Hastelloy-Turboteilen?
