高温合金深孔钻削零件微孔 CNC 加工
关键应用的高精度钻削
高温合金中的微孔和深孔钻削对于暴露在高温、高压和循环应力下的部件至关重要。2024 年,喷气发动机、燃气轮机化学反应器中对精密钻削冷却通道的需求激增——要求 CNC 公差低于 10 μm,孔深超过 20 倍径(20×D)。
Neway AeroTech 为关键气体和流体流动部件提供先进的 高温合金 CNC 加工 和 深孔钻削 服务,适用于 Inconel 718、CMSX-4 和 Rene 88 等航空级合金。
微孔 CNC 加工的核心技术
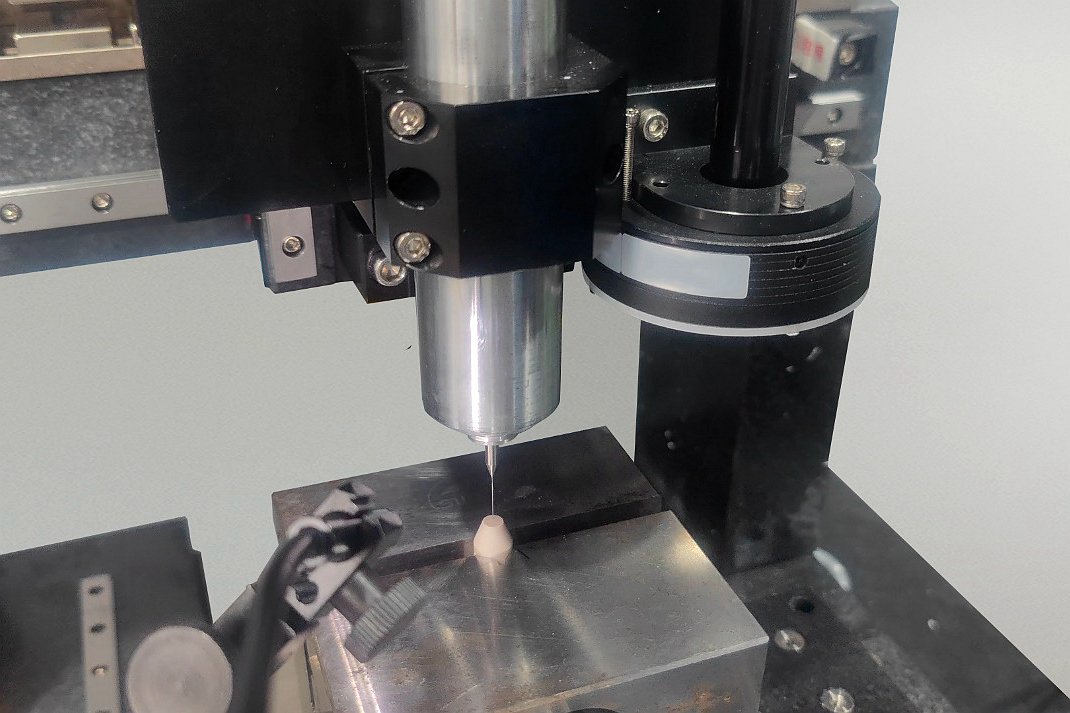
Neway AeroTech 利用高刚性五轴 CNC 中心和电火花加工(EDM)在坚韧的高温合金中生产微孔。
深孔钻削:使用内冷硬质合金钻头,深度可达 25 倍径(25×D)。
微细 EDM:用于加工小于 0.3 mm 的孔及耐热特征。
轨道钻削 和啄钻循环可减少毛刺并提高孔壁直线度。
在线探测 确保斜孔的位置精度在 ±5 μm 以内。
所有工艺均符合 NADCAP 和 AS9100D 标准,适用于飞行关键部件和涡轮系统。
微孔加工的典型高温合金材料
合金 | 最高温度 (°C) | 屈服强度 (MPa) | 应用领域 |
|---|---|---|---|
704 | 1035 | 燃油喷嘴、冷却通道 | |
1140 | 980 | 涡轮叶片、冲击孔 | |
980 | 1250 | 发动机机壳通风口 | |
920 | 1265 | 喷嘴导叶冷却端口 |
选择这些合金是基于其抗氧化性、强度保持率以及在热梯度下的可加工性。
案例研究:涡轮导向叶片段的微冷却孔
项目背景
一家涡轮机制造商要求在 5 毫米厚的 CMSX-4 叶片段上,以复合角度加工小于 0.6 毫米的冷却孔。公差为 ±0.01 毫米,且无热变形或锥度。采用深孔钻和 EDM 协同作业,以实现所需的几何形状和冶金质量。
典型钻孔部件型号及应用
部件型号 | 描述 | 材料 | 孔深 | 行业 |
|---|---|---|---|---|
VN-300 | 带有 18 个微冲击孔的叶片,角度为 30°–60° | CMSX-4 | 8×D | |
TN-120 | 带有 0.4 毫米气膜孔的涡轮喷嘴嵌件 | Rene 88 | 6×D | |
EIH-200 | 带有平行孔阵列的换热器封头 | Inconel 718 | 15×D | |
PCH-480 | 带有径向通风孔的压力外壳 | Nimonic 90 | 10×D |
孔的精度和入口角度对于下游流体流动和抗疲劳性能至关重要。
高温合金深孔钻削中的 CNC 挑战
刀具偏转:由于长径比超过 10 倍径(10×D),偏转量可能超过 0.03 毫米。
热软化:在导热性差的 CMSX 合金中,温度超过 600°C 会导致尺寸不稳定。
微裂纹:EDM 过程中产生的微裂纹需要优化的脉冲控制,以避免重铸层厚度超过 2 μm。
孔偏离:若无高压冲洗(>80 bar),长孔加工中切屑堵塞会导致孔偏离。
角度钻削:大于 45°的角度钻削需要五轴补偿和多阶段入口钻削。
深孔和微孔加工的 CNC 解决方案
100 bar 高压冷却液:用于 Inconel 718 中长径比大于 12 倍径(12×D)的孔排屑。
轨道预钻孔配合 EDM 精加工:实现了 0.3 毫米直径,圆度偏差小于 2 μm。
带扭矩监控的啄钻循环:将刀具断裂率降低了 40%。
五面夹紧工件装夹:确保角度孔的偏差控制在 ±0.005 毫米以内。
EDM 后清洗 和钝化处理消除了重铸层污染。
结果与验证
制造方法
部件采用 真空熔模铸造 毛坯加工而成,并利用 五轴 CNC 加工 和 深孔钻削 系统进行精炼。多轴钻削确保了在不同轮廓和复杂壁厚几何形状上的径向入口控制。
精密精加工
通过 EDM 和铰孔循环将微孔表面粗糙度精炼至 Ra ≤ 0.4 μm。深孔钻削 系统的全跳动(TIR)小于 0.01 毫米,确保了圆度,而多阶段引导钻和内冷硬质合金刀具支持高达 20 倍径(20×D)的孔深。
后处理
HIP(热等静压) 去除了内部孔隙,随后在 870–980°C 下进行 去应力热处理。表面钝化 和可选的 涂层应用 确保了长期的耐腐蚀性和耐热性。
检测
CMM(三坐标测量机) 验证了孔的直线度在 ±0.006 毫米以内;SEM(扫描电子显微镜) 检查了入口边缘的完整性;X 射线 确认了隐藏特征的对准情况。所有部件均通过了客户规格的氦气泄漏测试和高周疲劳验证。
常见问题解答 (FAQs)
高温合金深孔钻削可实现的最小直径是多少?
如何在长孔中保持孔的直线度?
能否在一个工序中结合 EDM 和钻削?
哪些材料最适合微孔冷却通道?
验证热孔性能需要进行哪些测试?
